


レジン 3D プリンター:SLA、DLP、LED-LCD
光硬化性樹脂の 3D プリントは、近年、FFF に次ぐ 2 番目に人気のある 3D プリント技術に定着しています。 、プロとメーカーの両方の環境で。このブームは、2 つの重要な要因の結果です。 .一方で、レジン 3D プリンターの低コスト 新しい技術の出現により、樹脂プリンターは FFF と同じ価格帯に位置付けられました。一方、新素材の出現 歯科用樹脂、フレキシブル樹脂、エンジニアリング樹脂などにより、以前は FDM または SLS を使用してのみ実行可能だった樹脂部品の製造が可能になりました。
歯科や宝飾品などの専門分野の注目を集めている 3D 樹脂印刷の主な強み 、高解像度です XY で 50 µm から 150 µm の範囲を達成できます。 Z で 30 µm から 200 µm これは、3D FFF プリンターの最小解像度を下回っています。その結果、レジン プリント パーツは高い表面品質と高レベルのディテールを備えています。 最高の美的品質を与える
3D レジン プリントの基礎
3D レジン プリントは、FFF や SLS などのほとんどの 3D プリント技術で使用される原理とはまったく異なる原理に基づいています。これらでは、熱可塑性ポリマーを出発点として使用し、溶融温度まで加熱して部品を形成しますが、樹脂印刷は、選択的に光を当ててモノマーとオリゴマーの反応性混合物を重合させることに基づいています。 これは、プラスチックを原材料として使用する代わりに、樹脂印刷ではプラスチックを構成する基本的な成分が使用され、プラスチックは印刷プロセス中の化学反応によって形成されることを意味します.
3D プリント用の樹脂は、主に次の 3 つのコンポーネントで構成されています。
モノマーとオリゴマー: これらは互いに反応して長いポリマーを形成する小さな分子です プラスチックの基本的な構成要素であるチェーン。これらのチェーンの長さは、主にそれらの特性を決定します
架橋剤: 大小の2つ以上の反応基を持つ分子で構成されています ポリマー鎖にさまざまな点で結合することができます。 その機能は、チェーンを互いにしっかりと接続することです。 一般に、架橋剤の存在下で形成されたプラスチックは、熱硬化性プラスチックまたは樹脂として知られているものを生じさせます.
光開始剤: これは、モノマー間の反応を促進する役割を果たします またはこれらの架橋剤。これらは、特定の波長の光の存在下でカチオンまたはフリーラジカルを生成できる有機分子であり、一般的には色素またはフルオロフォアであり、ラジカルまたはカチオン重合反応を開始します。
一般に青色 (405 nm) または紫色 (365 nm ~ 385 nm) の光を使用して、光開始剤を活性化し、樹脂を凝固させます。これは、可視スペクトルで最もエネルギーの高いバンドです。これを行うには、作品の一部となる領域のみを各レイヤーで照らします。
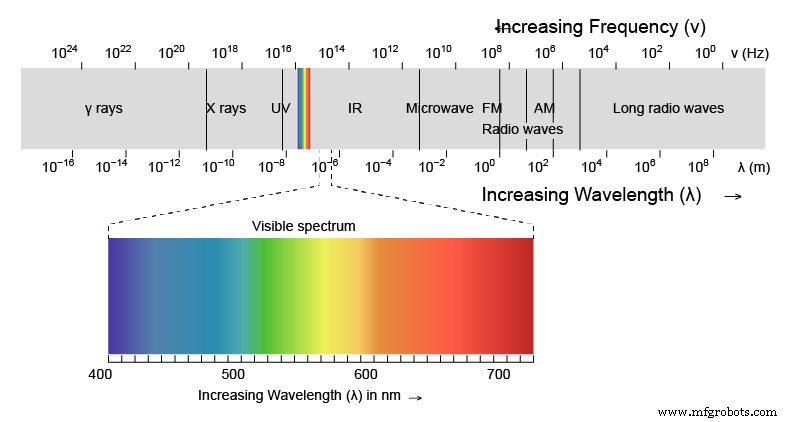
画像 1:可視光スペクトル。出典:Wikipedia.com
The 3D resin printing technologies are determined by the type of light source and the method of selective lighting used. Currently there are three common technologies:SLA, DLP and LED-LCD.
3D SLA printing
3D SLA or stereolithography printing is the oldest commercial 3D printing technology. It was developed during the first half of the 1980s and was patented in 1986 by 3D Systems founder Chuck Hull, just three years before Stratasys founder Scott Crump patented FDM technology.
In 3D SLA printing, the resin is cured using a laser beam between 150 and 300 µm in diameter. The laser sweeps the surface of each layer using a moving mirror system called a galvanometer. The main advantage of this technology is the high precision it can achieve , especially in the central area of the construction platform, which is only surpassed by SLS technology.
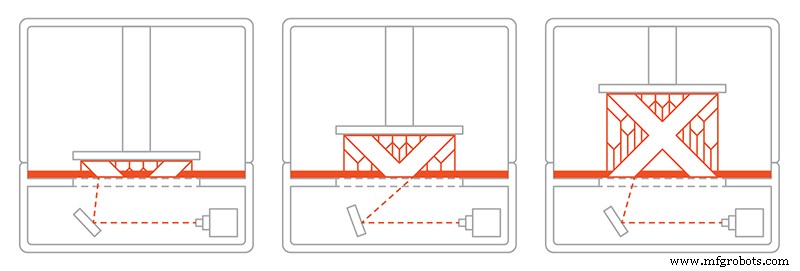
Image 2:SLA printing process. Source 3Dhubs.com
Another of its advantages, derived in part from this high precision, is that it achieves a superior surface finish to that obtained in DLP and LED-LCDs as it does not present the staircase effect that can be seen in the latter.

Image 3:Surface finish in 3D SLA and DLP printing. Source:Formlabs.com
However, not everything is an advantage, as this is the slowest resin printing technology. For each layer it is necessary to sweep the entire surface of the part with the laser, which is a slow process, which increases the more parts we position in the construction space. In addition, it is necessary to keep the sweeping speeds within a specific range, as very high speeds would result in a loss of precision, the main strength of this technology.
Video 1:How SLA printing works Source:Formlabs.com
This is the technology used by the renowned Formlabs printers , the benchmark brand for resin printing. Printers such as Form 3 or Form 3B use this technology in conjunction with high precision galvanometers to offer the highest quality standards in critical sectors such as high jewellery, dentistry or medicine.
 Image 4:Form 3B printer. Font:Formlabs.com
Image 4:Form 3B printer. Font:Formlabs.com
3D DLP printing
DLP 3D printing technology was developed with the aim of reducing 3D resin printing times . Instead of sweeping the surface of the part with a laser, the entire layer is projected simultaneously using a light source, a device consisting of a moving micro-mirror array known as a DMD (Digital Micromirror Device) and a set of lenses responsible for projecting the image onto the resin.
Video 2:How a DMD works. Source:TI.com
This technology was a revolution , since each layer is formed in a few seconds and the printing time is independent of the number of pieces placed on the base, only of the height of these.
Its main disadvantage is that the printing resolution is determined by the density of micro-mirrors that form the DMD and the projected surface. For the same DMD system, a larger printing surface will always result in a proportional decrease in resolution, which is not the case with SLA systems, where the resolution is determined by the diameter of the laser beam and is independent of the printing surface.
In addition, the use of projection lenses can cause distortions in areas far from the centre , which are greater the larger the construction size. It is possible to correct these distortions by using more complex optical systems, however, they often make the device very expensive and therefore not very popular.
The surface quality of the pieces is usually slightly lower than those produced by SLA, and in many cases the staircase effect appears.
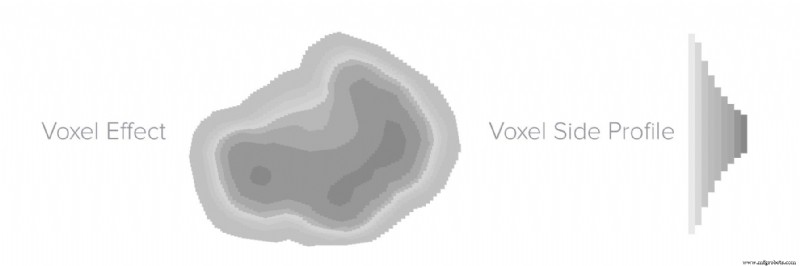
Image 5:Staircase effect derived from the use of square voxels in DLP Source:theorthocosmos.com
Although printing times were critically shortened, this technology did not displace SLA technology. Today, it is a technology that has fallen into disuse, displaced mainly by the appearance of LED-LCD technology.
3D LED-LCD or MSLA printing
It is the latest technology to reach the market and has experienced significant growth in recent years. It was developed as an evolution of DLP technology , and today has virtually replaced it.
Operation is similar to DLP technology, however, instead of reflecting light using a digital micromirror device (DMD), it uses an LCD device in which each pixel acts as a small window that blocks or lets light through.
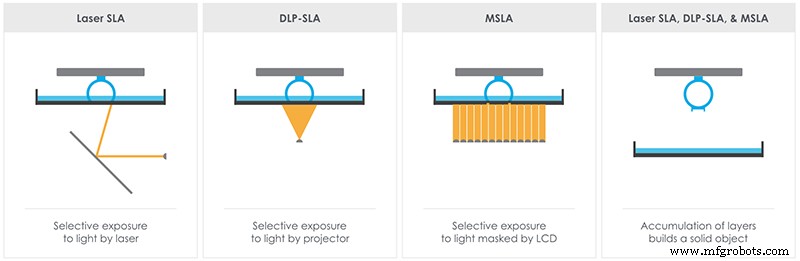
Image 6:SLA vs DLP vs MSLA. Source:theorthocosmos.com
LCD devices are the same as those used in mobile screens or TV or computer panels, so the cost is much lower than that of DMD devices. In addition, they are available in sizes from 3" to 80", so the projection is direct and perpendicular to the base over the entire surface. This avoids the use of expensive and complex projection lens systems and the distortions they cause in DLP produced parts.
Among its main advantages are its high printing speed and low cost . In addition, it outperforms DLP technology in two key ways. As noted above, perpendicular projection prevents distortion from the oblique projection provided by lenses in DLP systems. Secondly, LCD devices not only block or allow light to pass through, but can also filter it by varying the light intensity independently at each pixel. This makes it possible to use anti-aliasing processes that reduce the staircase effect and allow for surface qualities very close to those obtained by SLA
.
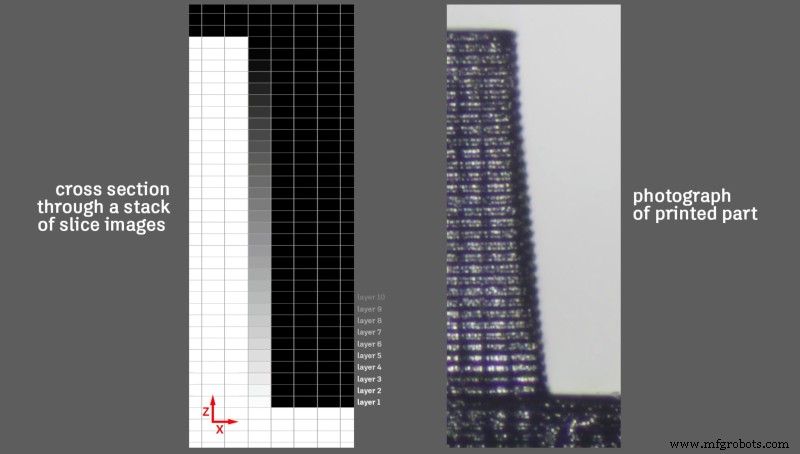
Image 7:Sub-pixel or anti-aliasing sampling to avoid staircase effect Source:hackaday.com
All of this has meant that its growth in recent years has not only displaced DLP technology but is beginning to replace SLA technology in industries such as dentistry, where SLA technology is a standard.
One of the main drawbacks is the high level of heating produced by the LED matrixes used , which means that effective cooling systems must be implemented to prevent the resin from heating up in long prints.
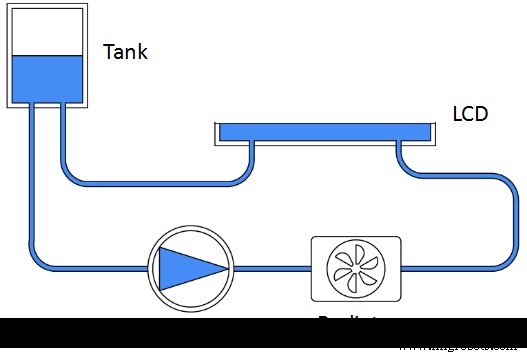
Image 8:Liquid cooling system of a Uniz printer. Source:Uniz.com
It is the technology present in all low-cost resin 3D printers and also the latest professional models such as the Uniz Slash.

Image 9:Uniz Slash Plus printer. Source:Uniz.com
Which technology to choose
Today the dilemma could be reduced to two technologies:SLA or LED-LCD.
Despite the growth of LED-LCD technology, SLA technology is still the majority in professional environments. There are two reasons for this, firstly the high quality and accuracy achieved by SLA with printers such as Formlabs is difficult to match. On the other hand, new technologies need a transition period to make room in companies due to the need to amortise current equipment and the distrust of new systems with low implementation in their sector.
However, the new professional LED-LCD printers, such as the Uniz, can provide an important competitive advantage by allowing small series to be produced with a quality similar to SLA and in a fraction of the time. For example, in the production of models for lost-wax moulding, which is widely used in some branches of the jewellery industry and which can lead to significant savings, not only in time and resources, but also in costs.
The decision between one or the other must be based on the user's needs between precision and production capacity. In many cases they should be thought of not as rival technologies, but as complementary, having a team dedicated to the production of small series and another for more delicate and precise works.
3Dプリント