


3D プリント用の高度なレジン
主な障壁の 1 つ その 3D 樹脂印刷 産業レベルで実装されたとき、利用可能な材料の種類が限られていました。当初、入手可能な唯一の材料は、一般に低分子量のアクリレート オリゴマーに基づく樹脂でした。この樹脂は、壊れやすく、機械的および熱的特性が劣っていることが際立っていました。 このため、3D 樹脂印刷は、FDM や SLS などの熱可塑性ベースの 3D 印刷技術を支持して、機能部品や試作品の製造において常にバックグラウンドに追いやられてきました。
しかし、近年、これは劇的に変化しています。 高度な特性を持ち、特定の専門用途向けに特別に開発された新しいテクニカル レジンの出現 この技術は、多くの分野で注目を集めています。 新しい樹脂ベースの 3D プリント技術の出現と相まって LED-LCD など 、コストの削減と印刷速度の大幅な向上に成功しました。 これは実行可能な代替手段です
これらの工業用樹脂は、3 つのグループに分類できます 、焦点を当てている分野に応じて:
- ジュエリー用樹脂
- 歯科用レジン
- エンジニアリング樹脂
ジュエリー用レジン
歴史的に見て、ジュエリー業界は 3D レジン プリントを最初に実装しました。 これは、この技術が提供する高解像度によるものです 、高品質の仕上げで小さな 1:1 スケール モデルを作成できます。

画像 1:レジンでプリントされたジュエリー モデル。ソース:uniz.com
標準的なレジンはモデルの製造に広く使用されていますが、 、高品質のキャスタブル レジンの出現の前後を意味していました。 これらの樹脂は、か焼中に残留物をほとんど残さないという点で際立っており、鋳造で元々使用されていたワックス モデルの完全な代替品となっています。
このおかげで、金型を作成する必要なく、鋳造ツリーを直接印刷することができます。 ワックス マスターを作成するか、木を手作業で組み立てます。これにより、手作業の段階が削減されます。 プロセスを自動化します。
ビデオ 1:ワックス ツリーの伝統的な準備。ソース:greekerajewelry.com
一般に、このタイプの樹脂は、灰の残留物を除去することを意図した割合の液体ワックスを組成に含めることができます。 高品質の鋳造に適したクリーンな金型を製造します。 ワックスの割合が高いほど、か焼がきれいになります ただし、残留物が少ないと、印刷精度に影響を与える可能性があります。さらに、このタイプの樹脂は通常、膨張係数が非常に低いという特徴があります。
現在、SLA と DLP または LED-LCD の両方と互換性のある、高品質の焼成可能な樹脂の市場には多くのオプションがあります。 Formlabs の「Castable Wax」レジンは、ワックス 20% またはワックス 10% の ZWax Purple で、DLP および LED-LCD プリンターと互換性があり、低残留物、低熱膨張、高精度の組み合わせで際立っています。
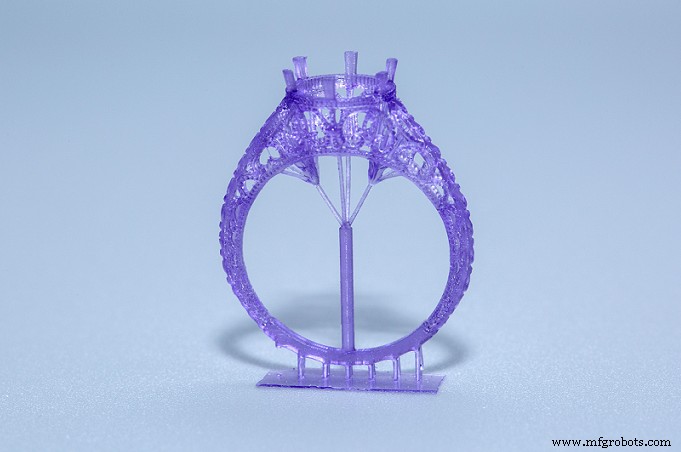
画像 2:zWax Purple で印刷されたリング。フォント:Uniz.com
デンタルレジン
ジュエリーと同様に、歯科部門は3D レジン プリンティングを最初に採用した部門の 1 つです。
歯科用レジンは一般的に4つのカテゴリに分類できます アプリケーションに応じて:
- 歯科模型用樹脂
- リテーナーとスプリント用の樹脂
- 一時的なクラウンおよびブリッジ用の樹脂
- 可燃性樹脂
歯科模型用レジン
これらは、患者に接触するように設計されていないレジンです。 これらは通常、介入を計画したり、クラウンやブリッジなどの要素をテストしたりするために、歯科または医療の専門家が作業できる患者モデルの作成に使用されます。 それらは標準的な樹脂と組成が似ており、主に高精度と解像度を実現することを目的としています。 低生産コストです。

画像 3:レジンで 3D プリントされたモデル。出典:Uniz.com
これらの樹脂では、2 つのグループを区別する特定の美的性質を持っていることも重要です。
- マット仕上げのレジン。モデルの視覚化と写真撮影を容易にし、反射の発生を可能な限り回避します。このタイプのレジンの中で、Formlabs の Dental Model レジンは際立っており、石膏に似た仕上がりになっています。
- Harzlabs の Dental Pink 樹脂など、リアルな外観を提供する樹脂
リテーナーとスプリント用の樹脂
これらの樹脂は、リテーナーとスプリントの製造を目的としています。 したがって、少なくともクラス IIa の生体適合性に加えて、優れた耐摩耗性と耐破壊性を備えている必要があります。
もう 1 つの一般的な特徴は、主に審美的な理由から、透明度が高くなる傾向があることです。
ビデオ 2:3D レジン プリンティングを使用したスプリントの製造。出典:Formlabs.com
リテーナーとスプリントの製造に加えて、優れた適合性と優れた機械的特性により、サージカル ガイドの製造にも広く使用されています。 . Formlabs などの一部のメーカーは、Dental Surgical Guide など、このアプリケーション用の特定の樹脂を含めています。 優れた柔軟性を提供する樹脂。

画像 4:SLA を使用して印刷されたサージカル ガイド。出典:Formlabs.com
Formlabs Dental LT などの SLA と、Harzlabs の Dental Clear などの DLP および LED-LCD の両方に対応するスプリントとリテーナーの製造用に開発された樹脂を見つけることができます。
一時的なクラウンおよびブリッジ用の樹脂
これらは、ブリッジ、クラウン、修復物、一時的なベニアの製造に使用される樹脂です。 .それらは生体適合性があり、元の歯と同様の仕上げを提供する必要があります。
一般的にこの仕上げを提供するために、VITA スケール内の色合いを提供するセラミックセラミック コンポーネントとステインが使用されます。
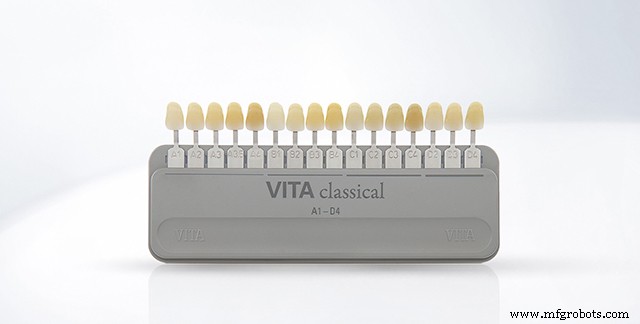
画像 5:VITA カラーチャート。出典:vita-zahnfabrik
印刷後、これらの樹脂は光硬化ベニアで研磨およびシェーディングできます。 患者様一人ひとりの理想の仕上がりを目指します。
Formlabs のテンポラリー CB レジンは 4 つの VITA シェード (A2、A3、B1、C2) で利用でき、Harzlabs のデンタル サンド レジンは A1 と A2 のシェードで利用できます。
か焼可能な樹脂
ジュエリーに使用されるものと同様の樹脂。 この場合、廃棄物をできるだけ少なくする必要性がさらに重要になります。
主に歯科用インプラントの製造用モデルの製造に使用されます キャストで。 Harzlabs Dental Cast 樹脂は際立っており、残留物は 0.1% 未満です。
エンジニアリング樹脂
工業およびエンジニアリング部門 は常に3D レジン プリントの実装に最も消極的でした。 これは主に、機械的および熱的なレベルで、樹脂が FDM で利用可能なエンジニアリング材料や SLS で使用されるポリアミドと競合できないためです。
これは今日でも当てはまりますが、近年の材料の進歩と新しいエンジニアリング樹脂の出現により、さまざまな 3D プリント技術間のギャップが縮まっています。エンジニアリング樹脂には 3 つのグループがあります:
- 機械的特性が改善された樹脂
- 熱特性が改善された樹脂
- 柔軟で弾力性のある樹脂
機械的特性が改善された樹脂
これらは、標準的な樹脂よりも低い脆弱性と高いモジュラスを提供することを目的として開発された樹脂です。 Harzlabs Basic Resin などの標準的な樹脂は 20 MPa の引張強度を提供しますが、新しいエンジニアリング樹脂 BASF の Ultracur3D RG50 などは、3 倍の最大 68 MPa の引張強度を提供します。 この引張強度は、ABS フィラメントによって提供されるものよりもさらに高く、荷重強化ナイロンなどの素材に近いものです。
高い耐摩耗性や耐衝撃性樹脂など、他の特定の特性を持つエンジニアリング樹脂も登場しています。
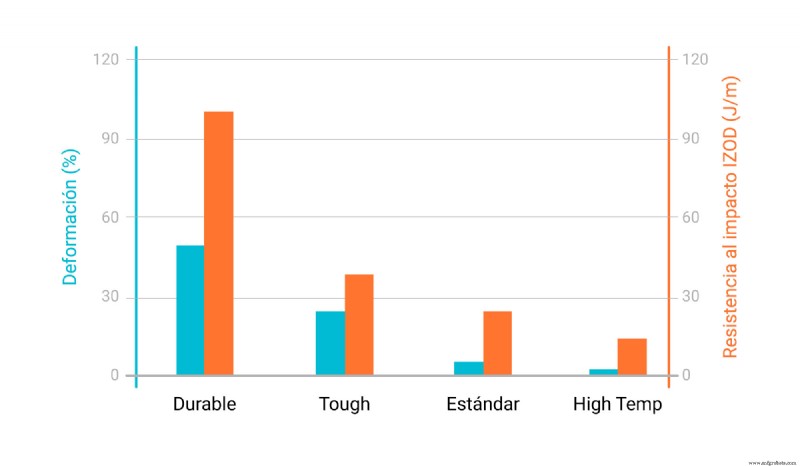
画像 6:さまざまな Formlabs レジンの耐衝撃性の比較。出典:Formlabs.com
耐衝撃性に優れた樹脂の中でも、BASF の Ultracur3D High Impact ラインは際立っています .これらの樹脂は、56% の破断変形で 50 MPa の引張強度、1700 MPa の曲げ弾性率、1.39 J/m2 の耐衝撃性を提供します。 これにより、機械部品や機能プロトタイプの製造に最適です。

画像 7:BASF Ultracur3D RG35 樹脂。出典:forward-am.com
熱特性が改善された樹脂
熱抵抗は常に 3D プリント樹脂の弱点の 1 つです .一般に、すべての樹脂の軟化温度は 50°C から 80°C です。
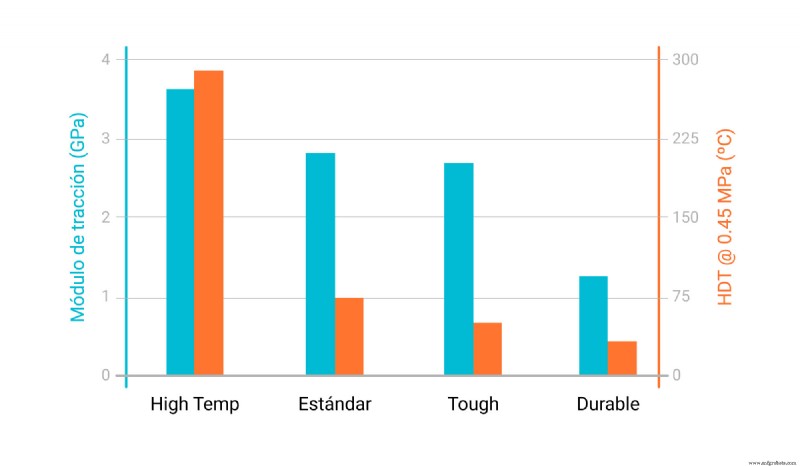
画像 8:さまざまな Formlabs レジンの熱変形温度の比較。出典:Formlabs.com
現在、高温用途に使用できるレジンはほとんどありませんが、Formlabs の High Temp レジンが最も重要です。 硬化後の耐熱温度は142℃(0.45MPa荷重)まで耐えられる樹脂です。 この樹脂の主な利点は、部品に熱処理を施すことで、耐熱性を 238 ºC まで高めることができることです 60 ºC で 1 時間、次に 160 ºC で 1 時間半加熱します。
柔軟で弾性のある樹脂
3D プリント樹脂の主なハンディキャップの 1 つは、常に高い脆さです。 、工学的に望ましくない特性。これが、近年の柔軟で弾性のある樹脂の登場が革命的である理由です。
画像 9:柔軟な 80A レジンと弾性のある 50A レジンの比較 出典:FormLabs.
現在、SLA と LED-LCD の両方に複数のオプションがあります。 SLA では、柔軟な 80A 樹脂と弾性のある 50A 樹脂が際立っています。 フレキシブル 80A は、破断時の変形が 120%、ショア A 硬度が 80 の非常に柔軟な樹脂であり、エラスティック 50A は、破断時の変形が 160%、ショア A 硬度が 50 の優れた弾性を持つ樹脂です。
ただし、このタイプの材料における最も重要な飛躍の 1 つは、BASF の柔軟で弾性のある樹脂の新しいラインです。 これらはウレタン アクリレート オリゴマーに基づく樹脂です。 現在入手可能な樹脂の中で最高の柔軟性と弾力性を提供します。 たとえば、BASF Ultracur3D FL300 は、わずか 37 ショア A 硬度で、最大 306% の破断変形を提供します。

画像 10:BASF Ultracur3D FL60 樹脂。出典:forward-am.com
近年、3D 樹脂印刷用の材料の範囲は指数関数的に拡大しており、FDM 用の熱可塑性樹脂が提供する特性と一致し、場合によってはそれを超える特性を持つ新しい材料が含まれています。 これは、3D 樹脂印刷が FDM によって得られるものよりも優れた等方性を提供するという事実と相まって、多くの産業およびエンジニアリング アプリケーションで実行可能なオプションになります。
3Dプリント