


フィラメント スプールの位置が正しくないことによる問題
スプールの位置とエクストルーダーへの経路は、失敗の原因となる可能性があるものの、あまり考慮されていません。 エクストルーダーの作業を容易にするために、フィラメントの牽引に対する抵抗を最小限に抑える必要があります .抵抗が高いほど、エクストルーダー モーターの動作が難しくなり、より多くの熱が発生し、ピッチ ロスが発生する可能性が高くなります。 さらに、ホイールとフィラメントとの摩擦が増加し、摩耗や汚れが増加し、フィラメントに噛み付く可能性があります。
最適なコイル位置
最適なコイルの位置は、エクストルーダーへの最短かつ真っ直ぐな経路を保証する位置です。 さらに、次の点を考慮する必要があります:
- PTFE チューブ: スプールとエクストルーダーの間の距離が長い場合 (通常は 15 ~ 20 cm 以上)、または直接システムでエクストルーダーにスプールを直接配置できない場合は、フィラメントをガイドするために PTFE チューブを使用する必要があります。 /li>
- フィラメントをスプールから押出機に導くために PTFE チューブを使用する場合は、フィラメントの直径よりもわずかに大きい内部断面を持つチューブを使用する必要があります。 チューブの直径がきついと、摩擦が大きくなり、モーターへのストレスが増加します。
- PTFE チューブを使用してフィラメントをエクストルーダーからホットエンド (Bowden システム) に導く場合、可能な限り均一な圧力を実現するために内径を調整する必要があります。 このような場合、摩擦係数が可能な限り低い高品質の PTFE チューブを使用することをお勧めします。
どちらの場合も、移動距離はできるだけ短く (ボーデン システムの場合は最大 80 cm)、曲率半径をできるだけ大きくする必要があります。さらに、PTFE チューブの一方の端をエクストルーダーに直接挿入し、もう一方の端をスプールに接して、フィラメントの巻き戻し領域から約 10 cm の距離に配置する必要があります。
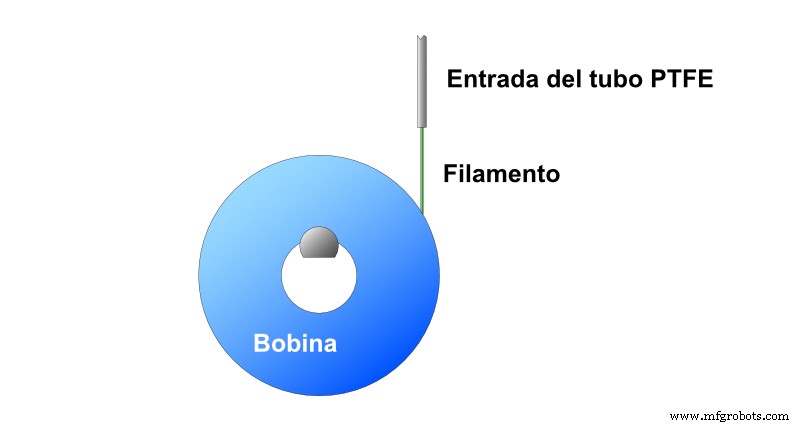
画像 1:PTFE チューブ入口の正しい位置。ソース Filament2print
- スプールホルダー :スプールホルダーはできるだけ摩擦が少ない方が良いと思われるかもしれませんが、そうではありません。ボビンホルダーが過度の摩擦を加えてはならないのは事実ですが、ボビンが自由に回転できるようにするべきでもありません。 If the spool rotates too much, it will cause a loss of tension in the last few turns of filament, increasing the risk of overlapping as tension is regained.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments.出典:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
3Dプリント