


3D プリントの一般的な問題と解決策

3Dプリンター(FFF / FDM)の使用では、ユーザーが必要とするモデルを印刷するときに、問題や予期しないイベント(特に非専門の3Dプリンター)が発生する可能性があります.これにより、3D プリンターのユーザーが決して望んでいない不便、遅延、およびその他の不便が生じます。次に、この記事では、これらの典型的な問題を解決する方法に関する一連のアドバイスを提供します。
印刷開始時のフィラメントの不在
印刷を開始すると、フィラメントがまったく放出されない場合があります。これは次のことが原因である可能性があります:
ノズルに非常に近いベースの高さ
これは、ベースのレベリングを行うことで解決されます。
エクストルーダーの過熱
印刷開始時の待機により、ホットエンドの最後にある素材が重力自体の影響でベースに堆積し、印刷時に素材が欠落する場合があります。
エクストルーダーのテンション調整が悪い
テンショナーが非常に緩い場合、フィラメントがエクストルーダーを通って移動しない可能性があります。ただし、テンショナーが非常にきつい場合、フィラメントに傷が付き、表面品質が低下します。
押出機の詰まり
この問題は、3D プリンターで起こりうる最悪の事態の 1 つです。これが発生した場合、最初のステップは、最後に使用した材料を参照して約 10~20 ℃ の温度を過熱し、クリーニング フィラメント(スマート クリーン クリーニング フィラメント) を導入して、きれいで連続的になるまで行います。
ピース(スカート)の周りの輪郭線のオプションを有効にして、印刷を開始する前にエクストルーダーからの材料の出力を確認することをお勧めします。
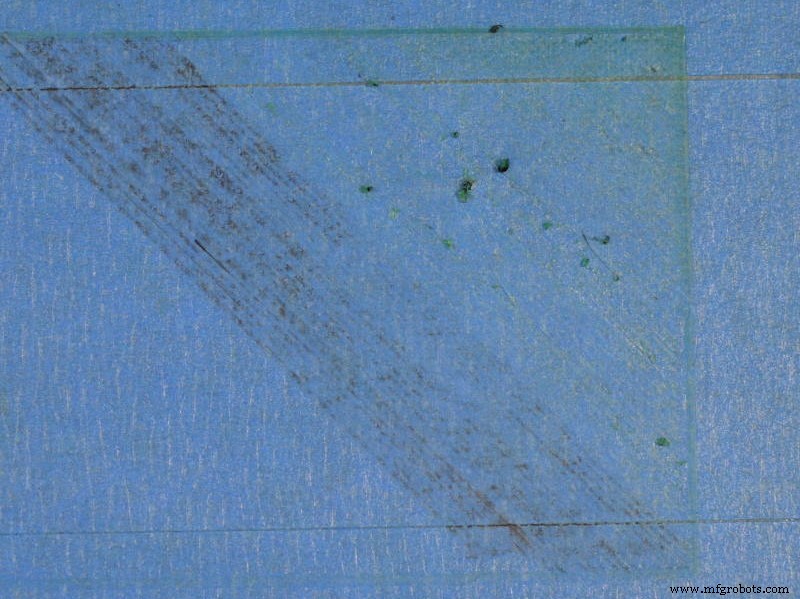
画像 1:印刷開始時のフィラメントの欠落。出典:Simplify3D.
最初のレイヤーの問題
印刷開始時のフィラメント切れの問題を解決したため、最初の印刷層がベースに付着しない場合があります。これは次のことが原因である可能性があります:
エクストルーダーとベースの間の高さが高すぎる
この問題は、3D プリンターが最初のレイヤーを作成しているときに、この距離を視覚的に確認することによって観察されます。
不十分な基礎温度
特定の種類のフィラメントでは、ABS など、環境よりも高い温度のベースが必要です。このパラメータが満たされていない場合、必ずこの問題が発生します。温度とは別に、ベースに接着剤が必要な素材があります (DimaFix または Magigoo)。これらの接着剤を塗布する前に、ベースをよく洗浄することをお勧めします。
過度の印刷速度
ほとんどの 3D プリンターでは、1 層目の速度を 25 mm/s にすることをお勧めします。この速度を大幅に超えると、最初のレイヤーがベースに付着しないリスクが非常に高くなります。
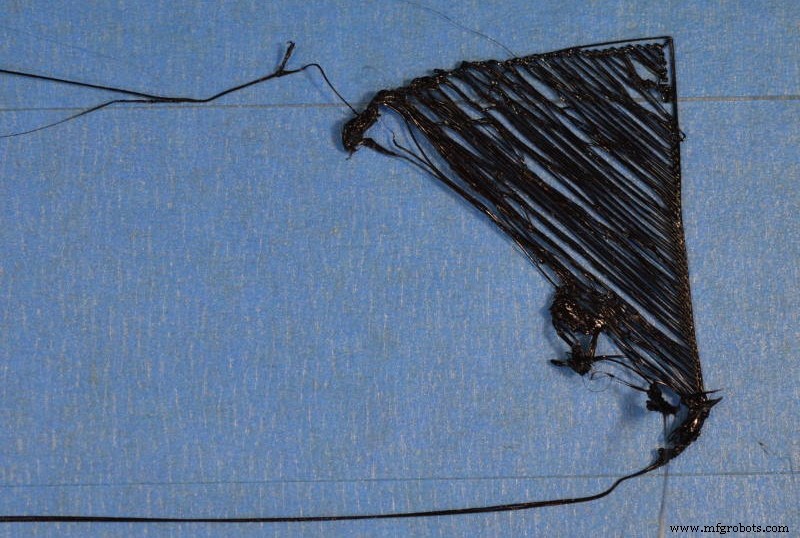
画像 2:最初のレイヤーの問題。出典:Simplify3D
ピースを囲むスレッド
3D プリントでは、作品を取り囲んでいる、または同時に作成されている作品の間に材料の糸が見られるのが一般的です。このエラーは通常、エクストルーダーのリトラクトに関連するパラメーターが原因です:
後退距離が不十分
このエラーは、エクストルーダー エンジンと Hotend の間の距離が長い「bowden」システムで非常に一般的です。この距離は材料の種類によって異なります。8 mm が適切な測定値であり、問題が解決しない場合は増加します。
後退速度
このパラメータでは、ピースのサイズとピース間の距離を考慮する必要があります。パーツまたは距離が小さい場合、エクストルーダー モーターにフィラメントのリコイル パスを作成する時間を与えるために、より多くの速度が必要です。速度が速すぎると、HotEnd の内部に気泡が発生し、エクストルーダーのプーリーがフィラメントに多くの跡を付けます。
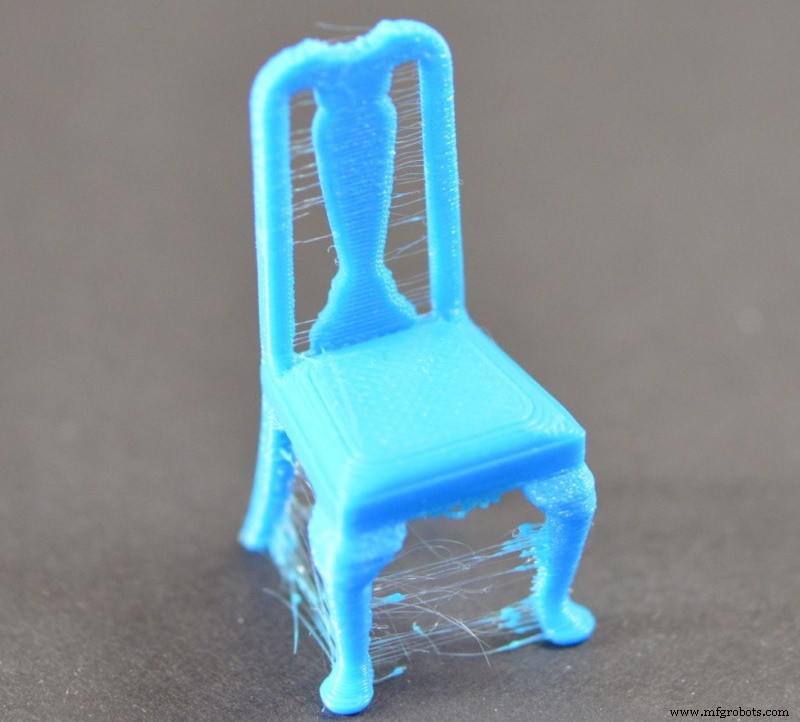
画像 3:作品を囲む糸。出典:Simplify3D
印刷部分の黒い点 (焦げ)
この印刷エラーが見える場合は、ノズルの外側にフィラメントが残っていたことが原因です。これらの堆積物は、温度と押出機の動きによって粘性になり、印刷中の作品に到達するまで移動します。これらの付着は通常、印刷の開始時に発生し、押出機が z 軸の「ホーム」で実行された時点で、ノズルからぶら下がったままになり、ノズルの外側に配置されます。この問題を回避するには、印刷の開始時に、これが発生していないことを確認する必要があります。発生した場合は、ピンセットでノズルからフィラメントを取り外してください。
ピース半分完成
この問題は、作品の印刷時に発生する遅延が原因で発生する最悪の問題の 1 つであり、簡単に修正できる理由で発生するためです。印象採得を開始する前に、フィラメントの重量を量り、使用可能なフィラメントの量が十分であることを確認します。利用可能なフィラメントの長さを概算するための実用的なヒント (小さいまたは中程度のピース) は、巻かれたフィラメントの直径を測定し、その周長を計算して、コイルの巻き数を掛けることです。別の理由として、フィラメントのオーバーラップが発生し、材料がエクストルーダー モーターのプーリーに入るのを妨げている可能性があります。最後に、エクストルーダー プーリーのテンショナーが十分に締め付けられていない場合、フィラメントはそれを通って前進せず、ノズルからの材料の排出が停止します。
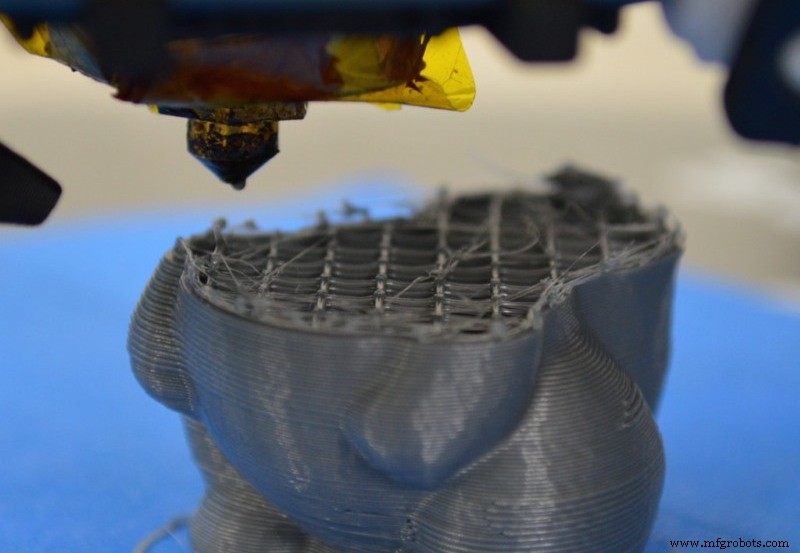
画像 4:半製品。出典:Simplify3D
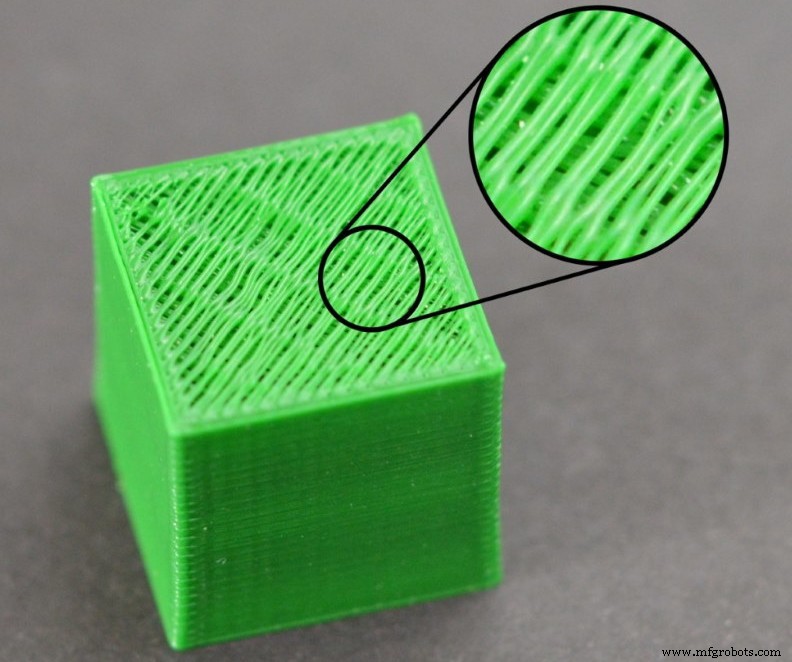
レイヤー間の分離
3D FDM 印刷は、目的の形状が得られるまでオブジェクトをレイヤーごとに構築することによって機能します。隣接するレイヤーが正しく結合されていない場合、レイヤーを結合することで最終ピースが壊れる可能性があります。この問題は、次の 2 つの理由で発生する可能性があります:
層の高さが高すぎる
部品の 3D プリント中に、製造中の各層が下層を十分に押し付けて、2 つの層が抵抗力のある方法で接合されるようにする必要があります。原則として、層の高さはノズル出口の直径の 80 % を超えることはできません。たとえば、0.4 mm のノズルを使用する場合、層の高さは 0.32 mm を超えてはなりません。印刷中にレイヤー間の分離が検出された場合は、レイヤーの高さを減らすことをお勧めします。
押出温度が低すぎる
層の高さが正しいことが確認されても、層の間の分離が続く場合、問題は押出温度にあります。フィラメントが到達する温度が十分に高くないと、下層との接着が悪く、ピースが壊れやすくなります。たとえば、PLA は 180 °C で印刷できますが、ユーザーが高速 (60 mm/s) でパーツを作成する場合、押出温度は層が強く接着するには不十分であるため、温度を 180 °C の間隔で上げる必要があります。層間の良好な接続が達成されるまで 10 °C。
画像 5:レイヤー間の分離。出典:Simplify3D
外側の層と詰め物の間の材料の欠如 (重なり)
この症状は簡単に判断できます。決意を持って作品を数秒間観察し、外側の層と詰め物の間の分離を確認するだけでよいからです。これを解決するには、通常 15 % である「オーバーラップ」の割合を増やす必要があります。この問題がある場合は、20 % または 25 % に増やしてください。
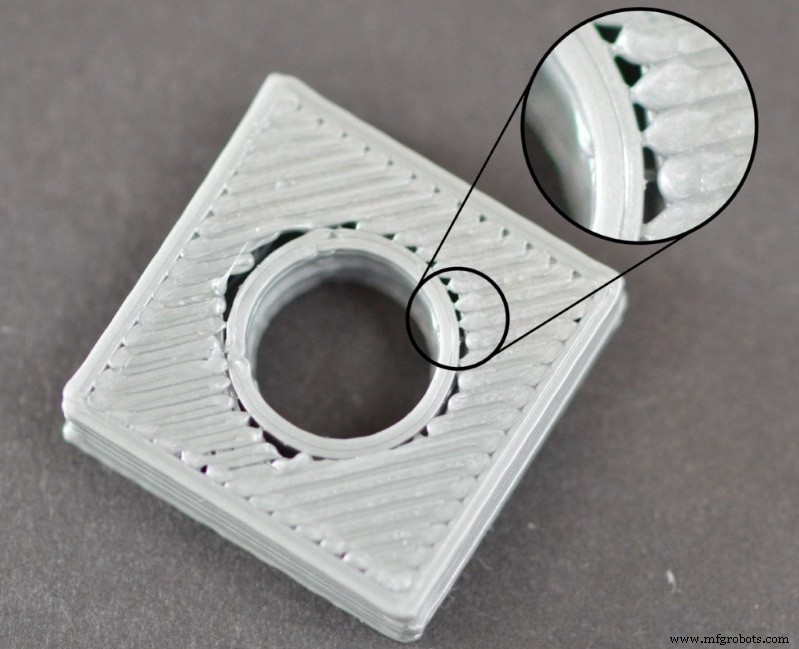
画像 6:オーバーラップ。出典:Simplify3D
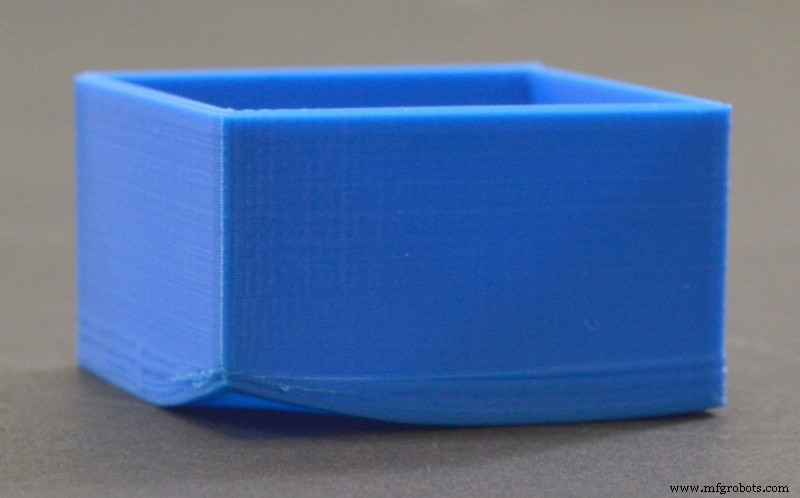
ワープ
ベースと接触しているピースの層を座屈させることを「反り」 と呼びます。この座屈は、押し出し温度が高く、冷却すると変形する傾向がある ABS などの材料で一般的です。この問題を回避するために、私たちは通常次の手段に頼っています:
ホット プリント ベース
現在、ほとんどの 3D FDM プリンターには、印刷用のホット ベースがあります。 ABS などの温度変化に敏感な材料の場合、100 ~ 120 ºC の基本温度を使用することが、寸法安定性を維持するための鍵となります。
同封
ユーザーが中型または大型サイズのABSで部品を作成したい場合、ホットベースを使用するだけでは反りを防ぐのに十分ではありません.この場合、3D プリンターは密閉されている必要があり、大量のパーツを作成する必要がある場合は、加熱環境が推奨されます。
画像 7:反り。出典:Simplify3D
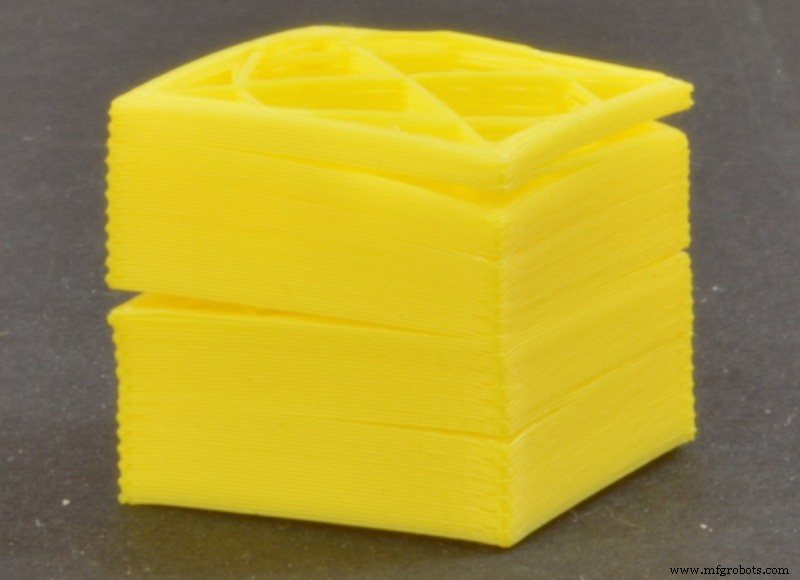
最後のレイヤーのパス間のギャップ
上層の仕上げ不良が見られる場合は、素材の不足感を伝える側面があり、穴が大きすぎて覆いにくい、内部の詰め物がやや密である可能性があります。これを生成するもう 1 つの要因は、表面を完全に覆うには充填後の層数が不十分であることです。このエラーは、フィラメントの流れが不十分な場合にも発生する可能性があり、特に連続パスが大きい大きなピースでは顕著です。低流量の問題があるかどうかを確認するには、外部測定値のチェックを行います。測定値が小さい場合は、部品が設計値になるまで流量を 5 % から 5 % に増やす必要があります。
画像 8:最後のレイヤーのパス間のギャップ。出典:Simplify3D
結論
上記のすべての説明により、3D FDM プリンターのユーザーは、3D プリントの日常で発生する可能性のある問題のほとんどを解決する方法を知っているはずです。
3Dプリント
- 最も一般的な3D印刷ワークフローのボトルネック–およびそれらを修正する方法
- 金属3D印刷が直面する5つの一般的な問題–そしてそれらをどのように修正できるか
- 高速で信頼性の高い:COVID-19パンデミックの真っ只中のMedTechソリューション
- リアクティブメンテナンスの説明:一般的な課題と解決策
- アジャイルマニュファクチャリングと3Dプリント
- 石油およびガス会社向けの3D印刷ソリューション
- 19の最も一般的なレーザー彫刻機の問題と解決策
- 22の最も一般的なCNCルーターの問題と解決策
- 13最も一般的なCNCプラズマカッターの問題と解決策
- 9一般的な溶接の問題とその修正方法
- 最も一般的なガーバーファイルの問題と解決策