


プロセス計画の見積もりと原価計算
この記事では、明確な理解のために、プロセス計画の見積もりと原価計算、およびそれに関連するさまざまな用語について学習します。
プロセス計画の見積もりと原価計算
コスト評価
製品の製造に必要なコストを十分に理解するまで、プロセス設計は完了しません。一般的に、最低コストの設計は自由市場で成功します。したがって、コストを構成する要素を理解することが重要です。
コストの要素: 製品の構成またはコスト要素は、大きく(1)にグループ化できます。 経常費用または製造費用または運用費用および(2) 非経常費用。これらは再び直接費用として分類される場合があります 、間接費 資本コスト 経常外費用が発生します。経常費用にはすべての直接費と間接費が含まれますが、資本費は非必須費用になります。
直接費用
直接コスト 特定の製品の製造に直接起因する可能性のあるこれらの要因のコストです。これらには、材料と人件費が含まれます。 材料費 は、完成品に含まれる材料のコストであり、元の在庫から切り取られたすべての廃棄物が含まれます。 人件費 マシンごとに異なり、通常、操作に必要な時間を労働率で乗算して計算されます。したがって、人件費を把握するには、操作のセットアップと実行にかかる時間を見積もる必要があります。
間接費用
間接費 特定の製品の製造に間接的にのみ起因する可能性のあるこれらの要因のコストです。 オーバーヘッドと呼ばれることもあります または費用 。間接費は通常、稼働時間に間接費を掛けて計算されます。このような率は、ある期間(たとえば、1か月または1週間)の製造ユニットに適用される間接費の合計を、同じ期間の直接労働の合計時間数で割ることによって得られます。
資本費用
資本コスト プラント、建物または製造設備および工具などの減価償却設備、および土地などの減価償却されていない資本コストを含む、一時的なコストまたは非経常的なコストです。資本コストは、主要な機械と工具のコストを1時間ごとに、または生産された部品に分配することによって決定されます。
総費用 製品のコストは、製品の製造にかかる直接コストに、製品の製造に起因する間接コストを加えたものです。
プロセスエンジニアが製造問題の分析に役立つツールとしてコストデータを使用するために、コストはより高くなる可能性があります固定費と変動費として便利にグループ化されています。
Fixed costs include preparation costs such as of tooling setting up, etc., and also the interest and depreciation costs which are independent of the quantity of the product manufactured.
Variable costs are those costs which vary as the quantity of product made varies. This includes the direct labour and material costs, and also that part of the indirect costs which will vary as production varies. The total cost of a product can also be seen to be fixed cost plus variable cost.
Cost Structure
Cost structure : The elements of cost can be combined to give the following types of cost:
1。 Prime cost : Prime cost or direct cost is given as :
Prime cost =Direct material + Direct labour + direct expenses.
2。 Factory cost : Factory cost or works cost is given as :
Factory cost =Prime cost + Factory expenses.
3。 Manufacturing cost :This is given as :
Manufacturing cost =Factory cost + Administrative expenses.
4。 Total cost : Total cost is given as :
Total cost =Manufacturing cost + Selling and distributing expenses.
5。 Selling price : Selling price is given as :Selling price =Total cost + Profit.
STANDARD COSTS
In cost accounting actual or recorded costs or standard or predetermined costs are used. The nomenclature actual cost is misleading. Usually average labour rates are used rather then the actual ones and arbitrary allocations are made for use of capital equipment and for general and administrative costs. Also actual costs are compiled long after the job in completed. This approach is chiefly aimed at financial accountability than cost control.
Standard costs are based on the proposition that there is certain amount of material in a part and a given amount of labour goes into the part’s manufacture. In a given period of time costs tend to vary around some average cost per unit or per hour. Through the use of standard costs, guesswork is reduced and a standard that measures performance is established. Each part and assembly has a standard cost card on which is recorded the standard material, labour, and overhead costs, and the total cost.
The system of standard costs consists of two parts :(1) a base standard and (2) a current standard. The base standard is determined infrequently, e.g., once a year, and the current standard represents the later cost. The difference between the two is the cost variance.
ESTIMATING LABOUR COSTS
All direct and in direct costs excluding labour costs are determined by the accounts department of the plant. Process planners are mostly concerned with labour costs which are directly related to the process of manufacturing. However, the total time required by workers to perform an operation may be divided into following classes :
1。 Set-up time : This is the time required to set up elements to prepare for the operation. The elements include:time to study the blue print or to do any paper work, time to get tools from tool-room, time to install the tools on the machine. Set-up time is performed usually once for each lot of parts. If 20 min are required for a set-up time must be charged against each piece. The time for each or the elements is taken from standard tables usually available with the estimators.
2。 Man or handling time : This is the time the operator spends loading and unloading the work, manipulating the machine and tools, and making measurements during each of the operation.
3。 Machine time : This is the time during each cycle of the operation that the machine is working or the tools are cutting.
4。 Tear down time : This is the time required to remove the tools from the machine and to clean the tools and the machine after the last part of the lot or batch is machined. This occurs only once in a lot.
5。 Down or lost time : This is the unavoidable time lost by the operator due to breakdowns, waiting for the tools and materials.
The time to perform an operation also includes time for personal needs, time to change and re-sharpen tools, etc. which are taken to be about 20 per cent of the sum of all other times. Besides, there are inspection or checking times which vary from instrument to instrument.
Each operation on a particular type of machine tool is divided into a number of small elements. These elements can be standardized, measured and then recorded. This is mostly done under Time and Motion study 。 Standard data is also available for various times. Machining times are calculated with the help of formulae for each machining operation which takes into account the feeds, speeds, depth of cut and tool travel plus tool approach.
Machine time : All machining times can be calculated with the basic formula
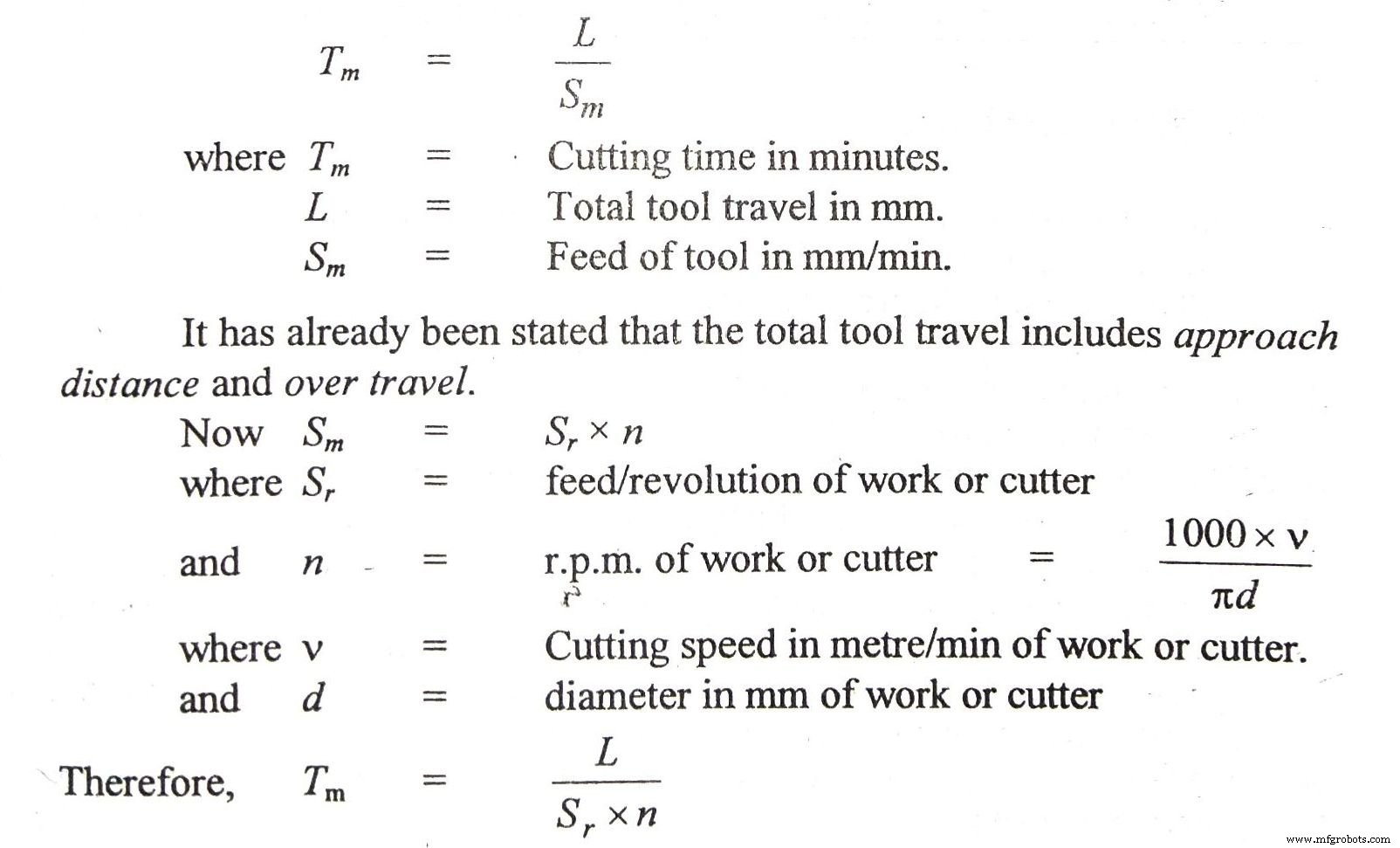
Calculation of machining time for each operation and their feed, speed and depth of cut have been given in each chapter or they may be available in hand books.
Methods of Costing
The method used to develop cost evaluation fall into three categories:methods engineering , cost by analogy , and statistical analysis of historical data 。
In the methods engineering approach, that is usually followed, the separate elements of work are identified in great detail and summed into the total cost per part. A typical, but simplified example, is the production of a simple fitting from a steel forging.
産業技術