


インベストメント鋳造とその働きとは
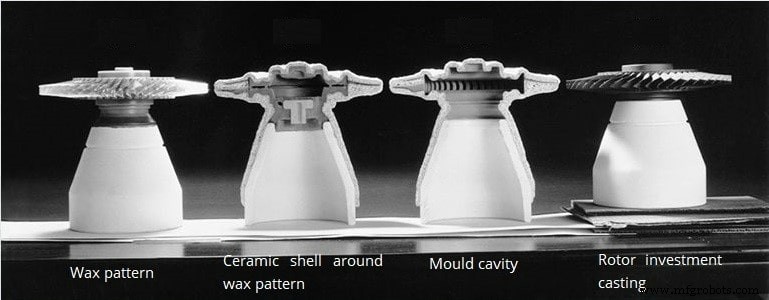
- インベストメント鋳造 は何世紀も前の金属製造プロセスの1つであり、5、000年前までさかのぼることができます。初期の形態では、蜜蝋は鋳造プロセスに必要なパターンを形成するために使用されていました。現在、パターンの作成には、より高度なワックス、耐火材料、特殊合金が一般的に使用されています。溶融金属は、ワックスパターンを含む耐火セラミック材料で形成された消耗品の型に流し込まれます。ワックスが溶け出し、溶けた金属がセラミックモールド内で固化した後、鋳物部品がハッチアウトします。そのため、インベストメント鋳造は「ロストワックス鋳造」と呼ばれることがよくあります。
- インベストメント鋳造は、プロセスが耐火材料でパターンを投資(周囲)して型を作り、溶融物質を型に鋳造するため、このように名付けられました。ほとんどの金属は、アルミニウム合金、真ちゅう、銅合金、青銅合金、鋼合金、鋳鉄、ステンレス鋼などの金属投資鋳造によって製造できます。
- 耐火金型内の空洞は、目的の部品の正確な複製です。使用される耐火材料の硬度により、ロストワックス鋳造プロセスでは通常、タービンブレードや銃器などの優れた表面仕上げを備えた複雑で高精度の部品が生成されます。コンポーネント。自動車、航空機、軍事産業向けの部品など、高温用途も一般的です。インベストメント鋳造は、機械加工の必要性を減らしたり、なくしたりすることもあります。これは、多くの場合、部品を経済的に製造できる唯一の方法です。
- 水ガラスとシリカゾルのインベストメント鋳造は、今日の2つの主要なインベストメント鋳造法です。主な違いは、表面粗さと鋳造のコストです。水ガラス法は高温水に脱ロウし、セラミック型は水ガラス石英砂でできています。シリカソル法はフラッシュファイアに脱ロウし、シリカソルジルコンサンドはセラミックモールドを作ります。シリカゾル法は、水ガラス法よりもコストがかかりますが、表面が優れています。PreciseCastは、さまざまな重量の鋳造部品をカバーする、さまざまな業界のクライアント向けのオプションとして、シリカゾルインベストメント鋳造と水ガラス鋳造の両方を提供します。
インベストメント鋳造プロセスの主なステップ
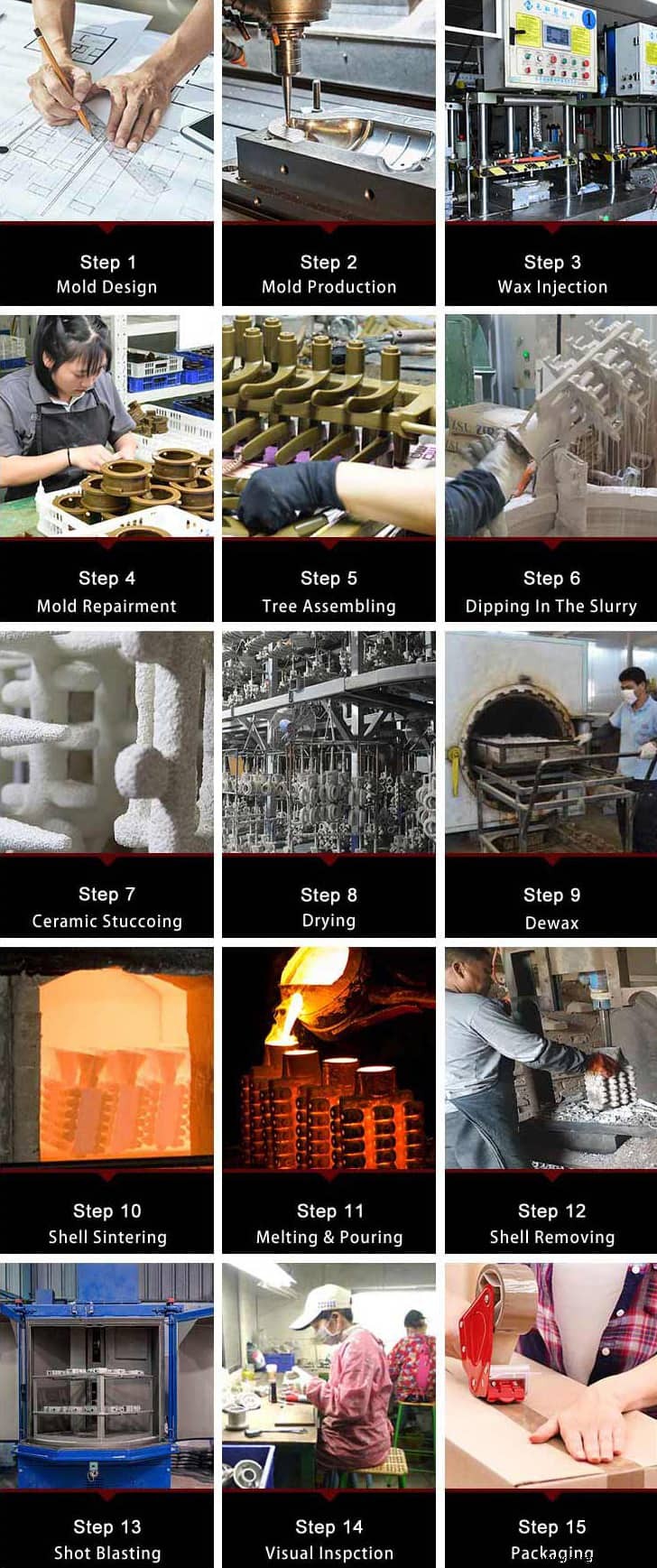
正確な鋳造でのインベストメント鋳造プロセスのステップ:
さまざまな寸法と形状のトップレベルのインベストメント鋳造品を製造できます。私たちのファウンドリでは、インベストメント鋳造プロセスは中国で最も先進的な技術で運営されています。プロセス全体で、全金属合金が利用可能であり、材料仕様に応じてインベストメント鋳造をカスタマイズできます。
インベストメント鋳造金型の設計と製造:
これは、金属インベストメント鋳造プロセスの最初のステップであり、精密製品を実現するための基礎であり、ワックスパターンを作成するための基本ステップでもあります。PreciseCastには、高精度の鋳造金型を製造し、迅速なツーリングサービスを提供する世界クラスのCNCマシニングセンターがあります。クライアントのために。
ワックスパターン製造:
完成した部品の形状を複製するパターンは、2つの主要な方法で作成されます。
ワックス注入ダイを作成する:ワックスパターンは、パターンにワックスを注入することによって取得されます。ご希望の商品と同じ寸法のモデルをお届けします。次に、より多くのワックスパターンに対して注入ジョブを繰り返します
3Dプリントされたワックスパターン
ワックスアセンブリ:
ワックスのパターンが完成した後、それらはランナーに組み立てられ、次に、浸す準備ができている完成した木に組み立てられます。
スタッコイング:
スラリーコーティングが完了した後、砂粒子がウェットツリーアセンブリの表面に滴下されます。これは、ワックスアセンブリ表面のコーティング層を厚くして強化するのに役立ちます。
脱ろう:
新しく構築されたシェル内のワックスは、シェルを蒸気脱ロウオートクレーブまたはフラッシュファイア炉に入れることによって除去されます。ワックスは溶けてゲートから流れ出し、高温で注ぎ出されます。セラミックシェルモールドを焼成してパターン材料の最後の痕跡を焼き払い、鋳造の準備としてモールドを予熱する必要があります。通常、華氏1600〜2000度の範囲であるため、インベストメント鋳造は「ロストワックス鋳造」とも呼ばれます。
鋳造または注入:
溶融金属は予熱された金型キャビティに注がれます。鋳造または注入は、インベストメント鋳造プロセス全体の重要なステップです。
冷却:
次に、金型を置いて、溶融金属を室温で冷却および固化させ、それが最終的な鋳造物になります。
シェルの取り外し:
次に、ハンマーノックアウト、振動、スチールグリットブラストなどのプロセスでシェル材料が除去されます。
鋳物のカットオフ:
完成した鋳造部品は、スプルーとランナーシステムから切り離され、研削によって鋳造本体から余分な金属を取り除きます。
仕上げ:
次に、熱処理、研削、研磨、ショットブラスト/サンドブラスト、コーティングなどのさまざまな仕上げ技術を使用して、最終的に要求される表面を実現します。
熱処理:熱処理プロセスは、鋳造ブランクの機械的特性を向上させることができます。主な熱処理プロセスは、焼ならし、焼き戻し、焼きなまし、硬化、焼き戻し、浸炭です。
ショットブラスト/サンドブラスト:スケールを取り除き、より良い表面仕上げを実現するために、インベストメント鋳造物は小さな鋼球によってショットブラストまたはサンドブラストされます。
防錆油絵と表面処理:錆を防ぐために、鋳物は防錆水または油に浸されます。塗料のスプレー、亜鉛メッキなど、他の表面処理もこのステップで実行できます。
品質検査:
検査は、インベストメント鋳造部品の品質管理にとって最も重要なステップの1つでもあります。仕上げ作業が完了すると、部品は技術的な図面と要件に従って検査されます。表面の目視および蛍光浸透剤検査が行われ、X線が表面下の欠陥の識別に適用されます。
インベストメント鋳造の主な用途
- インベストメント鋳造は、高融点の金属を鋳造するのに役立ちます。インベストメント鋳造が生産できるあらゆる種類の製品のために、それは普遍的な産業用途を持っています。
- インベストメント鋳造技術によって通常製造される部品には、タービンブレードや銃器コンポーネント(銃器レシーバー、トリガー、ハンマー)などの複雑な構造を持つ部品が含まれます。投資鋳造品は、飲料業界の機器メーカーや石油およびガス業界の国際的な圧力逃が弁メーカーでも使用されています。インベストメント鋳造部品は、航空宇宙、医療、宝飾品、自動車、航空機、および軍事産業でも広く使用されています。
- インベストメント鋳造プロセスで製造されたコンポーネントは、歯科用固定具、ギア、カム、ラチェット、ジュエリー、機械部品、およびその他の複雑な形状の部品などの製品にもなります。その結果、業界に関係なく、インベストメント鋳造部品やコンポーネントの利点をビジネスに活用できれば、それらはすべてのプロジェクトに最適な金属オプションになる可能性があると言っても過言ではありません。
インベストメント鋳造プロセスの利点
サイズの範囲:
ほとんどのインベストメント鋳造部品は小さいですが、1000ポンド以上の鋳造部品を製造することができます。この容量は少数の投資キャスターに制限されており、特別な専門的な処理方法が必要です。ほとんどの鋳造部品の場合、重量は通常オンスから20ポンドの範囲です。
多機能で複雑な形状:
- インベストメント鋳造は、部品の高精度の公差と複雑な外輪郭を実現でき、工作機械では実現できない技術的要件にも対応できます。インベストメント鋳造により、部品をネット形状またはニアネット形状の標準に到達させることができ、鋳造後の処理コストを大幅に削減できます。
- インベストメントキャスティングプロセスは、溶接および製造プロセスに代わる最良の方法です。インベストメント鋳造は、複数のコンポーネントを組み合わせて単一の鋳造で生産することを実現できます。これにより、生産の複雑さが軽減されるだけでなく、生産効率と寸法精度も向上します。
正確で滑らかな表面:
- 磨かれたアルミ型にワックスを注ぐと、滑らかな模様ができます。 125マイクロ仕上げが標準であり、さらに細かい表面が一般的です。
- セラミックシェルは、パーターンに基づいて構築されています。砂型鋳造の2つのハーフモールドとは異なり、インベストメント鋳造には1つのモールドのパーティングラインがありません。表面の傷の基準は、その機能に基づいてお客様と話し合った後に合意されます。
寸法精度:
- 一般に、インベストメント鋳造の最初の1インチの標準公差は+/- 0.010インチで、その後の各インチの公差は+/-0.004です。
- 図面設計ステップでは、図面設計を行わない同じ部品と比較して、鋳造品の後続の機械加工要件を減らすか、省略できる場合があります。
- 鋳造、機械加工部品、製造部品のいずれであっても、部品の製造コストは寸法精度の要件に正比例します。部品設計の厳密な見直しにより、部品の公差、アンダーカット、止まり穴などが変更され、出力の増加とワークピースのコストの削減を目的としています。鋳造公差の精度が高いほど、インベストメント鋳造に必要な後続の機械加工は、他の従来の鋳造または製造コンポーネントよりも少なくなります。
品質と完全性:
このプロセスで非常に重要な特性は、鋳造の完全性です。インベストメント鋳造には、ガスタービンエンジン、石油、化学、防衛、医療などの要求の厳しいセクターにサービスを提供してきた長い歴史があります。
インベストメント鋳造を使用する際の注意事項
処理コスト:
少量の要件の場合、インベストメント鋳造は、工具を使用する場合、他の製造プロセスよりも費用がかかる可能性があります。その状態では、SLAまたは3D印刷は、費用効果の高い代替手段となる可能性があります(数量が1つであっても)。
インベストメント鋳造が最大の価値をもたらすかどうかに関しては、初期成形コストも重要な要素です。インベストメント鋳造金型は通常、複雑な形状の部品を作るために一緒に取り付けられた複数の部品で構成されています。
この初期の成形コストは重要ではありませんが、その後の機械加工や製造の欠如によって相殺することができます。
サイズの制限:
インベストメント鋳造は、さまざまなサイズのさまざまな部品を作成でき、砂型鋳造などの他の鋳造プロセスと比較して制限が少なくなります。
時間:
他のプロセスと比較すると、多段階のインベストメント鋳造プロセスには時間がかかりますが、その後のCNC機械加工操作は他のプロセスよりも少なくて済みます。
当社の機器
| 機器名 | 数量 | 平均サービス時間 |
| ワックス射出成形機 | 30セット | 4年 |
| 振動研磨機 | 12セット | 3年 |
| ウォーターウェルダー | 3セット | 3年 |
| 溶接機 | 15セット | 4年 |
| ブローチ盤 | 2セット | 5年 |
| 熱処理炉 | 2セット | 5年 |
| 研磨およびバフ研磨スタンド | 50セット | 4年 |
| サンドブラストマシン | 15セット | 8年 |
| 焼結炉 | 9セット | 8年 |
| 洗濯機 | 10セット | 8年 |
| スイスタイプのCNC自動旋盤 | 20セット | 4年 |
| CNC旋盤 | 30セット | 5年 |
| CNCマシンセンター | 25セット | 4年 |
| タッピングおよびドリルユニット | 80セット | 6年 |







独自のラピッドプロトタイピングインベストメント鋳造のニーズをすべて満たすことができるため、PreciseCastでより良いサービスを利用できます。ラピッドプロトタイピングと生産サービスを常に一貫して提供し、お客様の設計アイデアを実現するために最善を尽くします。プロトタイプのインベストメント鋳造に特定の要件がある場合は、見積もりをリクエストして詳細を確認してください。
産業技術