


ホワイトペーパー:コストを削減し、一貫性を向上させるためのクリープフィード粉砕の力を理解する
クリープフィード研削の主な利点の1つは、迅速な材料除去と、研削が困難な材料上に精密な研削面を生成する機能の組み合わせです。通常、クリープフィード研削では、表面研削に比べて変形していない切りくずの厚さが薄くなり、それによってワークピースの表面仕上げが改善され、ホイールの摩耗が減少します。ただし、この利点にはいくつかの欠点があります。クリープフィード研削アプリケーションは、より多くの力を引き出し、より大きな力を与える傾向があります。したがって、従来の平面研削アプリケーションよりも高出力のスピンドルと、より堅牢に設計された機械と固定具が必要です。
新しいクリープフィード研削アプリケーションを開発する場合、研削力を考慮に入れることは、適切な固定具の設計、型締圧力、および部品のサポートを確保するのに役立ちます。また、ホイールの仕様やプロセス条件にも影響します。この記事では、クリープフィード研削で計算できる基本的な力のいくつかに焦点を当て、アプリケーションの例で締めくくります。
クリープフィード研削の力
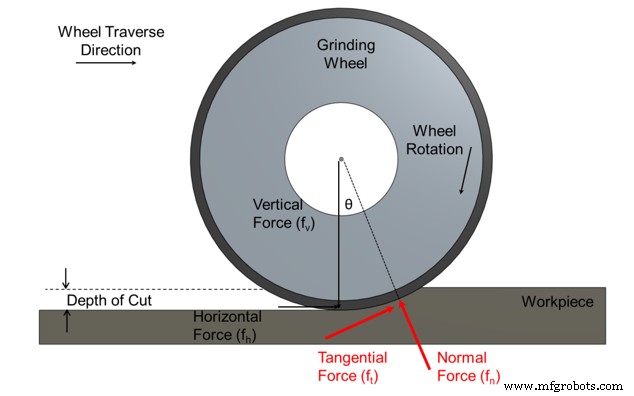
図1に示すように、単純な2Dクリープフィードグラインドについて考えてみます。 。このアプリケーションでは、ホイールに作用する2つの主要な力があります。接線力と法線力です。法線力(fn)は、ホイールとワークピースの接触領域に垂直に加えられる力であり、接線力(ft)は、ホイールとワークピースの接触領域に平行に加えられる力です。研削力の大きさと方向は、固定、ワークピースのクランプ、およびシステムの剛性に関する設計要件を左右します。これらの力の方向は、研削プロセス中にホイールとワークピースの間の接点が変化し、たとえば5軸研削操作で研削力の方向が変化する可能性があるプロセスにとって特に重要な考慮事項です。
接線力は、与えられた摩擦力と切削力の下でワークピースと噛み合っている間、ホイール速度を維持するために必要な力です。これは、研磨切削力(つまり、材料を除去するために必要な力)と、粒子、削りくず、およびホイールボンド材料間の摩擦力の合計です。接線力は、クーラントの潤滑性、砥石の鋭さ、砥粒密度、ワークピースの材料特性、および砥石プロファイルの影響を受けます。
接線力(F t )を計算することができます )2つの方法でクリープフィード研削でホイールに作用します。 1つ目は、次のように、研削スピンドルの出力とホイール速度から直接取得したものです。

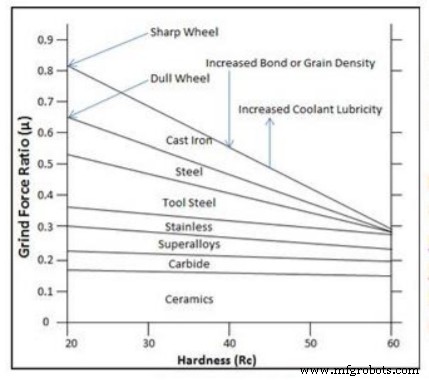
電力がHpの場合、F t lb fにあります 、V s はホイール速度(sfpm)で、33000(lb * ft / min / hp)は変換係数です。接触点では、ホイールにかかる法線力と接線力は等しく、ワークピースに作用する力と反対であるため、これらの方程式を使用してワークピースにかかる力を計算することもできます。接線力がわかれば、研削摩擦係数の比で法線力を推定できます。 図2のグラフ は、いくつかの材料の硬度の関数としての研削摩擦係数を示しています。高強度超合金および鋼の大部分は、0.25〜0.40の研削摩擦係数を持っています。
μとFt がわかっている場合、法線力は次の式で推定できます。 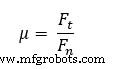
接線力を測定する2番目の方法は、ダイナモメーターを使用して、研削中の垂直方向と水平方向の力を測定することです。次に、法線力のベクトル角度を知る(θ-図1 を参照) )、法線力と接線力は次の方程式から計算できます。
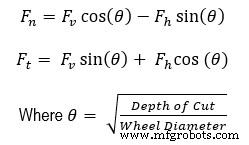
クリープフィード研削の法線力と接線力は、それぞれ垂直力と水平力と同じではないことに注意することが重要です。これは実験室タイプの環境では役立ちますが、生産研削では実用的ではないことが多いため、f nを計算するための代替方法です。 およびft より頻繁に使用される可能性があります。
測定力
F tを正確に計算するため 、研削スピンドルパワーがわかっている必要があります。パワーモニターを使用して、スピンドルドライブシステムに直接接続することを強くお勧めします。そうすることで、グラインドパワーがクーラントポンプや他の機械軸の動きなどの外部ソースの影響を受けないようにします。ノートンは、カスタマイズされたLabVIEWソフトウェアと組み合わせたいくつかの最先端の電力監視システムを利用して、研削中にリアルタイムでスピンドル電力を監視します。システムの例を図3に示します。 。
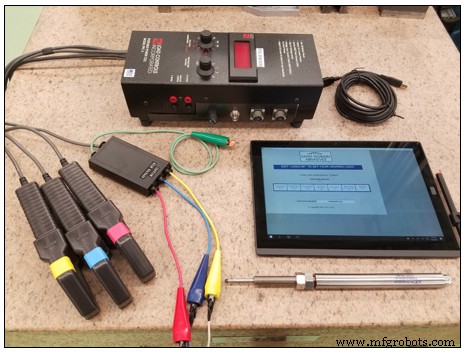
このシステムは、スピンドルドライブからの電流と電圧の入力を利用して、粉砕力をリアルタイムで計算およびプロットします。このグラフから、アイドル、ピーク、および平均の研削力とプロセス時間のすべてを測定して使用し、接線力と垂直力、およびプロセスの特定の切削エネルギーや研削エネルギーなどの情報を決定できます。これらの値を利用して、プロセスの時間依存の動作をよりよく理解し、研削アプリケーションでの主要な微視的相互作用を強調することができます。
このホワイトペーパー全体を読み続けるには、こちらからPDFをダウンロードしてください。
産業技術
- エンタープライズクラウドのコスト管理ガイド–コストの理解と削減
- 慣性と慣性の不一致を理解するための7つのリソース
- ペンと紙とメンテナンスソフトウェア:ダウンタイムを削減するための最良の方法
- 製造業のリーンシックスシグマを理解するためのガイド
- ホワイトペーパー:ロボット用の倉庫の準備
- 高精度製造のための旋削、研削、およびワークホールド
- ホワイトペーパー:人手不足を修正しますか?ミレニアル世代とZ世代を受け入れる
- ステンレス鋼:切断、研削、仕上げに最適な製品
- ホワイトペーパー:製造現場向けの統合ワイヤレスハンドヘルドゲージ
- Surewerx Traction Insights:滑りや転倒を理解し、軽減するのは 1-2-3 のように簡単です
- ハイブリッド製造のメリットと課題を理解する