


5 ユニット 4:ボーリング ヘッドのオフセット
目的
この単元を完了すると、次のことができるようになります:
- オフセット ボーリング ヘッドを特定する
- ロータリー テーブルの正しいセットアップ方法を説明する
オフセット ボーリング ヘッド
オフセットボーリングは、フライス盤のスピンドルに適合するアタッチメントであり、ほとんどのドリル穴の仕上げと直径精度を向上させることができます。オフセットボーリングヘッドは、公差がドリルビットを許容しない場合、または十分な大きさのドリルまたはリーマーがない場合に、大きな穴を作成するために使用されます。オフセット ボーリング ヘッドを使用して、穴を拡大したり、場合によっては穴の中心線を調整したりできます。
安全:
操作前に、すべての止めネジがしっかりと締まっていることを確認してください。オフセット ボーリング ヘッドには、ボーリング時に穴に収まるクリアランスがあることを確認してください。ミルを回す前に六角レンチを取り外します。操作前にミル速度を再確認してください。
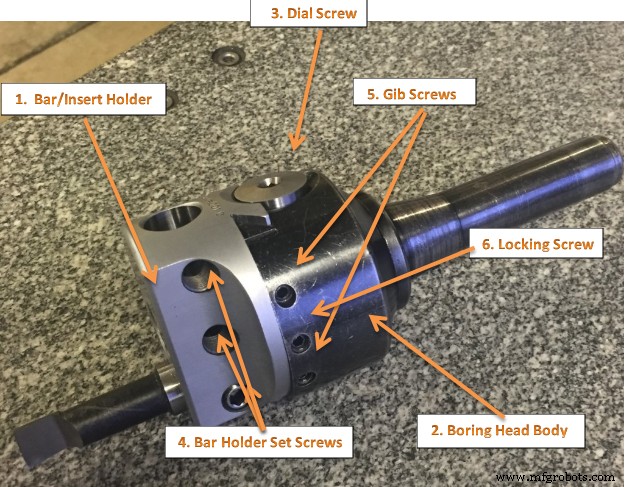
図 1. オフセット ボーリング ヘッド
オフセット ボーリング ヘッドとツール
図 1. は、オフセット ボーリング ヘッドを示しています。ボーリングバーは直角軸で調整できることに注意してください。この機能により、さまざまな直径のボア穴にボーリング カッターを正確に配置できます。
この調整は、ボーリング バー ホルダーのカッターを調整したり、ボーリング バーを交換したりするよりも便利です。オフセット ボーリング ヘッドのもう 1 つの利点は、目盛り付きのマイクロメーター カラーにより、ダイヤル インジケーターやその他の測定装置を使用せずに、通常は (0.001) 刻みで指定された量だけ工具を正確に移動できることです。
オフセット ボーリング ヘッド
A ボーリング ヘッドには 3 つの主要コンポーネントがあります:
- つまらない頭身
- バーホルダー/インサートホルダー
- ダイヤルスクリュー
ボーリングヘッド本体は防錆のための黒染仕上げです。バーホルダーまたはインサートホルダー (#1) は、耐摩耗性のためにサテンクロームメッキが施されています。ダイヤル スクリュー (#3) は精密研磨されており、ダブ テール スライド内のバー ホルダー/インサート ホルダーが正確に動きます。ジブの張り具合は工場出荷時に設定されています。 2 つのジブ スクリュー (#5) は、サイズ調整のために緩めないでください。これらのネジはジブの圧力のみを調整するためのもので、偶発的な調整を防ぐために赤いワックスが充填されています。固定ねじ (#6) は、ボーリング ヘッドのサイズ変更に使用される唯一のねじです。
直径調整
Allied Criterion 標準ボーリングヘッドの直径を調整するには:
1. 固定ネジ (#6) を緩めます。
2. ダイヤル スクリュー (#3) を時計回りに回すと直径が大きくなり、反時計回りに回すと直径が小さくなります。
3. 固定ねじ (#6) を締めます。標準ボーリングヘッドの調整
手順:
<オール>2.フライス盤スピンドルの中心をワークの基準点に合わせます。
3.センタードリルまたはスポッティングツールで穴の位置を見つけます。
4. 1/2 インチを超えるドリル穴。オフセット ボーリング ヘッドには、ボーリング時に穴に収まるクリアランスがあることを確認してください。
5.ボアヘッドをフライス盤に取り付けます。
6.ボーリング バーを取り付け、セット スクリューを締め、ロック スクリューを緩め、ボーリング バーを穴の端に合わせます。
7.ワークの位置合わせとスピンドルの基準点との位置合わせを再確認して、ずれていないことを確認します。明らかなエラーがある場合は、処理する前に手順 6 を繰り返す必要があります。
8.穴のサイズと材料に合わせてフライス盤の速度を調整します。
9.ミルにワームの餌を入れます。クイルをマテリアルに持ってきます。ハンドルを引き出して給電します。希望の深さになったら、手を押し戻して送りを解除し、ミルをオフにします。ボーリングヘッドを穴から取り外します。
10.ボア穴を必要なサイズに仕上げます。
注:穴が希望のサイズになるまで、手順 6~9 を繰り返します。
ロータリー テーブル
回転テーブルを使用して、円弧と円を作成できます。たとえば、万力のスイベルベースの円形の T スロットは、回転テーブルを使用して作成できます。回転テーブルは、作業と作業の間でワークピースを正確な量だけ回転させる必要がある割出しにも使用できます。回転テーブルを使ってフライス盤で歯車を作ることができます。分割プレートにより、回転テーブルとの割り出しが容易になります。
回転テーブルは、垂直フライス盤のカッターと同じ平面で、テーブルが垂直軸を中心に回転する「フラット」に取り付けられるのが最も一般的です。別のセットアップは、水平軸を中心に回転するように、回転テーブルをその端に取り付ける (または 90° アングル プレートに「平らに」取り付ける) ことです。この構成では心押台も使用できるため、ワークピースを「中心間」に保持できます。
テーブルがセカンダリ テーブルに取り付けられている場合、工作物はロータリー テーブルの軸に正確にセンタリングされ、回転テーブルの軸は切削工具の軸にセンタリングされます。したがって、3 つの軸はすべて同軸です。この時点から、セカンダリ テーブルを X または Y 方向にオフセットして、カッターをワークピースの中心から必要な距離に設定できます。これにより、ワークピースの同心円加工操作が可能になります。ワークピースを中心から一定の距離だけ偏心させて配置することで、より複雑な曲線をカットすることができます。垂直フライス盤の他のセットアップと同様に、フライス加工操作は、一連の同心円状の、場合によっては等距離の穴をドリル加工するか、円形または半円形の形状および輪郭の正面またはエンド フライス加工を行うことができます。
回転テーブルを使用できます:
- ボルトにスパナ フラットを加工するには
- 円形フランジに等間隔の穴を開けるには
- タングが突き出た丸い部分を切ること
- 大型のツイスト ドリル (>0.500 インチ/>13 mm) を駆動するパワーを持たない小型のフライス盤で、円形ツールパスでのフライス加工によって大径の穴を作成する
- らせんをミリングするには
- 複雑な曲線をカットするには (適切な設定が必要)
- 任意の角度で直線をカットする
- 円弧をカットするには
- 回転テーブルの上に複合テーブルを追加すると、ユーザーは回転の中心を切断する部品のどこにでも移動できます。これにより、パーツの任意の場所で円弧をカットできます。
- 円形に切る
ロータリー テーブルのセットアップ
フライス盤で回転テーブルを使用する場合、円弧をフライス加工するか円形パターンに穴をあけるかにかかわらず、ワークピースをセットアップするために行う必要があることが 2 つあります。まず、ワークピースを回転テーブルの中心に配置する必要があります。次に、回転テーブルをスピンドルの下の中心に配置する必要があります。次に、ミル テーブルを適切な距離だけ移動して、切削を開始できます。
テーブルの中心にある穴を外すことで、最初にテーブルをスピンドルの下の中心に置くことができます。次に、ワークピースをテーブルに取り付けて、ワークピースをオフに表示できます。このアプローチには 2 つの問題があります。まず、テーブルの穴が真で中心にあると仮定しています。それは真実かもしれませんし、そうでないかもしれません。第 2 に、このアプローチでは、2 つの異なるフィーチャ (回転テーブルの穴とワークピースのフィーチャ) から測定しているため、一種の誤差が蓄積するリスクがあります。最初にワークピースを回転テーブルの中心に配置し、次に回転テーブルをスピンドルの下に配置します。
ワークピースを回転テーブルの中心に置くには、回転テーブルを回転させ、インジケータポインターの振れを監視します。必要に応じて、針のたわみがなくなるまでミル テーブルの位置 (X と Y) を調整します。
ダイヤル テスト インジケータをスピンドルのチャックまたはコレットに配置して回転テーブルにダイヤルインします。次に、インジケータの先端を回転テーブルの穴に接触させて手で回転させます。機械のギアを外すことができる場合は、そうすることでスピンドルが自由にスイングします。コレットよりもドリルチャックの方が断然使いやすいので、回しやすいものがあります。サドルとテーブルのハンドルを使用して調整してください。
中心に配置したら (インジケーターはスピンドルを回転させると同じように読み取ります。ランダムな位置をマークするのではなく、両方のダイヤルを「0」に設定することをお勧めします。バックラッシュも適切に設定されていることを確認してください)。 . ダイヤルを正の方向に設定すると、変化を簡単に数えることができます。また、バックラッシュを設定するために選択した方法を覚えておく必要もありません。また、テーブルとサドルに常にワックス ペンシルで印を付けているので、どこにあるかがわかります。これは、別の部品をロードするためにテーブルを中央に戻したい場合、「0」が近づいたときにハンドルの回転を停止するタイミングを教えてくれます。
テーブルの中心を特定し、ダイヤルを設定し、テーブルとサドルをロックすると、通常、中心に配置したい部分がいくつかあります。穴である場合もあれば、円形パーツの外側のエッジである場合もあります。このような場合、同じインジケーターを使用して、穴の内側またはパーツの周囲でスイングするのが一般的です。周囲では、クランプを回避する必要がある場合があります。これは、通常、クイルを使用してインジケータを上に動かしてクランプをクリアすることで実現できます。すでに配置されているテーブルにパーツをダイヤルインするときは、サドルやテーブル ハンドルで調整を行わずに、パーツの周りを軽くたたきます。クランプを少し締めた後、パーツを軽くたたいて、乱暴に動かないようにします。そうすれば、機械が機能できる限り近い場所で、事実上完璧な位置を特定できます。
ワークピースが回転テーブルの中心に配置されたら、スピンドルを手で回して、インジケーターの先端が穴の内側を掃くようにします。針のたわみがなくなるまで、必要に応じてミル テーブルの位置を調整します。
ロータリー テーブルのセットアップ
回転テーブルの中心に主軸を合わせる方法。使用するメソッドの一部を次に示します。
垂直ミル スピンドルでロータリー テーブルを中心に配置するには
次の手順に従ってください:
1.垂直ヘッドを機械テーブルと直角にします。
2. 回転テーブルをフライス盤テーブルに取り付けます。
3. 回転テーブルの中央の穴にテスト プラグを配置します。
4. フライス盤のスピンドルにダイヤル インジケータを取り付けます。
5. ダイヤル インジケータがテスト プラグの上部をちょうどクリアした状態で、機械のスピンドルを手で回転させ、プラグをスピンドルにほぼ合わせます。
6. ダイヤルゲージをプラグの直径に合わせ、スピンドルを手で回します。
7. ダイヤル インジケータが動かなくなるまで、縦方向 (X) ハンドルと横送り (Y) ハンドルでマシン テーブルを調整します。
8. フライス盤のテーブルとサドルをロックし、位置合わせを再確認します。
9. 必要に応じて再調整します。
A way to setup your rotary table
 |  Rough Position  Made a 3/8″ piece of brass and put a 60 degree point on it. It Should fit in the endmill holders. This method it to be quite useful for various setup operations.
|
|
 |  Visual Position  To perform a visual position. Your eye is pretty good and judging when the two circles are centered. Normally within 0.010″ Sometimes.
|

|  Indicate  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.
産業技術