


23 ユニット 6:ハース コントロール
目的
この単元を完了すると、次のことができるようになります:
- ハース コントロールを特定する
- キーボードを識別します。
- スタート/ホーム マシンの手順を説明する
- ドア オーバーライドの手順を説明する
- ツールの読み込み手順を説明する
- 各工具の工具長オフセット (TLO) について説明します。
- MDI を使用してパーツ ゼロ オフセット (XY) を確認します。
- 設定ツールのオフセットについて説明してください。
- MDI を使用してツールの長さのオフセットを確認します。
- CNC プログラムをロードする手順を説明してください。
- CNC プログラムを保存する手順を説明してください。
- CNC プログラムの実行方法を説明する
- カッター径補正の使用について説明してください。
- シャットダウン プログラムについて説明してください。
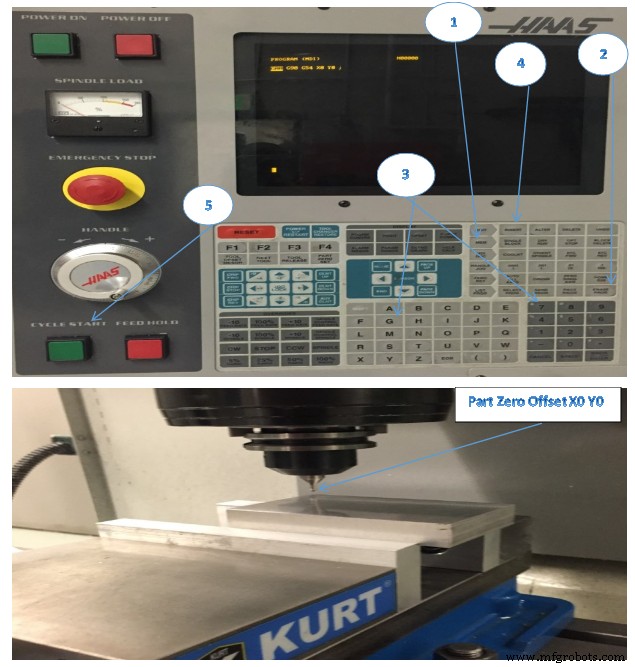
ハース コントロール
Haas コントロールを図 18 と 19 に示します。ボタンとコントロールの位置をよく理解しておいてください。次のページの詳細な手順は、コントロールの操作方法を示しています。

図 1. Haas CNC Mill Control Haas キーボード
キーボード
キーボードのキーは、次の機能領域にグループ化されています:
1. ファンクションキー
2. カーソルキー
3. 表示キー
4. モードキー
5. 数字キー
6.アルファキー
7.ジョグキー
8. キーのオーバーライド
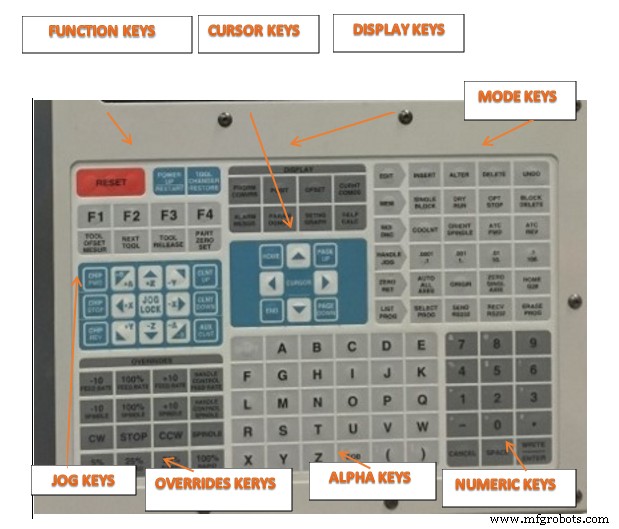
図 2. Haas CNC コントロール ボタン/キーボード キー
スタート/ホームマシン
チェックリスト:
1. 作業エリア:作業エリアがクリアであることを確認してください
2. メイン ブレーカー:電源を入れる
3. 空気供給:空気をオンにして圧力を修正します (ツール チェンジャーが動作するには、少なくとも 70PSI)。
4. 電源オン:緑色のボタンを押します
5. 非常停止が作動していないことを確認します。そうである場合は、赤いノブを右に回して解放します。
6. 先に進む前に、メッセージ 102 SERVOS OFF が表示されるまで待ちます。
7. リセット
8. 電源オン再起動
9. ドアが閉まっており、作業エリアに人がいないことを確認してください。
10. 先に進む前に、すべてのマシン軸をホームに戻します
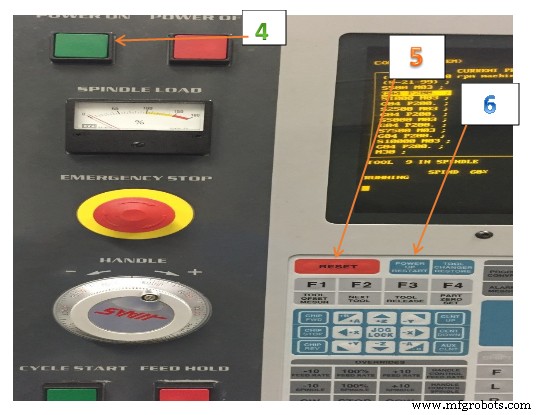
図 3. スタート/ホーム マシン
ドアオーバーライド
1. Mem:Mem を選択して押します。
2. グラフの設定:グラフの設定を選択して押します
3. 51を入力
4. カーソル:下矢印キーを押してから右矢印キーを押してオフにします
5.書き込み/入力:選択して書き込み/入力を押します
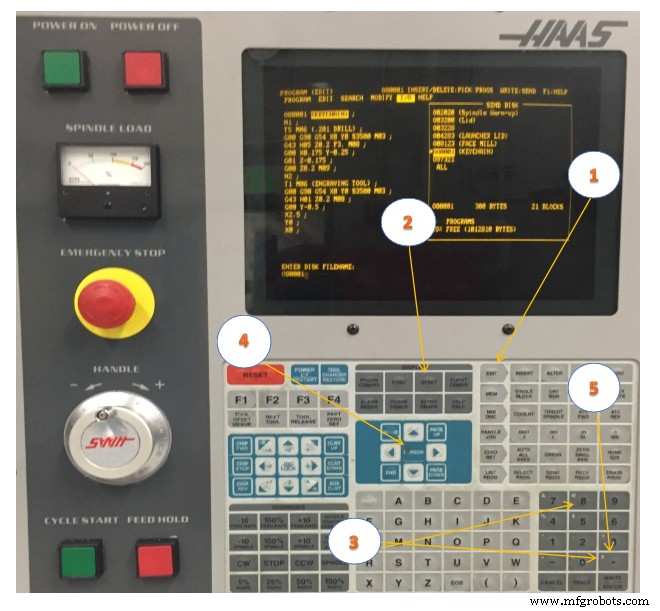
図 4. ドア オーバーライド
ツールの読み込み
チェックリスト:
1. MDI/DNC キー:MDI/DNC ボタンを押します。
2. ツール番号:
- たとえば、ツール チェンジャーを T1 に配置するには、
- T ボタンを押してから 1 ボタンを押します。
3. ATC FWD:ATC FWD ボタンを押します。
- ツール カルーセルは T1 位置にインデックスします。
4. 工具をスピンドルに配置
- フルートを切る工具でつかまないでください!
- ツールのテーパーがきれいであることを確認してください。
- 挟み込みを防ぐため、V フランジの下のツール ホルダーをつかみます。
- ツールをスピンドルに押し込みます。
- スピンドルの「ドッグ」がツール ホルダーのスロットと一列に並ぶようにします。
5. ツール リリース:ツール リリース ボタンを押します
- 機械がスピンドルに空気を吹き込み、破片を取り除きます。
- ツールをそっと上に押し上げてから、ツール リリース ボタンを放します。
- ツールを解放する前に、ツールがスピンドルにしっかりと固定されていることを確認してください。
6. すべてのツールが読み込まれるまで、手順 2 ~ 5 を繰り返します。
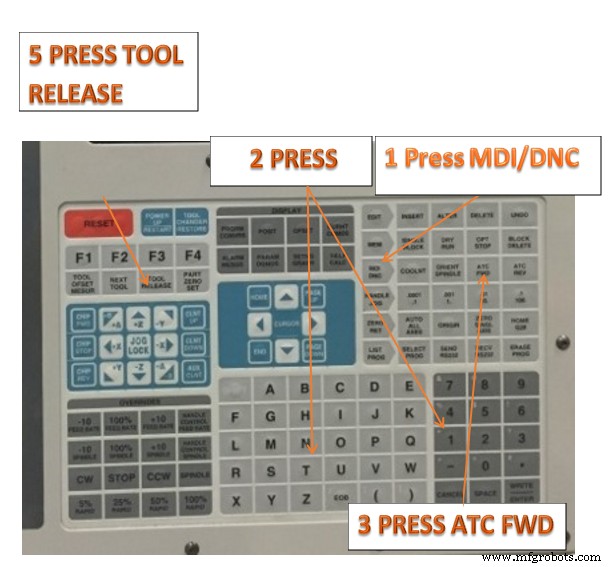
図 5. ツールのロード
オフセットの設定
パーツを正確に加工するには、ミルはパーツがテーブル上のどこにあるかを知る必要があります
ツールの先端からパーツの上部までの距離 (ホームからのツールのオフセット
オフセットを手動で入力するには:
1. オフセット ページの 1 つを選択します。
2. カーソルを目的の列に移動します。
3. 使用するオフセット値を入力します。
4. (ENTER) または (F1) を押します。値が列に入力されます。
5. 正または負の値を入力して (ENTER) を押すと、入力した金額が選択した列の数字に追加されます。 (F1) を押して、列の数字を置き換えます。
ジョグモード
ジョグ モードでは、機械の軸を目的の位置にジョグできます。軸をジョグする前に、
マシンはホーム ポジションを確立する必要があります。コントロールは、マシンの電源投入時にこれを行います。
ジョグ モードに入るには:
1. (ハンドル ジョグ) を押します。
2. 目的の軸 (+X、-X、+Y、-Y、+Z、-Z) を押します。
3. ジョグ モードで使用できるさまざまな増分速度があります。 (.0001)、(.001)、(.01)、(.1) です。ジョグ ハンドルをクリックするたびに、現在のジョグ レートで定義された距離だけ軸が移動します。オプションのリモート ジョグ ハンドル (RJH) を使用して、軸をジョグすることもできます。
4. ハンドル ジョグ ボタンを押し続けるか、ジョグ ハンドル コントロールを使用して軸を移動します。
工具長オフセット (TLO) の設定
チェックリスト:
1. ハンドル ジョグ モード:[ハンドル ジョグ] ボタンを選択します。
- これにより、マシンがハンドルで制御されるように設定されます。
2. ジョグ増分:.01
- これにより、ジョブの増分が設定され、ハンド ホイールをクリックするたびにツールがジョグ方向に 0.01 インチ移動します。
3.ジョグ方向:Zボタンを押します
- これにより、ジョグ ハンドルが移動したときにツールが Z 方向に移動するように設定されます。
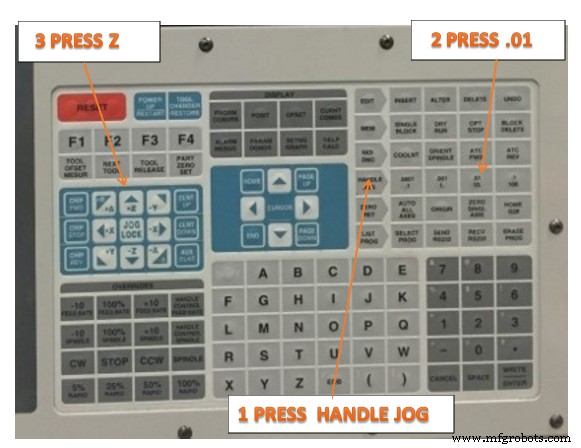
図 6. TLO
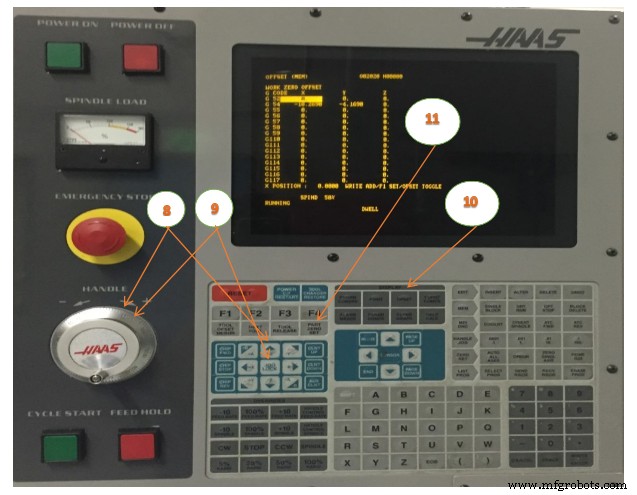
4. オフセット:オフセットを選択して押します
- ツール オフセット ページが表示されます。
5. カーソル矢印:アクティブなツールの位置合わせ
- Up-Dn カーソル キー (必要な場合) を使用して、グラフィック ディスプレイで強調表示されたバーを現在アクティブなツールのオフセット値の上に移動します。
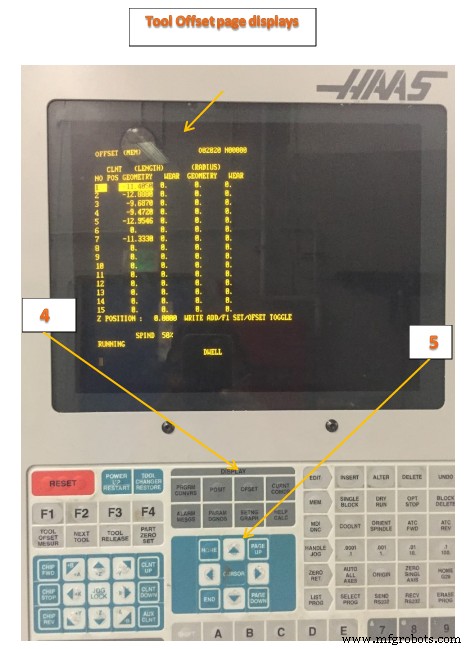
図 7. オフセット
6.1-2-3 ブロックを使用してツールの長さを設定します
- ツールが一番上のブロックの下になるようにジョグします。
- わずかな圧力を加えてツールをブロックします。ジョグ ホイールを使用して、ブロックがちょうどその下にスライドするまでツールを上げます。
- ブロックを邪魔にならないように移動し、ツールをブロックの上部から 0.01 インチ下に戻します。
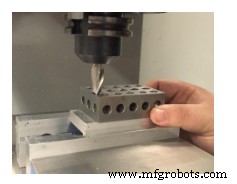
図 8
7. ジョグ増分:.001
- ジョグの増分を減らし、ジョグ ハンドルを使用してツールを 0.001 ずつ上げ、ブロックの下に再びスライドさせます。
8. ツール オフセット測定:ツール オフセット測定を選択して押します
- これにより、コントロールはツールの現在位置を長さオフセット レジスタに入力します。
- 先に進む前に、ツールの長さの数値が更新されていることを確認してください。
9. 次のツール:次のツールを選択して押します
- これにより、現在のツールが片付けられ、次のツールが読み込まれます。
- すべてのツールがセットされるまで、手順 1 から 9 を繰り返します。
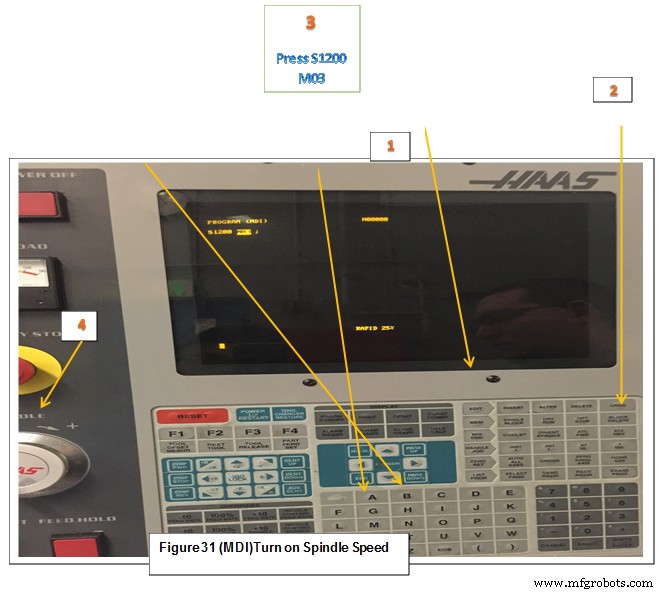
図 9. オフセット表示ページ
注:
ツールを設定するには、機械の作業範囲内で手で機械を手動でジョグする必要があります。細心の注意を払い、次のルールを守ってください:
• スピンドルがオフになっている必要があります。
• ツールとワークピースの間に手を入れないでください。
• ジョグする前に、正しい軸とジョグ増分が設定されていることを確認してください。
• ゆっくり慎重にハンドルを動かしてください。常に手とツールの位置に注意してください。
• 手が作業領域にあるときは、他の人にコントロールを操作させないでください。
MDI へのアクセス方法
手動データ入力モード (MDI) は、CNC マシンが動作できるモードの 1 つです。ラインに G コードまたは M コードを入力すると、マシンによってすぐに実行されます。書き込む必要はありません。 1行か2行で十分な場合は、gコードプログラム全体。 MDI は、学習をほとんど必要とせずに多くの機能を提供します。 MDI コマンドを使用してパーツを加工することもできます。 MDI を使用すると、CNC は手動加工と同じようにすばやく簡単に行うことができます。
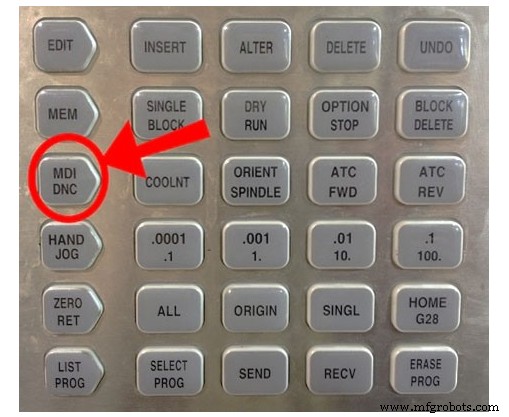
図 10. MDI
CNC コントロール パネルの MDI キーを押して、MDI モードに切り替えます。
例:
MDI/DNC を押します
Erase Prog:選択して押します (コマンドを消去します)
S1200 M03 に入る (主軸速度 1200 RPM、時計回り)
パート ゼロ オフセット オフセット XY の設定(エッジ ファインダを使用)
チェックリスト:
1. MDI/DNC キー:MDI/DNC を選択して押します
2. Erase Prog:Erase Prog を選択して押し、すべてのコマンドを消去します
3. スピンドル速度をオンにします:S1200
- S1200 M03(入力) を押します:選択:書き込み/入力
4. サイクル開始:選択
- スピンドルは 1200 RPM で CW を開始します
図 11. スピンドル速度 (MDI) をオンにする
5. ハンドル ジョグ:ハンドル ジョグとジョグ増分:.01 を選択します。
6. ジョグハンドル:必要に応じて
- ジョグ方向を選択し、必要に応じてハンドルを使用して、エッジ ファインダー スタイラスを左側のパーツ エッジに沿って配置します。

7. ジョグ増分:.001
- 下図のように中心から外れるまで、エッジ ファインダーをゆっくりと動かします。
- これにより、スピンドルの中心がパーツの端から正確に 0.100 の位置に配置されます
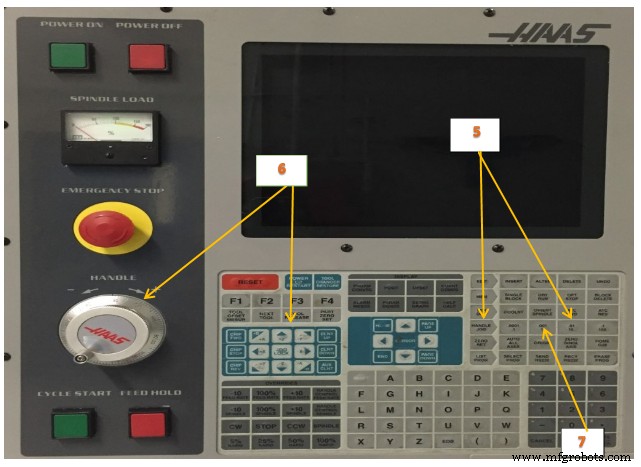

図 12. トリップ直前つまずく
8 .ジョグ ハンドル:Z 方向に格納 
• エッジ ファインダーがパーツの上にあり、ジョグ ハンドルがダイヤルのゼロを示すまで、Z 方向にまっすぐ上向きにジョグします。
9. ジョグ ハンドル:ジョグ方向を +X に設定し、ハンドルを時計回りに 1 回転します。 
コントロールは .001 インクリメント モードであるため、ダイヤルを完全に 1 回転させると、スピンドルの中心が左側のパーツ エッジの真上に配置されます。
10. オフセットページ:選択して押す 
• Work Zero Offset ページが表示されるまで Offset ボタンと PgUp/PgDn ボタンを選択します。矢印キーを使用して G54 (または設定するフィクスチャ オフセット) を強調表示します。
11.パートゼロセット:パートゼロセットを押します
• これにより、G54 X 値が現在の主軸位置に設定されます。
12.主軸停止:プレス主軸停止
13. Y 軸を設定するには、ステップ 6 ~ 11 を繰り返します。
MDI を使用してパート ゼロ オフセットを確認する
1. MDI/DNC キー:MDI/DNC を選択して押します
2. プログラムの消去:選択して押します (すべてのコマンドを消去します)
3. G00 G90 G54 X0 Y0 と入力します
4. 挿入:挿入を選択して押します
5. サイクル開始:サイクル開始を選択して押します
パート ゼロ オフセット X0 Y0 (MDI)
- 機械オペレータに対してデータムを右にシフトするには、オフセット X 値にシフト量を追加します。たとえば、X+.1 をシフトするには、.1 WRITE/ENTER と入力します。
- データムを機械オペレーターの近くにシフトするには、オフセット Y 値からシフト量を減算します。たとえば、Y-.1 をシフトするには、-.1 WRITE/ENTER と入力します
パート ゼロ オフセット XY の設定(メカニカル ポインタを使用)
パーツを機械加工するために、ミルはパーツがどこにあるかを知る必要があります
テーブル。エッジ ファインダー、電子プローブ、またはその他の多くのツールを使用できます。
パートゼロを確立する方法。機械式ポインタを使用してパーツの原点オフセットを設定するには:
1. 材料 (1) をバイスに入れ、締めます。
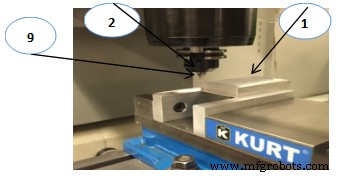
図 14. パート ゼロ XY の設定 (メカニカル ポインターを使用) )
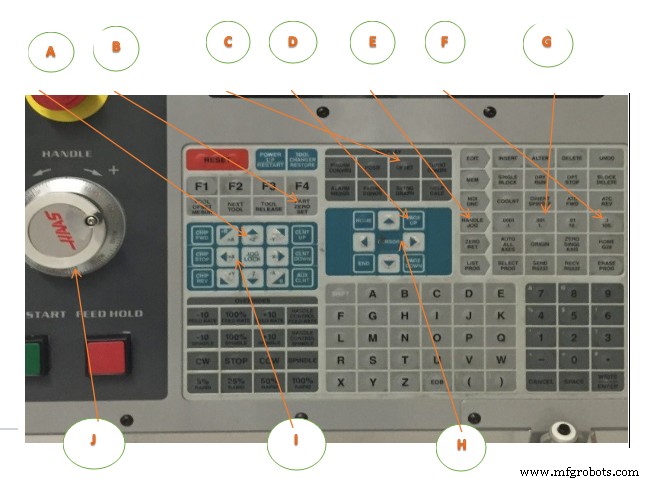
2. ポインター ツール (2) をスピンドルに取り付けます。
3. (HANDLE JOG) (E) を押します。
4. (.1/100.) (F) を押します (ミルは高速で移動します
ハンドルを回したときの速度)。
5. (+Z) (A) を押します。
6. Z 軸をパーツの約 1 インチ上でジョグ (J) します。
7. (.001/1.) (G) を押します (ハンドルを回すとミルが低速で動きます)。
8. Z 軸をほぼジョグ (J) します。パーツの上 0.2 インチ。
9. X 軸と Y 軸のどちらかを選択し (I)、ハンドルをジョグして (J) ツールを左上隅に移動します
(上の図 36 (9) を参照)。
10. [アクティブ ワーク オフセット] ペインがアクティブになるまで (オフセット) (C) を押します。
11. カーソル (H) を G54 X 軸列に移動します。
12. [PART ZERO SET] (B) を押して、値を X 軸列に読み込みます。二番目
[PART ZERO SET] (B) を押すと、値が Y 軸列に読み込まれます。
工具オフセットの設定
次のステップは、ツールに触れることです。これは、ツールの先端からまでの距離を定義します
パーツの上部。これの別名は工具長オフセットで、H in として指定されます
マシンコードの行。各ツールの距離はツール オフセット テーブルに入力されます。
ツールオフセットの設定。 Z 軸がホーム ポジションにある状態で、工具長オフセットが測定されます
ツールの先端 (1) からパーツの上部 (2) まで。図 15 を参照してください。
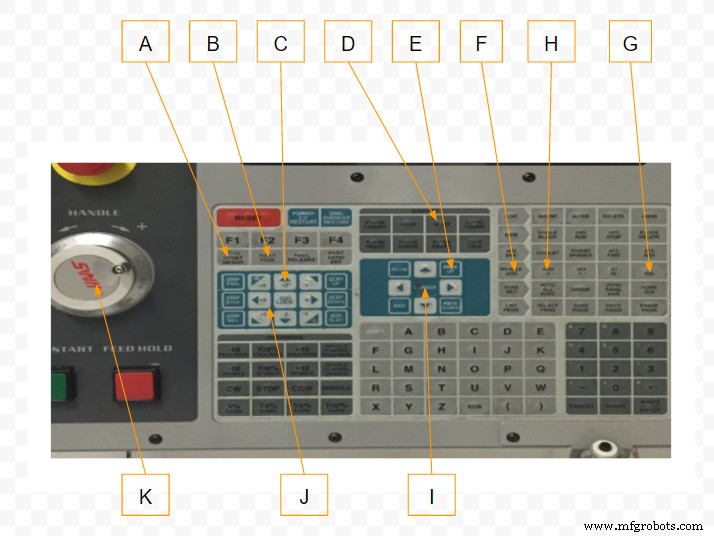
1. ツールをスピンドル (1) にロードします。
2. (HANDLE JOG) (F) を押します。
3. (.1/100.)(G) を押します (ハンドルを回すとミルが高速で移動します)。
4. X 軸と Y 軸 (J) の間で選択し、パーツの中心付近でツールをジョグします (K)。
5. (+Z) (C) を押します。
6. 部品の約 1 インチ上で Z 軸をジョグ (K) します。
7. (.0001/.1) (H) を押します (ハンドルを回すとミルがゆっくりと動きます)。
8. ツールと加工物の間に紙を置きます。ツールを慎重に動かします
パーツの上部まで、できるだけ近づけて、紙を移動できるようにします。
9. (オフセット) (D) を押します。
10. Program Tool Offsets ウィンドウが表示されるまで (PAGE UP) (E) を押します。ツール #1 までスクロールします。
11. カーソル (I]) を位置 #1 のジオメトリに移動します。
12. [工具オフセット測定] (A) を押します。
次のステップでは、スピンドルが Z 軸で急速に移動します。
13. (次のツール) (B) を押します。
14. ツールごとにオフセット プロセスを繰り返します。
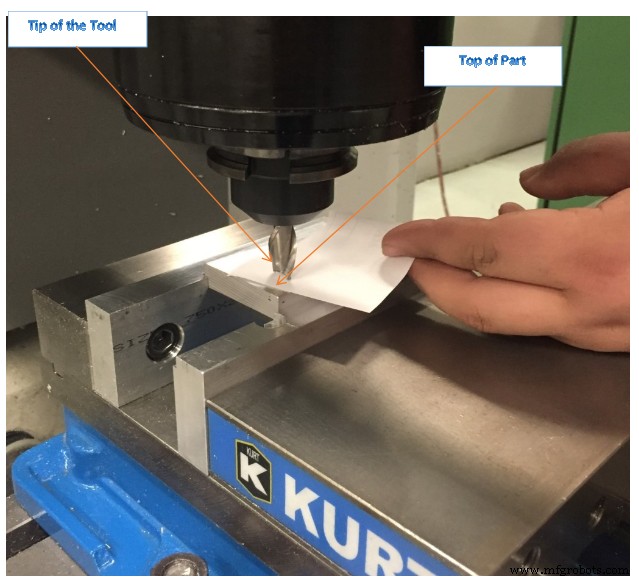
図 15. ツール オフセットの設定 (紙)
MDI を使用して工具長のオフセットを確認する
1. MDI/DNC キー:MDI/DNC を選択して押します
2. プログラムの消去:選択して押します (すべてのコマンドを消去します)
3. G00 G90 G43 H01 Z2.00 と入力します
4. 挿入:挿入を選択して押します
5. サイクル開始:サイクル開始を選択して押します
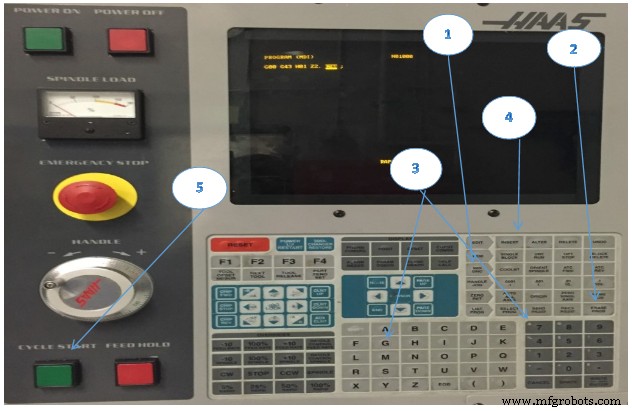
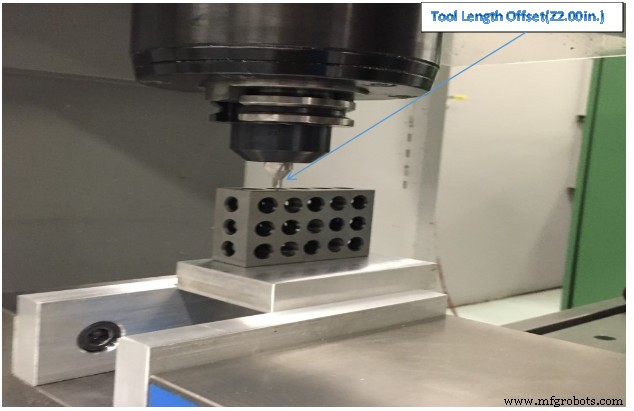
図 16. ツールの長さのオフセット (部品の上 2.00 インチ) 1 2 3 ブロックを使用して確認します)
CNC プログラムの読み込み
1. 編集:編集を選択して押します
2. F1:選択して F1 を押します
3. カーソル:左矢印キーを押して I/O に移動し、次に DN 矢印キーを押してハイライト バーをディスク ディレクトリに移動します。
4.書き込み/入力:選択して書き込み/入力を押します
5. カーソル (ディスク ディレクトリ):DN 矢印キーを押してプログラムをロードします。
6.書き込み/入力:選択して書き込み/入力を押します
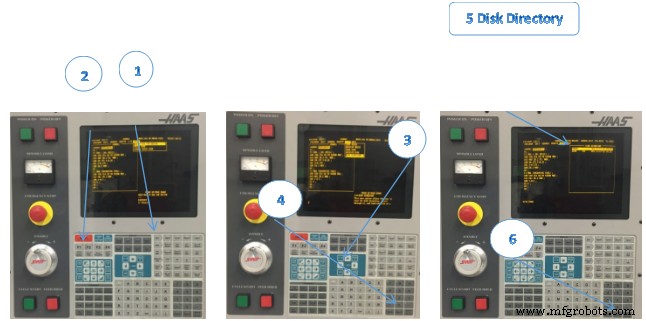
図 17. CNC プログラムの読み込み
CNC プログラムを保存
1. 編集:編集を選択して押します
2. F1:選択して F1 を押します
3. カーソル:左矢印キーを押して I/O に移動し、次に DN 矢印キーを押してハイライト バーを [Send Disk] に移動します。
4.書き込み/入力:選択して書き込み/入力を押します
5. ディスク ファイル名を入力:O80001
6.書き込み/入力
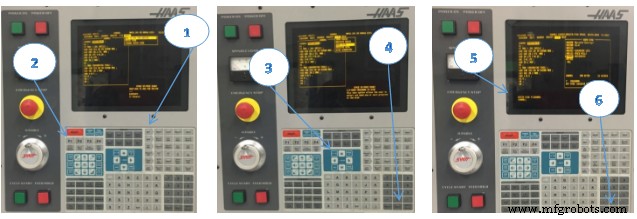 図 18. CNC プログラムの保存
図 18. CNC プログラムの保存
CNC プログラムを実行
これは、新しいプログラムを実行するための優先プロセスです。プログラムが実証されたら、すべての送り速度を 100% に設定し、シングル ブロック モードをオフに設定できます。
予行演習
機械はすべての動作をプログラム通りに正確に実行します。ドライラン中はワークを機械内で使用しないでください。ドライラン機能を使用すると、実際に部品を切断することなくプログラムをすばやく確認できます。
予行演習を選択するには:
1. MEM または MDI モードで、(DRY RUN) を押します。
ドライラン中は、すべての急流と送りが、ジョグ速度ボタンで選択された速度で実行されます。
2.ドライランは、プログラムが終了したとき、または[リセット]がオンになっているときにのみオンまたはオフにすることができます
押した。予行演習は、コマンドで指定された X Y Z の移動と要求されたツールをすべて実行します
変化します。オーバーライド キーを使用して、スピンドル速度を調整できます。
チェックリスト :
1.プレスタート
- バイスまたは治具が安全に固定され、安全にセットアップされていることを確認してください。
- 仕事の保留が必要に応じて実行されない可能性があってはなりません。
- 万力のハンドルを取り外します。
- 作業エリアからツールやその他の物を片付けます。
- マシンのドアを閉めてください。
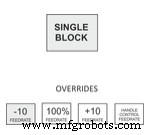
- Single BlockMode をオンにします。
- Rapid Feedrate-10 ボタンを 8 回押して、Rapid Feed Rate Override を最大の 20% に設定します。
2.開始
- Feed Hold ボタンに片手を置き、問題が発生した場合に備えてボタンを押してください。
- サイクル開始ボタンを押します。
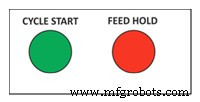
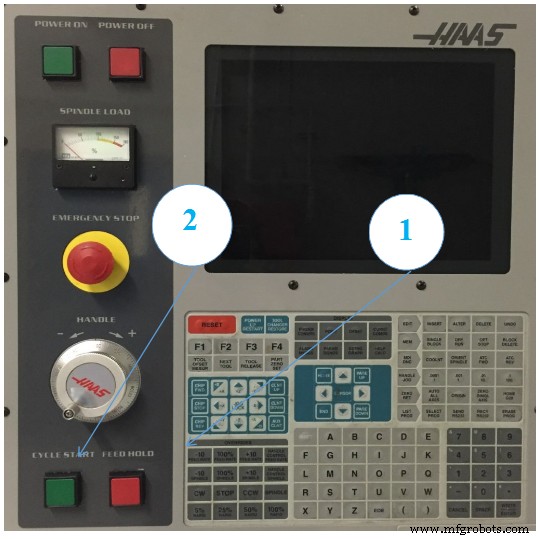
図 19. CNC プログラムの実行
一般的なエラーは、固定具またはツールの長さのオフセットを正しく設定していないことです。初めてプログラムを実行するときは、マシンをシングル ブロック モードに設定します。早送り速度を 25% に下げ、注意して進めます。ツールが切断したら、シングル ブロック モードをオフにして、プログラムを実行します。機械から目を離さず、片手でフィードホールドボタンを押さえてください。耳を傾け、切りくずの形成を観察し、切削条件に合わせて切削送り速度を調整する準備を整えてください。
CDC オフセットの調整
カッター径補正 (CDC:G41/G42) を使用する加工操作は、工具の摩耗とたわみを考慮して調整できます。パーツの完成したフィーチャ全体を測定し、目的の値と比較します。ターゲット サイズから実際の値を引き、そのツールのコントロールの CDC レジスタに差を入力します。例:
(目標特徴サイズ:2.5000) – (実際の特徴サイズ:2.5150) =摩耗値:-0.0150
ツール パスは、サイズの違いが補正されます。同じ操作を再度実行すると、フィーチャが正確にターゲット サイズになります
摩耗補正は、コンター パスでのみ使用されます。正面フライス加工、3D フライス加工、またはドリル サイクルには使用されません。 CAD/CAM ソフトウェアで摩耗補正オプションを選択し、必要に応じて、上記のように工具直径の摩耗値を設定します。使用すると、摩耗値は常に負の数になります。 CAD/CAM ソフトウェアはツールの中心線のパスをプログラムすることでツールの直径をすでに考慮しているため、常にすべてのツールのツール直径ジオメトリをゼロに設定してください。
チェックリスト:
1. オフセット ページ:オフセットを選択して押します
2. 直径オフセットの調整:値を選択して入力
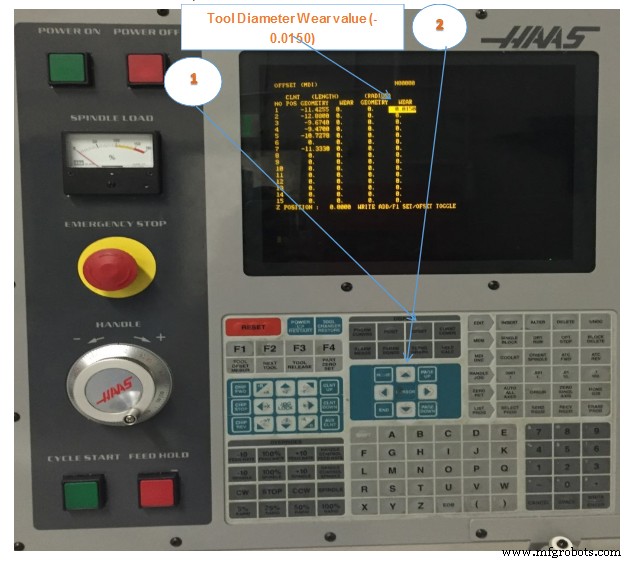
- ページを上下に移動して、調整するツールを強調表示します。
- テンキーパッドを使用して値を入力します。
- 上記のツール直径摩耗値の例:-0.0150
- 選択して書き込み/入力を押す
図 20. CDC オフセットの調整
CNC マシンをシャットダウンする
チェックリスト:
1.スピンドルからツールを取り外します:
- 空のツール カルーセルの番号を入力してください。
- ATC FWD を選択
2. マシンをセーフ エリアまでジョグする:
•ジョグを選択
3. シャットダウン ボタン:POWER OFF を押します
電源切断後のチェックリスト:
• スピンドルを柔らかいきれいな布で拭いてクーラントを取り除き、錆びを防ぎます。
• ツールを片付けます。
• 作業領域をクリーンアップします。
• 機械、工具、設備は、見つけたときと同じかそれ以上の状態に保ってください。
腐食を防ぎ、安全な作業環境を促進し、他の人へのプロとしての礼儀として、使用後は毎回機械を洗浄することが重要です。各クラスの最後に、少なくとも 15 ~ 30 分間、清掃を行います。少なくとも、未使用の工具と工具をすべて片付け、マシンをクーラントで洗い流し、テーブルから残っているクーラントを取り除き、チップ コンベアを稼働させます。
単体テスト
1. HAAS キーボードの 8 つの機能領域を挙げてください。
2. ドア オーバーライドの方法を説明してください。
3. ツールのロード方法を説明してください。
4. MDI について説明し、例を 1 つ挙げてください。
5. パート ゼロ オフセットの設定方法を説明してください。
6. MDI を使用してパーツ ゼロ オフセットを検証する方法を説明してください。
7. 工具長オフセットの設定方法を説明
8. ツール長のオフセットを確認するために MDI を使用する方法を説明してください。
9. CNC プログラムの保存方法を説明してください。
10. シャットダウン手順を説明してください。
産業技術