


OD/ID 同心度について知っておくべき 5 つのこと
2 つの直径の同心度 (およびチューブ ソーシングのその他の要因) をチェックする方法
2 つの直径の同心度を確認する方法の問題 チューブの調達でよく出てきます。これには、壁の厚さ (チューブの外径 (OD) と内径 (ID) の間の測定値) をさまざまな点で測定して、中心軸に対してどれだけ一定であるかを確認することが含まれます。
課題は、基準点 (データム軸) として機能する理論上の中心軸を確立することにあります。これにより、完全な同心度を測定することは、達成することと同じくらい困難になります。
そのため、同心度の要件でチューブの外径と内径の測定値を指定する前に、次の点に留意することが賢明です。
1.同心度とは
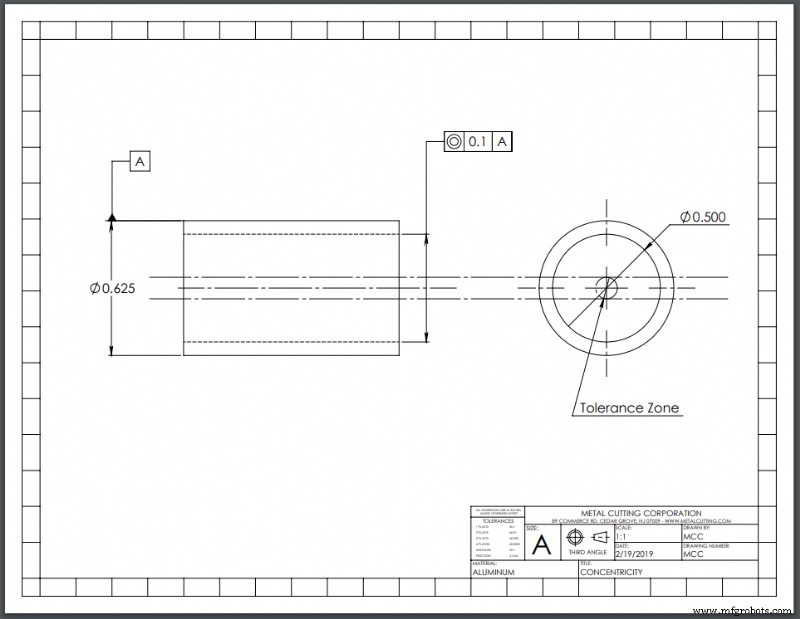
GD&T 公差のうち、同心度 複雑です — 円筒形または球形の部品の中点の公差ゾーンを確立するために使用される一種の「円対称」です。
円筒度と同心度の違いは何ですか?円筒度は 3D パーツの全軸に沿った真円度と真直度の指標ですが、同心度は外径と内径を比較するか、2 つの異なる点で真円度を比較します。
同軸性と呼ばれることもあります 、ウェブサイト GD&T Basics によると、GD&T の同心性は「参照フィーチャーの中心軸をデータム軸に制御します」。
もっと簡単に言えば、チューブ、パイプ、またはその他の円柱の肉厚の一定性の尺度として同心度を定義できます。そのため、同心度は、断面で測定された、パーツの中点から導出される中心軸を制御します。
つまり、同心度が「完全」である場合、OD と ID の間の壁の厚さは、チューブの直径の周りのすべての点で、すべての断面で同じになります。
同心性がこれほど複雑な機能である理由は何ですか?
チューブの同心度は、具体的な表面ではなく、派生軸からの測定値に依存します。つまり、理論上の 3D 円柱公差ゾーンを作成します。 チューブのすべての派生中点が入る必要があります。
正中点を制御する必要性が非常に高い高精度部品に同心度が通常予約されるのは、まさにそのためです。
偏心と同心とは?
チューブの肉厚にばらつきがある場合、偏心があります チューブ — OD によって形成される円の中心が、ID によって形成される円の中心とは異なる点にあるもの。 (つまり、2 つの円は同心ではありません .)
偏心 チューブの最小および最大の壁の寸法を決定するために断面を見て測定されます。次に、最小厚と最大厚の差を計算し、その数値を半分に割ります。
2. OD/ID 同心度コールアウト
チューブの OD/OD 同心度要件は、次のようなさまざまな方法で図面に示すことができます。
- 円の中の円である GD&T 同心度記号
- 離心率
- TIR (合計指標読み取り値)
- 「OD と ID は 0.00X インチ以内で同心でなければならない」などの書面による声明
同心性について話すときに時々使用される別の用語は、壁の振れです。 、これはTIRと同じです。壁の振れは、部品が軸を中心に回転しているときにインジケータを部品に付けて計算し、同心度だけでなく部品の真円度も測定します。
肉厚の振れは、チューブの偏心から導き出され、指定された公称肉厚と比較した肉厚の変化を表します。これは次のように表現することもできます:
- 最大肉厚から最小肉厚を引いたもの
- 偏心 x 2 (2 倍)
これらの (およびその他の) 用語が図面で同心度の要件を説明するために使用されている場合、材料サプライヤーと精密金属切断工場は、使用する機械プロセスだけでなく、仕様を満たすように同心度を測定する方法も決定する必要があります。
3.同心度測定の課題
これにより、同心度を測定し、指定された OD と ID が達成されているかどうかを判断する方法が難しくなります。理論上の中心軸を確立する問題に加えて、同心度の測定には以下が必要です:
- 一連の断面にわたって多くの測定を行う
- 表面を正確にマッピングし、断面の中点を決定する
- これらの一連の点をプロットして、それらが円筒公差ゾーン内にあるかどうかを確認します
マイクロメータまたは光学コンパレータを使用して、一部の部品の同心度を測定できます。ただし、このタスクは座標測定機を使用して行うのが最適です (CMM) またはその他のコンピュータ測定装置。ただし、CMM は時間がかかるため、追加のコストが発生します。
もう 1 つの課題は、今日のマイクロマシニングの場合です。 、測定する部品は、多くの場合、これまでになく小さくなっています。たとえば、医療機器のコンポーネントとして使用される小さな精密カット チューブの場合、課題は非常に小さなチューブの 2 つの直径の同心度をチェックする方法にあります。
4.同心度が必要な場合
このように複雑なため、同心度は通常、適切に機能するために非常に高い精度を必要とする部品にのみ使用されます。
同心性が重要かどうかは、独自の OD を持つ物理エンティティがチューブに収まる必要があるかどうかなど、最終用途によって異なります。例:
- 一般に、チューブが開口部の内側に入る必要があり、別のパーツがチューブ ID に収まる必要がある場合、これらすべてのパーツが連携するには、OD、ID、および同心度をすべて揃える必要があります。
- ただし、アプリケーションで液体または気体がチューブを通過する必要がある場合、チューブの非同心性は流れを妨げないため、同心性は問題にならない可能性があります。
ただし、同心度が重要ではない場合でも、同心度からどの程度離れているかを知ることが重要な場合があります。 OD/ID は可能です。たとえば、圧力下で液体または気体がチューブを通って流れる場合、最小許容肉厚を指定する必要がある場合があります。 圧力が非同心チューブ壁の薄いスポットに破損を引き起こさないようにします。
材料の選択は、同心度または最小/最大肉厚にもある程度関係している場合があります。たとえば、部品を形成するために研削される溶接チューブを使用することを選択した場合、チューブ壁が薄く研削されて溶接部が破損するのを防ぐために、最小厚さを指定することができます。
同様に、最終用途で高圧下で液体を移動させるためにチューブを使用する場合、破損のリスクを最小限に抑えるために、溶接ではなく延伸された継ぎ目のない材料を選択することをお勧めします。しかし、繰り返しになりますが、チューブが単純に環境に空気を放出する場合、継ぎ目のないチューブは過剰設計のケースになります。
5.代替案:同心性と振れ
場合によっては、同心度要件をランアウトに置き換えることで、同心度を検証する時間とコストを回避できます。 、これは測定しやすく、達成しやすいものです。
同心度は、円柱形状が理論上の軸を中心としているかどうかを調べますが、振れは、回転軸を完全に中心としている完全な円から形状がどれだけずれているかを調べます。つまり、ランアウトは同心度と真円度の組み合わせです — 部品が完全に丸い場合、振れは同心度と等しくなります。
同心度と振れは同じものではありませんが、多くの場合、同じ基本的な最終結果を得るために同じ意味で使用できます。
大きな違いは、ランアウトでは、部品の表面に物理的に触れて測定できることです。振れを制御すると、同心度も制御されますが、同心度が単独で適用される場合ほどではありません.
(円形のランアウト、総ランアウト、TIR など、ランアウトの詳細をご覧ください。)
達成可能な公差を念頭に置いてチューブを設計する
図面を作成する際には、許容範囲内の部品を製造できるかどうかが非常に重要な考慮事項であることを忘れないでください。そのため、ほとんどの機械工、測定技術者、および設計エンジニアは、可能な限り OD/ID の同心性を避けることを推奨しています。
代わりに、チューブの図面と設計で他の適用可能な GD&T 記号を使用できます。最初から部品に設計しないことで、OD/ID 同心度の問題を回避できます。
GD&T 機能と公差の指定が部品製造の品質にどのように影響するかについて詳しくは、無料の資料をダウンロードしてください。 .
産業技術