


射出成形を成功させるにはなぜ均一な肉厚が重要なのか
2021 年 8 月 18 日に公開

元々は 2021 年 8 月 18 日に fastradius.com で公開されました
高品質のプラスチック部品を解剖すると、その壁が完全に均一であることがわかります。均一な肉厚を実現することは、射出成形設計の基本ルールの 1 つです。これが、完璧なコンポーネントと早期に故障するコンポーネントの違いとなる可能性があります。均一な肉厚とは正確には何ですか?また、それが生産にとって重要なのはなぜですか?
均一な肉厚を維持することの重要性
均一な肉厚とは、部品のすべての壁が同じ厚さであることを意味します。この一貫性により、製造上の多くの利点がもたらされます。部品間の再現性が向上し、大量生産と少量生産の両方でサイクル タイムが短縮され、コストのかかる再加工が排除され、応力分散が改善され、材料使用量が削減され、製造後の収縮が最小限に抑えられます。
壁厚の均一性を無視すると、時間とリソースを無駄にする一連の欠陥が引き起こされる可能性があります。
- ワーピング — 不均一な収縮によって生じるねじれや曲がり
- 動線 — 金型充填時の変動する流量により目に見える隆起
- ヒケ — 厚い部分の冷却が遅すぎると形成されるクレーター
- ショートショット — 溶融プラスチックがキャビティを充填できなかった場合の欠落部分
- ゲートチャレンジ — 不均一な流れによりゲートがブロックされ、充填が不完全になる可能性があります。
- 冷却速度の問題 — 冷却時間が変化するとサイクル時間が長くなり、使用できない部品が生成される可能性があります。
均一な肉厚を徹底することで、これらの問題を回避し、よりスムーズで信頼性の高い生産サイクルを確保できます。
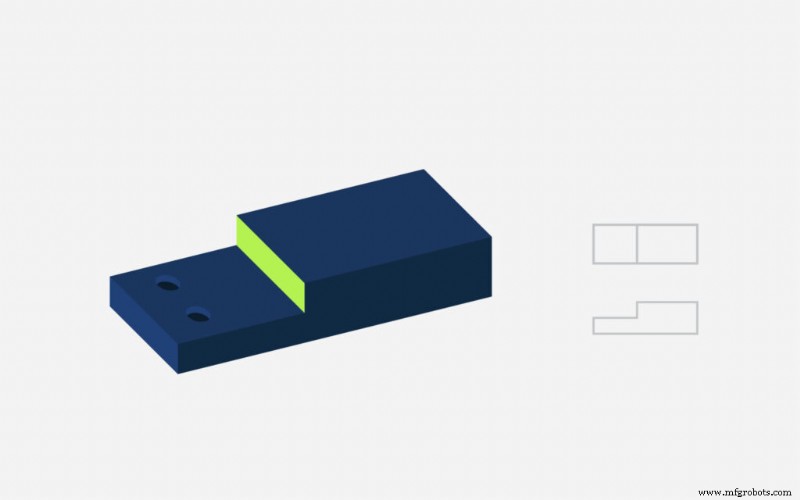 肉厚の変化により、ヒケ、ボイド、反りが発生する可能性があります。
肉厚の変化により、ヒケ、ボイド、反りが発生する可能性があります。 壁の凹凸を避ける方法
均一な肉厚を保証する前に、パーツの最適な厚さを決定する必要があります。目標は、構造の完全性と製造効率のバランスを取ることです。業界で認められているガイドラインは次のとおりです。
- 一般的な壁の厚さは 1.2 mm から 3 mm の間である必要がありますが、特定の素材では若干の調整が必要な場合があります。
- サイクル タイムの延長や機能的または美的欠点の可能性を避けるために、全体の壁の厚さを 5 mm 未満に保つ
- 隣接する壁間の差異は 40~60% を超えてはなりません
壁が厚いと強度が得られますが、壁が均一であれば薄いと、材料の削減、コストの削減、サイクルタイムの短縮、反りの減少、輸送時の取り扱いの容易さなど、複数の利点が得られます。移行ゾーンの経験則では、厚さの変化の少なくとも 3 倍のテーパー長を許容することです。
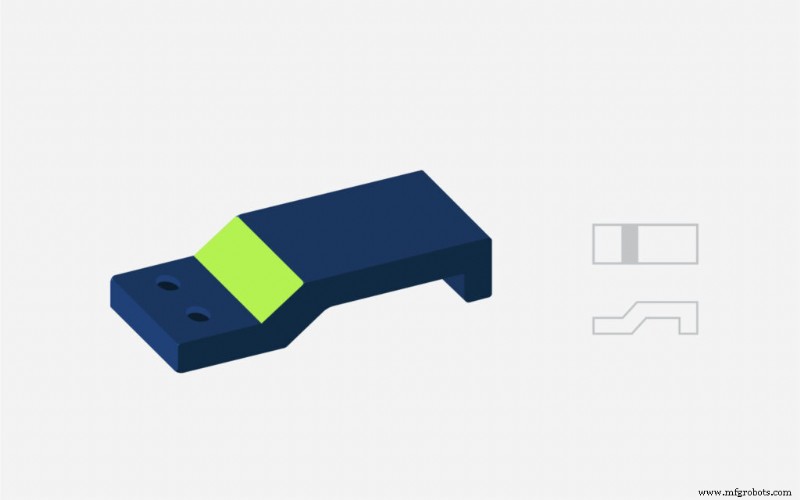 原則として、肉厚の異なるセクション間の移行の長さは、肉厚の変化の 3 倍である必要があります。
原則として、肉厚の異なるセクション間の移行の長さは、肉厚の変化の 3 倍である必要があります。 SyBridge を使用してより優れた部品を構築
壁の厚さが均一であることは、単なるデザイン上の美しさだけではありません。これは、一貫した品質を確保し、欠陥を減らし、製品寿命を延ばすための重要な要素です。 SyBridge では、当社の経験豊富なチームが、設計および材料の選択から製造および製造後のサポートに至るまで、あらゆる段階でお客様をガイドし、均一な壁を実現し、コストのかかる射出成形のミスを排除できるように支援します。高品質でコスト効率の高いコンポーネントの構築を開始するには、今すぐお問い合わせください。
産業技術
- 産業用途におけるインコネルとステンレス鋼の比較
- リードを増やす秘訣は何ですか?あなたのウェブサイト
- 変圧器でのサンプナーのテストまたは連続テスト
- 世界のタイニーハウス:20マイクロメートルの微細構造
- 「55に適合」:ヨーロッパの気候目標がサプライチェーンをどのように変えることができるか
- 提案依頼書–ビデオトレーニング
- フロア マットで生産性を向上させる 5 つの方法
- SyBridge Technologies の見習いプログラムがスキルとツールのイノベーションを促進
- HDI PCB – 完璧な HDI を達成するための究極のガイド
- 高速 PCB レイアウトにおける信号反射の抑制方法
- 機械オペレーターの効率を測定および改善する方法