


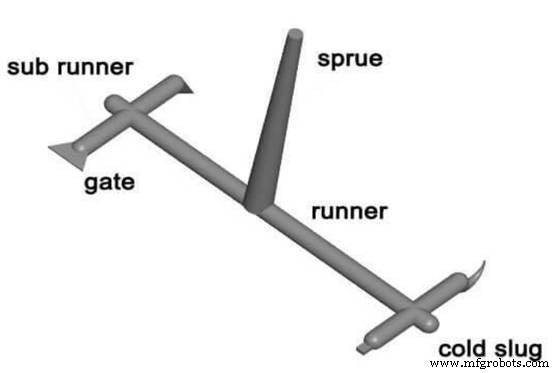
射出成形ゲートの種類と設計のベスト プラクティスに関する包括的なガイド
高品質のプラスチック部品を実現するには、適切なゲートを選択することが極めて重要です。各ゲート設計は、流れ、仕上げ、生産効率に関して明確な利点をもたらします。以下に、最も一般的なゲート タイプの詳細な概要と、配置、サイズ設定、および用途に関する実践的なガイダンスを示します。
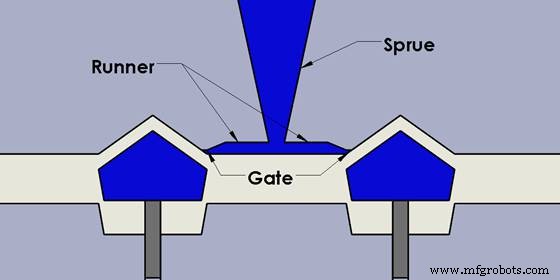
1.ダイレクト ゲートまたはスプルー ゲート
ダイレクト (スプルー) ゲートは最も単純で最も広く使用されています。溶融プラスチックはスプルーからキャビティに直接移動するため、最小限の圧力と短い供給時間で大量の充填を迅速に行うことができます。これらは、家電製品の筐体、ゴミ箱、プリンターなど、美観を重視しない深空部品に最適です。
これらのゲートはコスト効率に優れていますが、目に見える跡が残り、手動でトリミングする必要があるため、後処理に時間がかかり、表面に傷が付く可能性があります。
2.エッジゲート
エッジ ゲートはパーツの周囲に沿って配置され、明確で簡単に除去できるマークを作成します。断面が大きいため、スムーズな流れが促進され、美観があまり重視されない平らなコンポーネントや中程度の厚さのコンポーネントに適しています。
特別な樹脂は必要なく、その単純な形状により工具コストが削減されます。
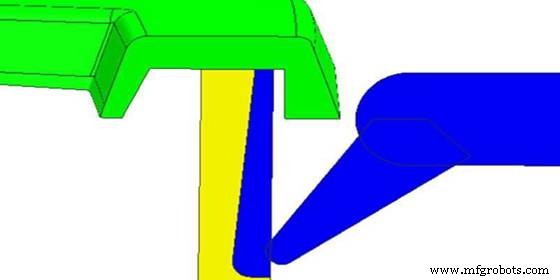
3.海底 (トンネル) ゲート
サブマリン ゲートはパーティング ラインの下に配置され、キャビティに下から供給され、突き出し時の自動トリミングが可能になります。狭いチャネルにより溶融体積が制限されるため、小型の精密部品に最適です。
大きな部品に使用すると、サイクル時間が長くなり、せん断に関連した表面欠陥が発生する可能性があります。
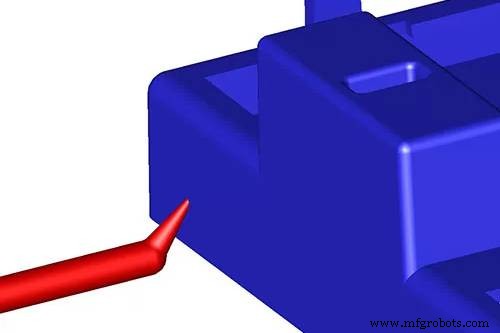
4.カシュー ゲイツ
クルミのような形をしたカシュー ゲートは、従来のトンネルではアクセスできない狭い領域や不規則な領域に到達します。湾曲した形状では、部品の取り外し時の歪みを避けるために慎重な設計が必要です。
カシュー ゲートは特定の樹脂に限定されないため、複雑な形状にも多用途に使用できます。
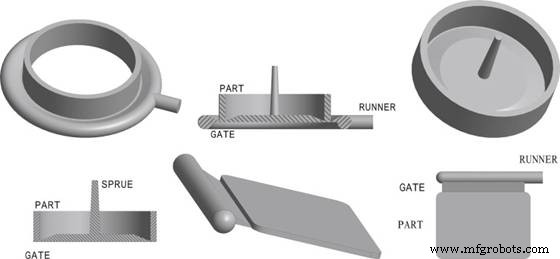
5.ダイヤフラム ゲート
ダイヤフラム ゲートはゲートの下から先細りになっており、角のある部品のウェルド ラインを最小限に抑えます。大きなコンポーネントに均一な流れを提供し、ほとんどの種類の樹脂でうまく機能します。
温度、速度、圧力を制御することで、ダイヤフラム ゲートは滑らかな表面を実現し、欠陥を減らします。
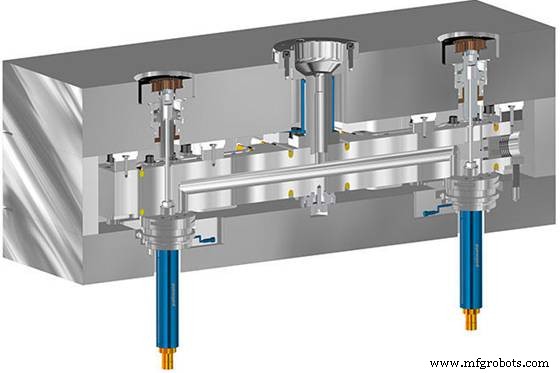
6.ホットランナー バルブ ゲート
ホットランナー システムでは、バルブ ゲートが溶融物を一定の温度と圧力に保ちます。格納可能なピンが流れを調整します。ピンを引くと溶融物が放出され、ピンを押し戻すと余分な分が金型内に押し戻され、ゲートの蓄積が防止されます。
この正確な制御により効率が向上し、複数のゲートを独立して管理できるようになります。
7.ホットランナー サーマル ゲート
サーマル ゲートはバルブなしで機能し、パーティング ラインのすぐ上にあります。流れが停止すると、残った溶融物は「コールド スラグ」を形成し、次の射出開始時にキャビティに溶け込み、ゲート トリミングが不要になります。
幅広い樹脂と互換性があり、大量高速生産に特に有利です。
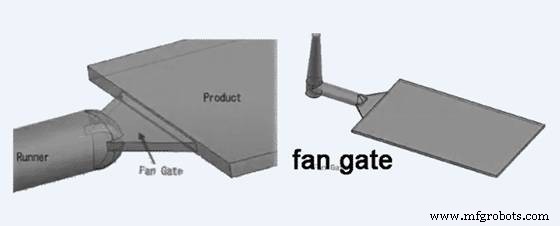
8.ファンゲート
ファン ゲートは、大きく広がる開口部を備えており、大きな部品や平らな部品全体で均一な厚さを確保します。その設計は方向性応力とフローマークを軽減し、ポリカーボネートやその他の高透明プラスチックに最適です。
9.ピンゲート
ピン ゲートは小さく、多くの場合、金型の B 側のエジェクター ピンの近くに位置します。ゲート サイズは小さくなりますが、大きなランナーが必要になるためスクラップが増加する可能性があるため、特定のマルチプレート金型に最適です。
ゲートを選択するときは、次の重要な要素を考慮してください。
ゲートの配置
均一な流れを促進し、空隙を最小限に抑えるために、最も深い断面にゲートを配置します。パーツの完全性を損なう可能性がある高応力領域の近くにゲートを配置しないでください。
ゲート サイズ
せん断加熱と流動圧力のバランスがとれたゲート寸法を選択してください。小さすぎるとせん断力が増加しますが、大きすぎると過度の圧力スパイクが発生する可能性があります。
部品の形状と仕上げ
ゲートの設計を部品の形状および必要な表面品質に合わせます。たとえば、カシュー ゲートは、滑らかな仕上げが必要な小さくて複雑な部品に最適です。
よくある質問
ゲートをどこに配置する必要がありますか? 最適な流れを確保し、応力を軽減するために、金型の片側の最も深いセクションに取り付けます。
射出成形の基本的な手順は何ですか? クランプ → 射出 → 冷却 → 排出。
典型的な欠陥は何ですか? ゲート設計またはプロセス パラメータが最適ではない場合、ヒケ、フロー ライン、反り、層間剥離、ショート ショット、ジェッティングが発生する可能性があります。
産業技術