


封筒
背景
封筒は、紙または同様の材料で作られた平らで柔軟な容器であり、単一の開口部と、開口部を覆うことができるフラップがあります。封筒は通常、フラップの領域を濡らすことによって密封されます。一部の封筒は金属製の留め具で密封されています。他のものは、封筒に取り付けられた平らな円形の段ボール片を包む紐で密封されています。封筒の最近の開発は、プラスチックの薄いストリップです。これは、湿らせる必要のない接着剤でフラップの領域を明らかにするために除去されます。
封筒はほとんどの場合長方形ですが、さまざまなサイズで存在します。使用される主な2つのスタイルは、長辺に開口部があるバンカー封筒と、短辺に開口部があるポケット封筒です。米国では、標準サイズは3.5 x 6インチ(89 x 152 mm)から10 x 13インチ(254 x 330 mm)の範囲です。ヨーロッパでは、サイズは3.2 x 4.5インチ(81 x 114 mm)から11 x 15.75インチ(280 x 400 mm)の範囲です。英国ではサイズが多少異なり、最も一般的なのは1.25 x 8.625インチ(108 x 219 mm)です。
一部の封筒には、内側のシートに書かれた住所が見えるように、前面に1つまたは複数の窓が切り込まれています。これらの窓は透明な素材で覆われている場合があります。
歴史
封筒の最初の祖先は、5000年または6000年前に古代バビロニア人によって使用されました。メッセージは粘土板に書かれ、それはそれらを固めるために焼かれました。次に、錠剤をさらに粘土で覆い、再度焼いた。内側のタブレットは、メッセージのセキュリティを確保するために、粘土の外側の層を壊して開くことによってのみ明らかにすることができました。
真の封筒は、紙が発明されてからずっと後になるまで存在しませんでした。最も古い形の紙はパピルスで、少なくとも紀元前3000年に古代エジプト人によって最初に製造されました。 パピルスは、水生の草が茂った植物(Cyperus papyrus)の木質の茎の中にある繊維状の物質から作られました。 この材料の長いストリップを並べて配置し、最初のストリップに対して直角に別のストリップの層で覆いました。二層で形成されたシートを湿らせ、プレスし、乾燥させ、平らにし、そして再び乾燥させた。得られたパピルスは、適切に作られた場合、真っ白で、しみや汚れがありませんでした。優れた筆記具であるパピルスは、古代エジプト人、ギリシャ人、ローマ人、アラブ人によって広く使用されていました。他の植物源から作られた紙が中国から世界の他の地域に届くまで、それは使われ続けました。一部のパピルスは、12世紀までヨーロッパで使用されていました。
葦と米で作られた初期の中国の紙は、紀元前1200年<小>までさかのぼります。 現代の紙に似た優れた種類の紙は、105年頃に最初に作られました。蔡倫という名の裁判所の役人によると、この改良された紙は、桑や他の木質繊維、麻、ぼろきれ、そして漁網。製紙は東から西にゆっくりと広がり、751年までに中央アジアに、793年までにバグダッドに到達しました。14世紀までに、ヨーロッパ中に、特にスペイン、イタリア、フランス、ドイツにいくつかの製紙工場がありました。 1450年代の印刷機の開発により、紙の需要が大幅に増加しました。
紙の封筒の初期の歴史は知られていない。中国では、非常に早い時期に紙がメッセージの折り返しに使用されていた可能性があります。それらはスペインとフランスで使用され始めた17世紀までヨーロッパに現れませんでした。その時まで、メッセージは単に折りたたまれて封印されていました。今日でも、一部の文房具は、封筒なしで折りたたんで郵送するように設計されています。
綿と麻のぼろきれは、19世紀初頭に木材に置き換えられるまで、紙を作るために使用された主な原材料でした。ほぼ同時に、手作業による製紙が製紙機械に取って代わられ始めました。新興の封筒業界は、カール・マルクスの著書 Das Kapital で注目されています。 1867年。封筒メーカーは、マルクスの時代の1時間あたり3000枚の封筒から、20世紀後半の1時間あたり5万枚以上の封筒へと、生産速度を上げ続けました。 1990年代後半までに、米国では毎年約2,000億枚の封筒が作成されました。
原材料
ほとんどの封筒は紙で作られています。一部の大きくて丈夫な封筒は、ポリエチレンなどの合成素材で作られています。ポリエチレンは、石油由来のエチレンを原料としたプラスチックです。
ほとんどの封筒に使用される紙は木から作られています。現代の技術は、木がほとんどすべての種類の木から来ることを可能にします。正式な招待状を囲むために使用されるような非常に高品質の封筒を作成するために使用される紙は、部分的または完全に綿またはリネンで作成される場合があります。一部の封筒は、フィリピンで見つかった植物の葉からの繊維であるマニラから作られ、強い黄色がかった紙を生成します。しかし、ほとんどのいわゆるマニラ封筒は、本物のマニラにしか似ていない木から作られた紙でできています。
封筒に塗布される接着剤には、2つの基本的なタイプがあります。消費者によって密封されるフラップに塗布される接着剤は、通常、ガムです。典型的な天然ガムは、アカシアの木によって生成される物質に由来するアラビアガムです。合成ガムは、砂糖の発酵によって生成されるデキストランに由来することがよくあります。封筒の残りの部分を保持する接着剤は、より強く、より永続的でなければなりません。この接着剤は、多くの場合、トウモロコシ、小麦、ジャガイモ、米、およびその他の植物から得られるデンプンに由来します。
一部の封筒に取り付けられている留め具は、アルミニウムまたは他の金属でできています。他の封筒に取り付けられている紐は、綿または他の繊維でできています。一部の封筒の窓を覆う材料は通常ポリスチレンです。ポリスチレンは、石油の誘導体であるスチレンから作られたプラスチックです。
製造
プロセス
木材パルプの製造
- 1機械的方法を使用して木材をパルプに変換できますが、これにより、新聞や同様の製品に使用される比較的弱い紙が生成されます。封筒に使用することを目的とした紙は、化学的手段によって得られたパルプから作られています。
- 2木材をパルプにするために使用される最も一般的な化学的方法は、クラフトパルプ化として知られています。木の破片は、蒸解缶と呼ばれる大きな密閉容器に入れられます。蒸解缶には、水酸化ナトリウムと硫化ナトリウムの強アルカリ性溶液が含まれています。混合物は、約116ポンド/平方インチ(800キロパスカル)の圧力で、約2時間半から2時間、320〜356°F(160〜180℃)の温度に加熱される。
- 3得られたパルプを漂白するためのさまざまな方法が存在します。漂白は、紙に茶色を与える木材パルプに含まれる物質であるリグニンを除去します。一般に、漂白には、パルプをリグニンと反応する一連の酸化性化学物質と混合することが含まれます。各混合後、処理されたリグニンを除去するアルカリ性溶液でパルプを洗浄します。
- 4紙の明るさ、不透明度、滑らかさを向上させるために、パルプにフィラーが添加されています。典型的なフィラーはカオリンとして知られている粘土です。パルプにしばしば添加される他の化学物質には、紙をより強くするためにさまざまなデンプンまたはガムが含まれます。ロジン(松の木に由来する物質)とミョウバン(硫酸アルミニウム)は、しばしばサイザーとして追加されます。サイジングにより、紙の吸収性が低下します。
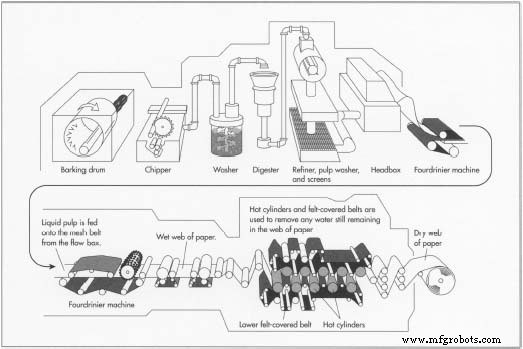 封筒の製造に使用されるほとんどの紙は、木材から作られています。木材は機械的または化学的に処理されてパルプが生成され、メッシュスクリーニングに注がれ、ローラーを通して圧搾されて水分が除去されます。形成された紙のシートは、紙をさらに乾燥させる一連の加熱されたシリンダーを通って移動します。その後、シートはリールに巻かれます。封筒にインクで書かれた住所が流れたりぼやけたりしないようにします。
封筒の製造に使用されるほとんどの紙は、木材から作られています。木材は機械的または化学的に処理されてパルプが生成され、メッシュスクリーニングに注がれ、ローラーを通して圧搾されて水分が除去されます。形成された紙のシートは、紙をさらに乾燥させる一連の加熱されたシリンダーを通って移動します。その後、シートはリールに巻かれます。封筒にインクで書かれた住所が流れたりぼやけたりしないようにします。
紙を作る
- 5密度の均一な紙を作るために、パルプを水に加えて非常に希薄なスラリーを形成します。スラリーは移動するメッシュスクリーンにポンプで送られます。このスクリーンは、金属またはプラスチックの非常に細いワイヤーで構成されています。水はメッシュの小さな開口部から排出され、スラリーから湿った材料のシートを形成します。メッシュの下で急速に回転するローラーが吸引力を生み出します。これは、混合物からより多くの水を除去する部分的な真空です。
- 6シートは、羊毛と合成繊維を含むフェルトで作られたベルト上を移動します。フェルトは水を吸収し、シートがローラー間を移動するときにシートが損傷するのを防ぎます。これにより、より多くの水が絞り出されます。次に、シートは綿やその他の繊維を含むフェルトで作られたベルトに移動します。この軽いフェルトは、シートが一連の蒸気加熱ローラーの周りを移動するときに水蒸気を逃がします。シートを乾燥させるには、40〜70個ものローラーが必要になる場合があります。
- 7乾燥したシートは、カレンダーと呼ばれるローラー間を移動して滑らかになります。その後、大きなリールに巻かれます。製紙プロセスのバリエーションにより、さまざまな坪量の紙が製造されます。紙の基本重量は、24 x 36インチ(610 x 914 mm)のサイズにカットされた480枚の連の重量(ポンド単位)です。封筒用紙の坪量は通常16〜40で、坪量は24が一般的です。他の多くの種類の紙は、作成後にコーティングされますが、封筒の紙は通常、コーティングされていません。
封筒の作成
- 通常220ポンド(100 kg)の重さの8巻の紙が、封筒工場に到着します。紙は、封筒を作成する自動機に入る前にカットする必要がある場合があります。または、ロールから直接マシンに送られる場合があります。機械の外側でカットする場合は、最初にシャープでカットします
 通常220ポンド(100 kg)の重さの紙のロールは、自動化された機械に入る前にカットされます。封筒を作るか、ロール紙から直接機械に送ります。カットしたら、シートを積み重ねてブランクにカットします。ブランクは、フラップを開いて平らに置いた封筒の形をしています。ブランクは一般的にダイヤモンドのような形をしており、無駄を最小限に抑えるようにシートから切り取られます。ロールが直接機械に供給される場合、それは鋭い刃で非常に速く紙をブランクにカットします。機械はまた、非常に速いペースでブランクを封筒に折ります。封筒を一緒に保持する場所にも強力な接着剤が塗布されます。消費者によって密封されるフラップには、より弱い接着剤が塗布されます。次に、機械はブランクを折りたたんで封筒を形成します。完成した封筒は段ボール箱に入れられ、小売店に発送されます。適切なサイズのシートにブレード。次に、シートはさらに切断するために大きな山に積み重ねられます。次に、強力なブレードがシートの山をブランクにカットします。ブランクは、フラップを開いて平らに置いた封筒の形をしています。ブランクは一般的にダイヤモンドのような形をしており、無駄を最小限に抑えるようにシートから切り取られます。ロールが直接機械に供給される場合、それは鋭い刃で非常に速く紙をブランクにカットします。
通常220ポンド(100 kg)の重さの紙のロールは、自動化された機械に入る前にカットされます。封筒を作るか、ロール紙から直接機械に送ります。カットしたら、シートを積み重ねてブランクにカットします。ブランクは、フラップを開いて平らに置いた封筒の形をしています。ブランクは一般的にダイヤモンドのような形をしており、無駄を最小限に抑えるようにシートから切り取られます。ロールが直接機械に供給される場合、それは鋭い刃で非常に速く紙をブランクにカットします。機械はまた、非常に速いペースでブランクを封筒に折ります。封筒を一緒に保持する場所にも強力な接着剤が塗布されます。消費者によって密封されるフラップには、より弱い接着剤が塗布されます。次に、機械はブランクを折りたたんで封筒を形成します。完成した封筒は段ボール箱に入れられ、小売店に発送されます。適切なサイズのシートにブレード。次に、シートはさらに切断するために大きな山に積み重ねられます。次に、強力なブレードがシートの山をブランクにカットします。ブランクは、フラップを開いて平らに置いた封筒の形をしています。ブランクは一般的にダイヤモンドのような形をしており、無駄を最小限に抑えるようにシートから切り取られます。ロールが直接機械に供給される場合、それは鋭い刃で非常に速く紙をブランクにカットします。 - 9マシンは、ブランクを封筒に変換するために必要なすべての操作を非常に速いペースで実行します。必要に応じて窓を切ります。窓に透明なカバーが必要な場合は、窓の周りに強力な接着剤を塗布します。次に、透明な素材をカットして所定の位置に接着します。封筒を一緒に保持する場所にも強力な接着剤が塗布されます。消費者によって密封されるフラップには、より弱い接着剤が塗布されます。次に、機械はブランクを折りたたんで封筒を形成します。オプションの印刷または留め具が適用されます。完成した封筒は段ボール箱に入れられ、小売店に発送されます。
品質管理
最新の封筒製造は高度に自動化されており、ほとんどの場合、信頼できる製品になります。定期的なテストは必要ありませんが、品質を保証するために特定の要素がチェックされます。工場に到着した紙は、正しい重量であることを確認するために検査されます。非常に少数のサンプル封筒をチェックして、正しい形状とサイズであり、接着剤が正しい場所に塗布されていることを確認します。封筒に表示される印刷は、正しい位置、正しい色で、印刷エラーがない状態である必要があります。封筒に窓を切る場合は、正しい寸法で正しい位置にある必要があります。
未来
封筒のデザインに大きな変更は予想されていませんが、紙の製造方法に革新が見られる可能性があります。製造業者は、より効率的で、より安価で、汚染の少ない紙を作る方法を常に模索しています。遺伝子工学は、樹木がより速く成長し、パルプの生産により適した木材を生産する結果となる可能性があります。最近も続く傾向として、封筒などの紙製品の原料として再生紙の利用が増えています。
製造プロセス