


断熱ボトル
背景
断熱ボトルの発明以来、高温の液体を高温に保ち、低温の液体を低温に保つ方法の問題はありませんでした。より大きな問題は、それがどのようにそれを行うのかということでした。答えはこれです:フォームまたは真空パッキングを使用することによって。断熱ボトルには、目に見える以上のものがあります。私たちが1つの頑丈なコンテナと見なしているのは、実際にはコンテナ内のコンテナであり、外側のコンテナの内壁と内側のコンテナの外壁の間に泡または真空があります。泡で詰められた容器は冷たい液体を冷たく保ち、真空で詰められた容器は熱い液体を熱く保ちます。この方法は1900年代初頭から非常に効率的であることが証明されています。これは、アスリート、旅行者、キャンパー、ハイカーなど、外出先で液体を飲む必要がある人や、一度喉が渇いた普通の忙しい人に断熱ボトルが人気がある理由を説明しています。少しの間。多くの哺乳瓶も断熱されています。
歴史
ガラス製の最初の既知のボトルは、紀元前1500年頃に製造されました。 エジプト人によって。ボトルは、砂と粘土のコアの周りに溶融ガラスを配置することによって形成されました。次に、ガラスが冷えたらコアを掘り出しました。ボトルを作るプロセスは時間がかかり、複雑だったので、古代エジプトでは贅沢品と見なされていました。紀元前200年までに<小> 、ガラス瓶は、溶融ガラスを型に吹き込む方法を使用して、中国、ペルシャ、およびエジプトで製造されていました。ローマ人は後にこの同じ方法を採用し、その技術は1400年代から1500年代にかけてヨーロッパ中に広まりました。米国で最初のボトルおよびガラス製造工場は、1608年にバージニア州に設立されました。
ガラス瓶の新しいバリエーションは、1800年代までに表面化し始めました。たとえば、哺乳瓶は1841年に特許を取得しました。ただし、このコンセプトは新しいものではありませんでした。古代では、赤ちゃんは2つの開口部のある壷を使用して授乳されていました。 1つの開口部は液体をボトルに注ぐことを可能にし、2番目の開口部は赤ちゃんの口に入れられました。 16世紀の哺乳瓶はアヒルに似ていました。赤ちゃんはくちばしを通して餌を与えられました。ガラスブロワーのジョンL.メイソンは、1858年にねじ式キャップ付きの最初のガラス瓶「今では有名なメイソンジャー」を考案しました。また、1800年代半ばに、ハービーサッチャー博士がガラス牛乳瓶を考案しました。コカ・コーラカンパニーは、1915年に最初のソーダポップボトルを発表しました。他のいくつかのブランドもそれに続き、それぞれが独自の形状のボトルを使用していました。ソーダのボトルの形状は、1934年以降、テクノロジーによって企業が恒久的な色、つまり企業名とロゴをボトルに焼き付けることができるようになったときに標準化されました。
ボトル製造プロセスは、1865年にプレスおよびブロー機の導入により最初に自動化されました。さまざまな種類のガラス瓶や瓶を作るための最初の全自動機械は、1903年まで登場しませんでしたが、オハイオ州トレドのランプ煙突会社Michael J. Owensの従業員が、Owensボトル機械を商用利用しました。オーエンスボトルマシンは、ガラスボトルの安価で大規模な生産を可能にすることで業界に革命をもたらしました。クラウンボトルキャップとともに、大規模な炭酸飲料業界にも拍車をかけました。 1920年までに、ほとんどのボトルはオーエンスのマシンまたはオーエンスの発明をモデルにしたマシンで製造されていました。 1940年代初頭、メーカーはブロー成形機を使用してペットボトルを製造し始めました。ブロー成形は、プラスチック樹脂の小さなペレットを加熱し、製品の形をした型に強制的に打ち込むプロセスです。製品が冷えると、型の形になります。最初のペットボトルは絞ることができ、ポリエチレンでできていました。アメリカの芸術家アンドリュー・ワイエスの親戚であるナット・ワイスは、デュポン社の炭酸飲料を入れるのに十分な強度の最初のペットボトルを考案しました。
最初の断熱ボトルは、1896年に英国の科学者サージェームズデュワーによって設計された可能性があります。1892年にデュワーは現在も使用されている特別なフラスコを発明し、その名前で彼に帰した。デュワーは、あるボトルを別のボトルの中に密封し、それらの間の空気を送り出すことによって、断熱ボトルを作成しました。これにより、効果的な絶縁体である真空が作成されました。しかし、デュワーは彼の発明の特許を取得したことはありません。デュワーズの発明を販売することを決定したのは、デュワーズのためにボトルを作ったドイツのガラスブロワーラインホルトブルガーと彼のパートナーであるアルバートアシェンブレナーでした。バーガーとアシェンブレナーは、デュワーズのデバイスに名前を付けるコンテストを開催しました。ミュンヘンの住人は、ギリシャ語の threm から魔法瓶という名前を提案しました。 これは暑いという意味です。グスタフ・フォン・パーレンとともに、バーガーとアシェンブレナーはデュワーズの発明を製造する会社を設立し、それをサーモスGmbHと呼んだ。
パーレン、バーガー、アシェンブレナーは、ベルリンでアメリカ人実業家ウィリアムB.ウォーカーと出会った同じ年の1906年まで、今では有名な魔法瓶の名前を登録しませんでした。ウォーカーは彼らの発明を知り、米国で独占的な製造およびマーケティングの権利を取得しました。 American Thermos Bottle Companyは、1907年1月31日にメイン州ポートランドで設立され、ニューヨーク州ブルックリンで生産を開始しました。魔法瓶断熱ボトルは、すぐに全米で人気を博しました。有名なユーザーにはタフト大統領が含まれます。探検家中尉E.H.南極に連れて行ったシャッケルトと北極に連れて行ったロバート・E・ピアリー中尉。モンバサへの遠征中のルーズベルト大佐。アフリカのコンゴへの旅行中のリチャードハーディングデイビス。熱気球に乗ったツェッペリンを数えます。そして、最初の飛行機でも空に連れて行ったライト兄弟。
 コネチカット州ノーウィッチのAmericanThermos BottleCo。製のガラス張りアルミニウム製魔法瓶、1915年。 (ミシガン州ディアボーンのヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
コネチカット州ノーウィッチのAmericanThermos BottleCo。製のガラス張りアルミニウム製魔法瓶、1915年。 (ミシガン州ディアボーンのヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
この1915年のガラス張りのアルミニウム製魔法瓶は、1907年頃にコネチカット州ノーウィッチで設立されたAmerican Thermos Bottle Companyの初期の製品でした(後にKing Seeley ThermosまたはKSTに改名されました)。魔法瓶という名前は、断熱ボトルの代名詞です。 KSTが設立されて以来、屋外労働者、特に建設作業員は、このようなボットを仕事に連れて行ってきました。労働者の回想は、コーヒー用の真空シールボトルを購入したとき、または儀式的に手渡されたときに、彼らが本当に労働者の一部であると感じることがよくあることを明らかにすることがあります。
学校の子供たちも毎年新しいお弁当や魔法瓶を求めています。ランチボックスメーカーのAloddinと競合他社のKSTは種類を売りたいと考えていたため、彼らのアーティストは学校のランチボックス(最初は金属製、後でプラスチック製)と真空シールボトルの芸術性とグラフィックを変更する定期的なドリルを開始しました。 1950年から1970年にかけて、ホパロングキャシディからピーナッツまで、1億2000万個以上の子供用弁当箱とそれに付随する真空シールボトルが販売されました。それはそれらのボトルにたくさんのチョコレートミルクですlもちろん、それはホットチョコレートかもしれません-冗談は、真空シールボトルがどのようにインテリジェントであるかを誰も理解できないということです-真空シールボトルはいつ冷たい液体を冷たく保ち、熱い液体を熱く保つために?
ナンシーEVブリック
原材料
断熱ボトルの製造に使用される主な原材料は、外側のカップを形成するプラスチックまたはステンレス鋼と、内側のカップを形成することが多いガラスです(内側のカップも形成される場合があります) 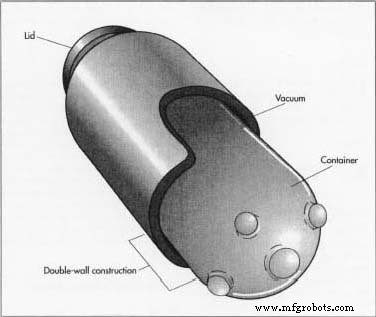 組立ラインプロセスでは、成形されたアウターカップにインナーライナーが取り付けられます。工場外で製造されたガラスフィルター、またはステンレス鋼のシートから打ち出されたステンレス製のスチルフィルターが、外側のカップの内側に配置されています。 ステンレス鋼から)。冷たい飲み物用の断熱ボトルは、しばしば泡で裏打ちされています。
組立ラインプロセスでは、成形されたアウターカップにインナーライナーが取り付けられます。工場外で製造されたガラスフィルター、またはステンレス鋼のシートから打ち出されたステンレス製のスチルフィルターが、外側のカップの内側に配置されています。 ステンレス鋼から)。冷たい飲み物用の断熱ボトルは、しばしば泡で裏打ちされています。
製造
プロセス
フォーム
- 1泡は液体の化学ボールの形で工場に到着します。これらのボールは一緒に配置され、熱を発生する化学反応を形成します。
- 2液体混合物は、23.9〜26.7°C(75〜80°F)までわずかに加熱されます。
- 3反応が完了したら、混合物をわずかに冷却し、液体の泡を形成します。
ボトル
- 4アウターカップが形成されます。アウターカップがプラスチック製の場合、ブロー成形と呼ばれるプロセスで製造されます。ブロー成形では、プラスチック樹脂の小さなペレットが加熱され、希望の形状の型に強制的に吹き込まれます。アウターカップがステンレス鋼でできている場合、それはステンレス鋼のシートから形に打ち砕かれます。
- 5組立ラインプロセスでは、形成されたアウターカップにインナーライナーが取り付けられます。工場外で製造されたガラスフィルター、またはステンレス鋼のシートから打ち出されたステンレス製のスチルフィルターが、外側のカップの内側に配置されています。
- 6次に、断熱材を追加します。冷間絶縁ボトルの場合、液体の泡がカップ間のスペースにスプレーされ、硬化します。断熱ボトルの場合、大型の真空機が2つのカップの間のスペースから空気を吸い込みます。
- 7シリコンシールコーティングがカップにスプレーされ、カップを一緒に保持して単一のユニットを形成します。
- 次に、8本のスチールボトルが塗装されます。
- 9各ボトルに会社のロゴをパッド印刷するか、会社名のステッカーをボトルに貼ります。パッド印刷は、素材上ではなく、素材に永久的なスタンプを作成します。
- 10断熱ボトルは品質検査に合格した後、包装されて出荷の準備が整います。
トップ
- 11ボトルと同様に、断熱ボトルの上部はブロー成形されています。上部にストッパーがある場合(多くの断熱ボトルには、キャップから上に引き上げることができるストッパーがあります。液体はストッパーの小さな穴を通って流れます)、それもブロー成形されます。
- 12ストッパーに小さなホールドが打ち込まれ、液体がストッパーを通過できるようにします。
品質管理
多くの断熱ボトルは、厳格で徹底的な品質管理検査を受けています。オンライン品質検査に加えて、会社は完成品の外観上の欠陥をテストし、軍用規格105Eで規定されている保温および漏れテストを適用する場合があります。企業は、Macbeth照明システムと呼ばれる特別な照明システムを採用することもできます。これは、塗料の色を視覚的に検査して、企業のプロトタイプと一致することを確認するのに役立ちます。ボトルを作る前に、フォーム自体も、上昇量、密度、混合時の温度、粘度、ボイド、および変色について厳密なテストを受ける場合があります。
未来
新しい断熱ボトルのデザインは常に導入されています。デザインは、人口のニーズと関心に合わせて調整され、配色などの化粧品の革新は、消費者の好みに合わせて変更されます。断熱ボトル事業を行っていない多くの企業は、名前が記載されたウォーターボトルを販売または配布しています。ユーザーは、断熱ボトルを通りに運ぶたびに無料の広告を提供することを知っています。断熱ボトル会社は、アジア、メキシコ、南米、アフリカ、中東などの地域を対象に、国際市場にもさらに拡大しています。
製造プロセス
- VMCマシニングとは何ですか?
- 高生産スイス加工に関する考慮事項
- Eastmanが再利用可能なスポーツボトルの消費者調査について話し合います。持続可能性の側面
- HDPEは、ブロー成形されたボトルとコンテナのパフォーマンスの段階的変化を表します
- ボトルの射出延伸および押出ブロー成形および射出成形用のPPSU
- 「最初の」生分解性ウォーターボトルの生産をサポートする独占契約を結んだCove&RWDC Industries
- ブロー成形:「コラボレーティブ」ボトルパレタイザー
- WIHA32084スロットおよびフィリップス絶縁スクリュードライバーセット
- Wiha8ピース断熱PicoFinishスクリュードライバーセット32088
- ボトルに入った予測メッセージ:古くからのプロセスへの最新のアプローチ
- 最新のワイン製造技術が 150,000 本を超えるシャブリの生産に貢献