


ハープ
背景
ハープは、両側が開いた三角形のフレームで構成された楽器で、弾くことによって演奏されるさまざまな長さの一連の弦が含まれています。弦の長さによって、音の高低が決まります。現代のコンサートハープは、高さが約70〜75インチ(1.8〜1.9 m)、幅が約40インチ(1 m)、重さが約70〜90ポンド(32〜41 kg)で、47本の弦があります。長さは数インチから数フィートです。
ハープに似た小さな楽器には、同じ長さで太さと張力が異なる弦を持つリラが含まれます。片側だけが開いているフレームを持つプサルタリー。そして、ダルシマーは、プサルタリーに似ていますが、弦を弾くのではなく、ハンマーで叩くことによって演奏されます。
歴史
初期のハープはおそらく狩猟用の弓から発達し、湾曲した木製の胴体の端に取り付けられたいくつかの紐で構成されていました。約5000年前にエジプトで使用されたハープは、この種の体に小さな木製のペグで取り付けられた6本の弦で構成されていました。紀元前2500年<小> 、ギリシャ人は、斜めに出会った2つのまっすぐな木片に取り付けられた紐で構成される大きなハープを使用しました。
9世紀までに、三角形の木製フレーム内にワイヤーストリングを囲むフレームハープがヨーロッパに登場しました。それらはかなり小さく[高さ2-4フィート(0.6-1.2メートル)]、特にケルト社会で旅行ミュージシャンによって使用されました。伝統音楽の多くの演奏者(通常、ハープ奏者ではなくハープ奏者として知られています)は、今日でもこのタイプの楽器を使用しています。
これらのハープが臨時記号を演奏できないこと(弦がチューニングされた音階の音よりもハーフトーン高いまたは低い音)は、多くの実験につながりました。ハープは臨時記号を演奏するために余分な弦で作られました。1列の弦の数を増やすか、最初の列と平行に2列目の弦を追加して二重に張られたハープを形成します。ウェールズでは、いくつかのハープには3列の弦がありました。
一部のハープメーカーは、弦の数を増やす代わりに、弦の長さを変更してピッチを調整するメカニズムを考案しました。 17世紀の終わりまでに、オーストリアのチロル地方では、必要に応じて弦を短くするためにフックが使用され、各弦から2つの音符が提供されました。 1720年、Celestin Hochbruckerは、これらのフックを制御するために7つのペダルを追加しました。 1750年、Georges Cousineauはフックを金属板のペアに置き換え、ペダルの数を2倍にして、弦ごとに3つの音を生成しました。
1792年、セバスチャン・エラールは金属板を2つのスタッドを備えた回転する真ちゅう製のディスクに交換しました。各スタッドは、ディスクが回転したときにフォークのように弦をつかみました。彼はまた、それぞれ3つの異なる位置を占めることができるペダルを考案することにより、ペダルの数を7つに戻しました。エラールのデザインは、今日でも現代のコンサートハープで使用されています。 19世紀後半から20世紀にかけて、アメリカのハープ製造会社であるリヨンとヒーリーによってハープ製造に革新がもたらされました。これらの革新には、ハープのステーブバックとサウンドチャンバーの再設計が含まれていました。
原材料
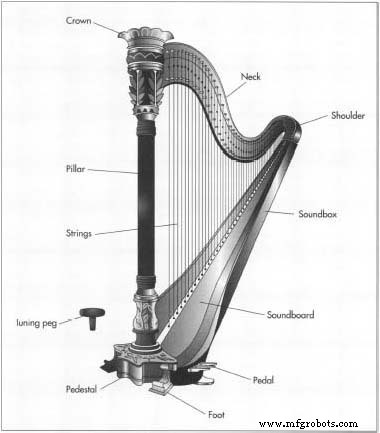
ハープは基本的に大きな木製の三角形で、通常は主にカエデでできています。三角形の正面の垂直面は、柱または前柱として知られています。三角形の上部の湾曲した側面は、ネックと呼ばれます。三角形の3番目の辺はボディとして知られています。ホワイトメープルは、弦のストレスに耐えるのに十分な強度があるため、これらの3つの側面に最適な木材です。本体に収められ、弦の音を増幅するサウンドボードは、通常、トウヒで作られています。スプルースは、軽くて強く、しなやかで、きめが細かく、弦の振動に均一に反応して、豊かでクリアな音を出すために使用されています。センターストリップと呼ばれるサウンドボードの中央は、弦のベースに取り付けられており、通常はブナで作られています。ブナは弦の張力に耐えるだけの丈夫さがあるので使われています。
弦が取り付けられているハープの首の湾曲したプレートは真鍮で作られています。弦の長さを制御するディスクも真鍮で、ディスクを制御するペダルも同様です。これらの外部金属部品は、外観と変色を防ぐために金でメッキされていることがよくあります。ペダルをディスクに接続するアクションと呼ばれる複雑な内部メカニズムは、真ちゅうとステンレス鋼でできており、ワッシャーなどの一部の部品はナイロンなどの硬質プラスチックでできています。
ハープの弦は、鋼、腸(羊の腸に由来)、ナイロンなど、さまざまな素材で作られています。それぞれの素材には異なる特性があり、特定の長さの弦に適しています。
ハープの表面は、エボニーやマホガニーなどのさまざまな色の透明なラッカーや木の染みで処理することができます。また、クルミやアボディレ(淡黄色の西アフリカの木)などの装飾用の木材をはめ込むこともできます。いくつかのハープは23カラットの金箔で金メッキされています。響板はペンキまたは金の移し絵で飾られるかもしれません。
デザイン
それぞれのハープはユニークな芸術作品です。ハープのデザインは、演奏者のニーズによって異なります。従来のハーパーには、レバーで制御される弦を備えた小型で軽量の楽器が必要です。古典的なハープ奏者は、ペダルで制御される弦を備えたはるかに大きな楽器を必要とします。ハープのエクステリアデザインは、自然な仕上がりのシンプルな曲線から、抽象的な幾何学的なデザインからロマンチックな花のディスプレイまで、さまざまな装飾が施された複雑な彫刻までさまざまです。
製造
プロセス
木製部品の製造
- 1トウヒ、カエデ、ブナ、およびその他の木材のボードは、ハープメーカーによって受け取られ、検査されます。ハープの粒と自然な仕上がりを完璧に調和させるために、同じ木からのすべての木の板を一緒に受け取ることができます。その後、ボードは約6か月間保管され、将来の割れやひび割れの問題を回避するために、地域の気候に合わせて調整されます。
- 2パワー木版画機は、ボードを必要な部分の大まかな近似にカットします。これらの作品のより詳細な成形は、手持ちの木版画ツールを使用して行われます。ハープメーカーは一連の見習いで彼らの技術を学びます。新しい労働者はハープのベースを構築し、次にボディとサウンドボードを構築するために必要なスキルを学びます。最も経験豊富なハープメーカーだけがコラムとネックに取り組んでいます。木の多くの薄い層は、無垢材よりも強い木製の部品を形成するために圧力下で一緒に接着されます。その後、さまざまな木製部品が保管され、組み立てが行われます。
金属部品の製造
- 3金属加工業者は、さまざまな動力と手持ちの工具を使用して、真ちゅうと鋼をハープの動作を構成するために必要な約1,500個の部品に成形します。一部の単純な部品は、外部メーカーから購入できます。その後、金属部品は組み立てを待つために保管されます。
木製部品の装飾
- 4組み立てる前に、木製のコンポーネントを必要に応じて装飾します。コラム
 現代のコンサートハープは、高さが約70〜75インチ(1.8〜1.9 m)、高さが約40インチ(幅1m)、重さ約70-90 lb(32-41 kg)、長さ数インチから数フィートまでのサイズの47本の弦があります。完成までに数週間かかる複雑なデザインで手彫りされている場合があります。すべての木製パーツは、仕上げの準備のために滑らかに研磨されています。次に、クリアラッカーまたはカラーウッドステインをスプレーします。ラッカーまたはステインを1回塗った後、乾燥させてから、再び滑らかに研磨します。このプロセスは、2週間にわたって最大10回繰り返されます。その後、響板は精巧なデザインで塗装することができます。
現代のコンサートハープは、高さが約70〜75インチ(1.8〜1.9 m)、高さが約40インチ(幅1m)、重さ約70-90 lb(32-41 kg)、長さ数インチから数フィートまでのサイズの47本の弦があります。完成までに数週間かかる複雑なデザインで手彫りされている場合があります。すべての木製パーツは、仕上げの準備のために滑らかに研磨されています。次に、クリアラッカーまたはカラーウッドステインをスプレーします。ラッカーまたはステインを1回塗った後、乾燥させてから、再び滑らかに研磨します。このプロセスは、2週間にわたって最大10回繰り返されます。その後、響板は精巧なデザインで塗装することができます。 - 5いくつかのハープには、金色の柱と基部があります。ギルダーは、すべての欠陥を取り除くために未完成の木製部品を紙やすりで磨くことから始めます。ジェッソ(接着剤の特別な混合物)の層が滑らかな木に適用されます。ジェッソが固まった後、粘土の層を塗り、滑らかに研磨します。滑らかな粘土の小さな領域に接着剤が塗布されます。厚さ0.000004インチ(0.1ミクロン)の金箔をブラシで塗ります。 (金は非常に薄いため、人間の手で直接扱うことはできません。)コンポーネント全体が金メッキされるまで、他の小さな領域でこのプロセスが繰り返されます。余分な金は拭き取られ、金箔の別の層が適用されます。金の一部は、磨かれた瑪瑙で作られた道具でそれらをこすることによって、鮮やかな光沢に磨かれます。金を保護するためにクリアラッカーが塗られています。
ハープの組み立て
- 6マスターハープメーカーは、木と金属のコンポーネントを組み合わせてハープを形成する、ゆっくりとした骨の折れるプロセスを開始します。ネック、ボディ、サウンドボード、ベース、コラムのパーツを組み合わせてフレームを形成します。アクションの複雑なメカニズムはコラム内に取り付けられ、ネックの下の真ちゅう製プレートのディスクとベースのペダルに接続されています。弦はネックの真ちゅう製のペグに取り付けられ、ディスクを介して供給され、サウンドボードのセンターストリップに取り付けられます。最初、弦は非常に緩いです。それらはゆっくりと正しいレベルの張力に締められ、正しいピッチに調整されます。
- 7最終検査後、ハープは段ボール箱の中にぴったりと合うフォームに詰められ、購入者に出荷されます。ハープメーカーはまた、ハープを比較的簡単に動かすことができるホイール付きの特別な保護用木製ケースを製造しています。
品質管理
ハープ製造プロセスのすべてのステップでは、品質に細心の注意を払う必要があります。材木に欠陥がないか検査されます。特に、サウンドボードに使用されるスプルースは、その音響特性をテストして、生成されるサウンドの品質を確認します。各木製部品は、マスターハープメーカーによって個別に検査され、仕上げのために滑らかに研磨された後、再度検査されます。金属部品も個別に検査されます。外部から購入したものは、ハープメーカーから提供された設計図と一致するかどうかを検査されます。
弦は、専門のチューナーによって組み立てプロセス中に注意深く調整されます。アクションは、音楽への干渉を避けるために無音であることを確認するためにテストされます。ディスクを保持する真ちゅう製のプレートに約400個の穴を開けて、正確な位置合わせを確実にするためにコンピューター制御装置で穴を開けることができます。ハープメーカーは、プロのミュージシャンに完成したハープをテストして、その音質を確認することを選択できます。
未来
一見矛盾する2つの傾向は、ハープ業界の将来を示唆しています。ケルト音楽への関心の高まりをきっかけに、1、000年前に使用されていたものと同様のハープを使用するミュージシャンが増えています。一方、多くのロックやジャズのミュージシャンは、エレキギターと同じように増幅された音を生成するエレクトリックハープに傾倒しています。これらの傾向にもかかわらず、Sebastientrardによって設計されたものと同様のハープが業界を支配し続ける可能性があります。
製造プロセス