


旋盤でのねじ山の切断手順
旋盤を使って糸を切る方法について話す前に、糸が何であるかを知ることは非常に重要ですか?素人の言葉で言うと、「一連の山と谷」または「らせん状の溝」は、円筒面または円錐面に沿って作成されます。技術的には、円筒または円錐の周りに均一な断面が巻かれたらせん状の尾根として定義されます。スレッドは通常、外部として分類されます。 および内部スレッド 男性と女性のスレッドと呼ばれることもあります。スレッドは、ファスナーとして、またはモーショントランスミッターとして、または回転運動を線形運動に変換するなどに使用されます。
糸に慣れてきたら、旋盤について話しましょう。旋盤とは、材料を取り除いて木や金属などを形作る機械です。旋盤は、旋削、ローレット加工、フェーシングなどのさまざまな操作を実行できます。旋盤では、ワークピースが回転軸に沿って回転し、さまざまな工作機械を使用してワークピースに対してさまざまな操作を実行します。
スレッドの基本的な用語は次のとおりです。
- <図>
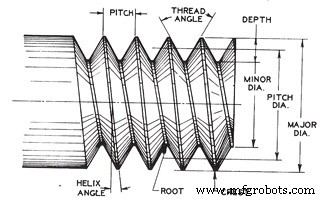
- ピッチ:シリンダーの軸に平行に測定された、あるスレッドの1つのポイントから連続するスレッドの同様の位置にある別のポイントまでの2つのポイント間の距離として定義されます。
- リード:1回転で軸方向にねじ山が移動する距離です。
- 大径:これは、一方の山からもう一方の山まで反対方向に測定された糸の最大直径です。
- 小径:ある根(谷)から別の根まで反対方向に測定された糸の最小直径です。
- 1インチあたりのスレッド数(tpi):名前が示すように、1インチあたりのスレッド数です。糸の横に目盛りを置き、数を数えて測定しています。ピッチの。
- 深さ:円柱の軸に垂直な方向で、山と根の間で測定された距離。
旋盤のねじ山切断手順:
次に、旋盤でのねじ山の切断について説明します。ねじを切るには、まずピッチ、リード、長径、短径、深さを計算します。ねじ山を切削するために使用される一点切削工具は、超硬インサート付きの旋削工具です。次に、次の手順に従います。–
- まず、旋削中心を使用して切削する必要のあるねじの大径までワークを加工します。
- これで、ワークピースがチャックにセットされ、センター間でねじ切りが行われます。チャックは、親ねじでギアリングされているスピンドルに接続されています。スピンドルと親ねじの速度比を適切にするために、クイックチェンジギアボックスが使用されます。
- したがって、必要なスレッドのピッチに応じてクイックチェンジギアボックスを設定します。
- スレッドゲージを使用して、ツールビットをワークピースと直角に設定します。
- コンパウンドとクロスフィードを使用して、スレッディングツールビットをワークピースに向かって移動します。
- 両方のフィードのマイクロメートルをゼロに設定する必要があります。
- 親ねじが回転するため、キャリッジはジョブの1回転あたり所定の距離まで移動します。これは、キャリッジのハーフナットを親ネジにかみ合うように配置することによって行われます。
- 連続するカットを適切にカットするには、ハーフナットまたはスプリットナットを正確に所定の時間にかみ合わせる必要があります。これは、スレッド追跡ダイヤルを使用して行われます。 または段階的なダイヤル。 このダイヤルはキャリッジに取り付けられており、親ねじに取り付けられたウォームギアによって駆動されています。このステップは、スレッドツールの追跡と呼ばれます。
- 目盛り付き文字盤の文字盤は、偶数のフルディビジョンとハーフディビジョンに分割されています。
- スプリットナットがかみ合っておらず、親ねじが回転している場合は、ねじ山も回転します。
- これで、ねじ山の数が偶数の場合、ねじ山ダイヤルのいずれかの線がゼロ線と一致し、奇数のねじ山を切断する必要がある場合は、分割ナットがかみ合っているはずです。ゼロラインと一致する必要があります。
- 潤滑剤を使用せずにコンポーネントをスクラッチカットします。カットの寸前でハーフナットを外し、旋盤を停止し、クロスフィードを使用して工具を元に戻します。キャリッジを始点に戻します。
- 次に、ねじピッチゲージを使用してねじピッチを確認します。正しい場合は、次の手順に進みます。
- 切削油を使用して、一次バイパス用にコンパウンドを0.20〜0.50mmで供給します。最終パスに近づいたら、切り込みの深さを.025〜.075mmに減らします。
- スレッドが目的の深さに近づくか、最終的な深さの.025 mm以内になるまで、プロセスが続行されるか、連続したカットが続行されます。
- 次に、カットの最終パスがカットの深さ.025-.075mmで与えられます。
- 次に、スレッドマイクロメータまたは3線式システムを使用してサイズを確認します
- このすべての面取りを終えたら、糸の損傷を防ぐために糸の端を面取りします。
注:
- ワークピースは、放射状に、またはコンパウンドレストを回転させて内側に供給されます。
- 左ねじをカットするには、ツールを左から右に移動します。右ねじをカットするには、ツールを右から左に移動します。
製造プロセス