


異なる溶接位置とは何ですか?
現場で溶接クラスや溶融金属を受講したことがない人は、溶接工が単にワークステーションに座って、その前で金属部品を溶融し、テーブルの周りを自由に動き回り、必要に応じてワークピースを再配置すると想定するかもしれません.
しかし、日常の作業環境では、金属の接合は非常に難しい場合があります。ワークは天井、コーナー、または床に取り付けることができます。
溶接工には、どんな姿勢でも溶接できる技術が必要です。そこで、4 つの一般的な溶接位置が開発されました。
溶接位置とは?
溶接位置は、基本的に金属を接合するさまざまな角度です。通常、溶接位置には、水平、平面、垂直、上向きの 4 種類があります。最も一般的な溶接のタイプは、開先溶接とすみ肉溶接です。溶接工は、これら 2 つの溶接を 4 つの位置すべてで実行できます。これ以外にも、すみ肉溶接と開先溶接を示す特殊文字があります。
次の 4 種類の溶接位置があります。
- フラット ポジション
- 横位置。
- 縦位置。
- オーバーヘッド ポジション
すみ肉溶接 (F) – 2 つの金属を垂直またはわずかに斜めに結合する溶接方法です。
Groove Weld (G) – 溝で行われる溶接です。強力な溶接を行うには、完全な溶け込みが必要です。
詳細: 溶接とは?
グローブ溶接とすみ肉溶接の位置:
通常、次の数字と文字が使用されます。
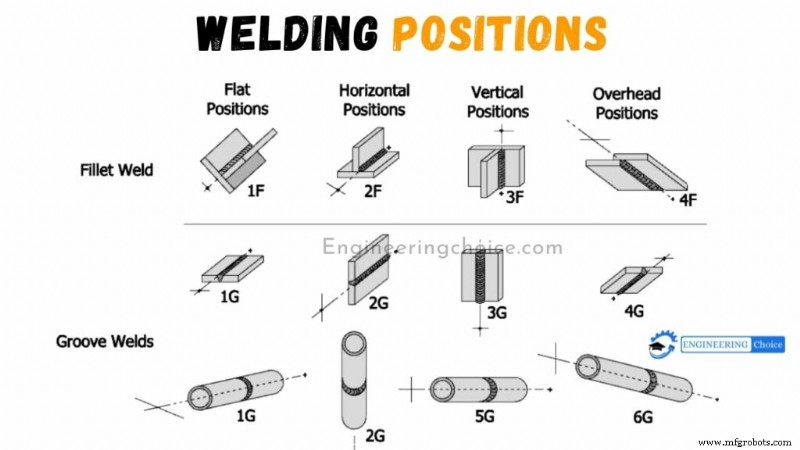
開先溶接位置用
- 1G – (平らな溶接位置)
- 2G – (水平溶接位置)
- 3G – (垂直溶接位置)
- 4G – (溶接位置オーバーヘッドまたはオーバーヘッド)
- 5G – (上り坂/下り坂の垂直溶接位置)
- 6G/6GR – (オーバーヘッド垂直溶接位置)
すみ肉溶接位置用
- 1F – (平らな溶接位置)
- 2F – (水平溶接位置)
- 3F – (垂直溶接ポジション)
- 4F – (溶接位置頭上または頭上)
さまざまな溶接位置
溶接位置とは、溶接工が金属が見つかった位置または特定のコンポーネントが使用される位置で金属を接合できるようにする技術です。
溶接位置には主に 4 つのタイプがあります:
1.フラットポジション
「ダウンハンド」ポジションとも呼ばれるフラットポジション溶接は最も簡単で、多くの場合、新入生が最初に学ぶ溶接です。接合される金属は平らに置かれ、溶接機はそれらの上に電気アークを通過させ、ワークピースを横切って水平方向に移動します。接合部の上面が溶接されているため、溶融した材料が縁や溝に流れ込みます。
2.水平位置
水平位置は、アウトオブポジション溶接と見なされます。垂直姿勢と頭上姿勢に加えて、水平姿勢は実行するのがより難しく、より高いレベルのスキルが必要になる可能性があります.
溶接軸は水平です。位置がどのように実行されるかは、溶接の種類によって異なります。すみ肉溶接の場合、溶接ビードは、垂直および水平の金属片が 90 度の角度で交わる場所に配置されます。開先溶接を実行する場合、溶接面は垂直面に沿っています。
3.縦位置
垂直位置溶接の場合、溶接とプレートの両方が垂直になります。この溶接を行う際の大きな問題の 1 つは、溶融金属が下に流れて積み重なることです。下り坂または上向きの垂直位置で溶接すると、この問題を防ぐことができます。
4.オーバーヘッド
頭上位置溶接は、作業が最も難しい位置です。溶接は、溶接機の上の 2 つの金属片で実行されます。溶接機は、ジョイントに到達するために自分自身と機器を傾ける必要があります。
大きな問題の 1 つは、プレートからの金属のたるみです。金属がたるむと、クラウンが作成されます。この問題を回避するには、溶融金属の水たまりを小さく保つ必要があります。
6G 溶接位置
これは、溶接工が実行するのが最も難しいタイプの溶接位置の 1 つです。このポジションは、認定を受けるための前提条件です。この位置は 5G/PH/PJ とある程度似ていますが、パイプは他のパイプに対して 45° に立っています。他の名前は 6G Uphill/H-L045 と 6G Downhill/J-L045 Position です。
6G 溶接位置は、オーバーヘッド溶接位置または溶接機認定試験位置とも呼ばれます。この位置では、一方のパイプを他方のパイプに対して 45° の角度で配置する必要があります。そのため、溶接工にとって最も複雑でやりがいのあるポジションになります。さらに、溶接工は溶接作業中に非常に多くの体位をとらなければなりません。
6G 位置溶接では、主に 3 つの溶接、すなわち、水平 (難しい)、フラット (簡単)、および垂直溶接 (厳しい) があります。メタルフローを下方に充填することが困難の主な原因です。また、垂直位置では、頭上溶接であるため、溶接工にとってはより困難になります。
したがって、溶接工は、実際の溶接に進む前に、6G 位置で多くの練習を行う必要があります。認定された溶接工が勤務中に業界で働いている間、6G の位置に直面することはめったにありませんが、それは彼らにとって一般的な雇用前のテストです。
6G 溶接位置の主な用途は、主に化学プラント、石油およびガス プラント、産業プラント、およびパイプとパイプラインを使用するその他の同様の産業におけるパイプとパイプラインの製造と設置です。
溶接位置ビデオ
製造プロセス