


板金ヘミング:耐久性のある製造のための技術、種類、および利点
メーカーは、板金コンポーネントの機能と美観の両方を向上させるために、さまざまな金属加工方法を利用しています。シートメタルのヘミングは、エッジを強化し、光沢のある仕上げを実現するために使用される最も一般的な技術の 1 つです。
この記事では、板金ヘミングの基礎、実際の応用、および最良の結果を達成する方法について説明します。また、裾の主なタイプを確認し、それぞれの長所と短所についても説明します。
板金ヘミングとは何ですか?
シートメタルのヘミング加工は、シートの端を折り曲げて、二重層の強化されたエッジを作成する金属成形プロセスです。この手順は、薄い箔から重い構造プレートに至るまで、幅広いゲージ厚さに適用できますが、通常、この技術は完全性を損なうことなくヘミング加工が可能なローゲージ材料に限定されています。
ハイゲージ シート (0.125 インチより厚い) は一般にヘミングに強く、他の成形方法に適しています。正確なヘミングは表面品質とパーツの耐久性に直接影響するため、非常に重要です。
板金ヘミングの目的
ヘミングは 2 つの主な目的を果たします。
- 構造補強: 折り畳まれたエッジは厚みと剛性が増し、荷重による亀裂、変形、エッジの破損のリスクが軽減されます。
- ビジュアルの洗練: 裾をきれいに仕上げると、鋭利で未仕上げのエッジがなくなり、パーツの外観が向上し、隣接するサーフェスとのスムーズな移行が保証されます。
耐久性と仕上げの両方が重要な自動車分野では、ボディ パネル、トリム ピース、内装コンポーネントのヘミング加工が標準的な手法です。
板金のヘミングはどのように行われますか?
具体的な手順は裾のタイプによって異なりますが、全体的なワークフローは一貫しています。
1.必要なツール
- 板金
- ヘミングダイまたはプレスブレーキ
- 平らにするツール (ペンチ、ローラー、またはプレス)
- 仕上げツール (ハンマー、サンドペーパー)
- 検査ゲージ(マイクロメーター、ノギス)
2.準備
まずシートを平らにし、汚れを取り除きます。ヘミングダイを希望のヘム幅と角度に設定し、ヘミングする端がダイの開口部と揃うようにシートを配置します。
3.裾上げ手順
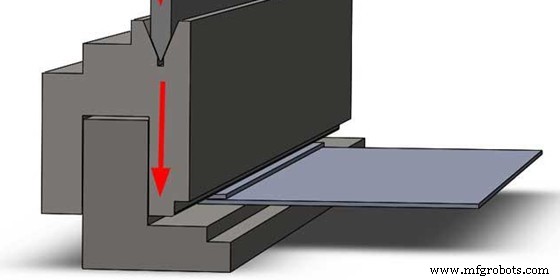
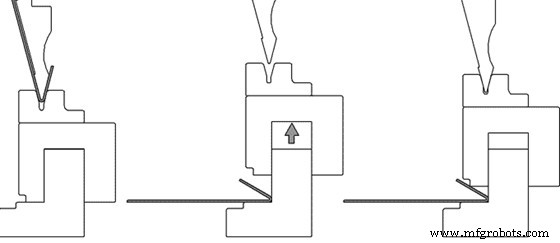
ダイまたはプレス ブレーキはエッジを 90° の角度に曲げ、シート上に折り曲げてヘムを作成します。折り曲げた後、しっかりとしたクランプ操作で形状をロックし、仕上げツールで粗さを滑らかにします。
一般的な裾上げ方法は次の 2 つです。
従来のダイヘミング
パンチとダイのペアを使用します。ダイはシートの下にあります。パンチがエッジをダイに押し込み、正確なヘムを形成します。
ロールヘミング
刃先を緩やかに曲げるローリングツールを採用。この方法は、薄いシートや柔らかい曲げが必要な場合に最適です。
4.検査
ヘム加工後、ヘムの幅、厚さ、表面仕上げが仕様を満たしていることを確認します。下流プロセスに進む前に、マイクロメーターまたはゲージを使用して公差を確認し、偏差を修正してください。
4 種類の板金ヘム
裾のスタイルを理解すると、それぞれの用途に適したアプローチを選択するのに役立ちます。
1.オープンヘム
オープンヘムは、中央にエアポケットを備えた柔らかい湾曲したエッジを備えており、ハンドルや頻繁に触れるコンポーネントに最適です。厚さ 0.040 ~ 0.125 インチに最適で、シートの厚さの少なくとも 4 倍の平らな長さが必要です。
手順:エッジを 30 ~ 45° 曲げ、シムを挿入し、その上で平らにします。標準のギャップ サイズは、0.060、0.090、0.125、0.187、0.250 インチです。
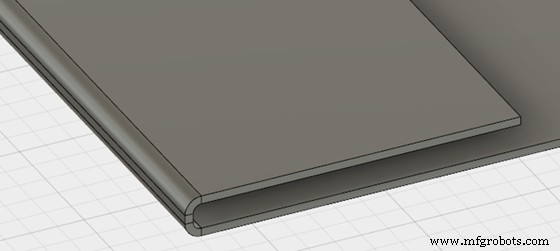
2.閉じた裾
閉じた裾 (またはクラッシュした裾) は、完全に同一平面のエッジを生成します。 0.040 ~ 0.125 インチのシートには効果的ですが、材料が 0.125 インチ (約 3mm) を超えると破損する可能性があります。平坦な長さが少なくとも厚さの 4 倍であることを確認してください。
一般的なプロセス:90° に曲げてから、シートを押し戻します。アルミニウムは亀裂が生じやすいため、アルミニウムではこの手法を使用しないでください。
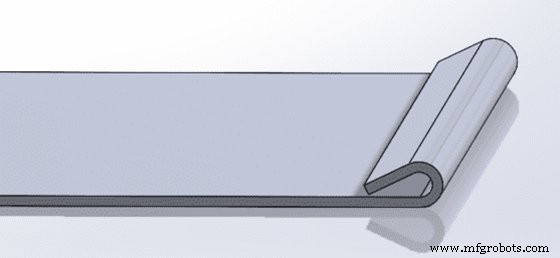
3.ティアドロップヘム
これらの裾は 90 度の曲げとそれに続く涙滴型のロールを形成し、特にアルミニウムに対して堅牢なエッジ保護を提供します。これらは労働集約的であり、精密な工具が必要です。
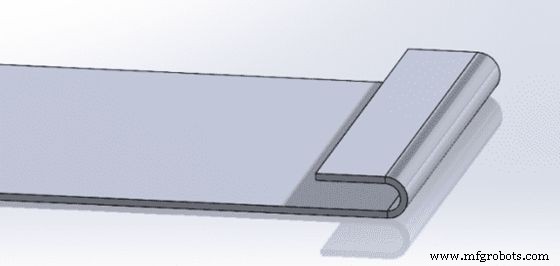
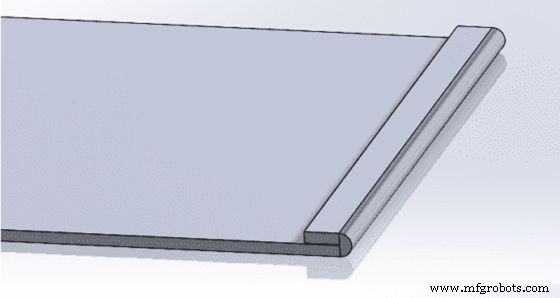
4.ロールヘム
ロール状の裾は切りっぱなしのエッジを滑らかにし、キャビネット、電子機器、ドアなどで一般的です。このプロセスには、90 度の曲げとその後のローリング アクションが含まれており、丸みを帯びた安全な仕上がりになります。
一貫した結果と耐久性の向上を実現するには、専用の圧延機を使用してください。
板金部品のさまざまなヘミング プロセス
メーカーは多くの場合、量、コスト、複雑さに基づいて 2 つの主要な裾上げ方法のどちらかを選択します。
ダイヘミング工程
フラットで非複雑なパネルの大量生産に最適です。ダイアンドプレス システムはサイクル タイムが短くなりますが、多額の初期工具投資が必要です。
ローラーヘミング加工
ロボット工学または手動制御によって誘導されるローラーを利用します。このアプローチは少量から大量まで多用途に使用でき、工具コストは低くなりますが、通常はダイ ヘミングよりもサイクル タイムが長くなります。
板金ヘミングの利点
主な利点は次のとおりです。
強度と剛性の向上
二重層のエッジは反りに強く、荷重がかかっても構造の完全性を維持します。
外観の強化
すっきりとした面一の裾により鋭利なエッジが排除され、美観とユーザーの快適性が向上します。
機能の向上
ヘミング加工は、自動車のボディ パネルなどの高応力用途に不可欠な、安全で堅牢なエッジを実現します。
ダメージに対する耐性の向上
折り曲げられたエッジは、化学物質への曝露、摩耗、過酷な環境条件に対する耐久性が向上します。
板金ヘミングの制限
実装する前に、次の欠点を考慮してください。
時間がかかる
工具のセットアップと裾上げプロセスは、特に大型のパーツや複雑なパーツの場合、時間がかかることがあります。
熟練した労働力が必要
オペレーターは、機器の取り扱いと材質の変化に合わせて調整するための訓練を受けている必要があります。
変形または破損の可能性
不適切なヘミングは曲げ不足または曲げ過ぎを引き起こし、反りや構造上の問題を引き起こす可能性があります。
シート メタルのヘミングに関する考慮事項とヒント
以下のベスト プラクティスに従って、品質と効率を最大化します。
素材の選択
金属を性能のニーズに合わせます。さまざまな合金 (マグネシウム、アルミニウム、スチール) には、特定のヘミング技術が必要です。
適切な位置合わせ
シートを中央に配置し、端をダイに正確に合わせて、一貫した裾を確保します。

裾上げ方法の選択
速度、精度、材料の互換性のバランスが取れた方法を選択してください。ゆっくりと制御された金型を閉じることで、欠陥が防止されます。
利用可能な仕上げオプション
裾後のサンディングや穏やかなハンマリングにより、欠陥が滑らかになり、仕上がりが向上します。
品質管理
各段階でゲージやマイクロメーターによる検査を実施し、裾の幅や厚みを確認します。
結論
この概要では、シートメタルのヘミングの原理、タイプ、ベスト プラクティスを明確にし、用途に最適なヘミングを選択できるようにします。専門的なサポートが必要な場合は、WayKen の経験豊富なエンジニアが、カスタム板金プロジェクト向けの包括的なヘミング、曲げ、スタンピング、成形サービスを提供します。

よくある質問
板金ヘミングの一般的な用途は何ですか?
自動車、航空宇宙、暖房、家具、電子機器などの業界では、ヘミング加工を使用して、洗練されたエッジを持つ複雑で耐久性のある部品を製造しています。
板金のヘミング加工とシーム加工はどう違うのですか?
ヘミングでは 1 枚のシートの端をそれ自体に巻き付けますが、シームでは 2 枚の別々のシートを結合してジョイントを形成します。
板金のヘミング加工は高価ですか?
コストは、材料、デザインの複雑さ、体積、厚さによって異なります。ヘミング加工は必要な工具が最小限であるため、一般に鋳造、鍛造、スタンピングよりも安価です。
製造プロセス