


適切なハーベイツールミニチュアドリルの選択
Harvey Toolの広範な穴あけソリューション製品の中には、いくつかの異なるタイプのミニチュアドリルオプションとその補完物があります。オプションは、ミニチュアスポッティングドリルからミニチュア高性能ドリル–ディープホール–クーラントスルーまで多岐にわたります。しかし、あなたが自分の部分に残そうとしている穴に適したツールはどれですか?現在のカルーセルに欠けているツールがあり、効率とパフォーマンスが低下している可能性がありますか?希望する穴あけ結果を得るために工具レパートリーを適切に充填する方法を理解することは、成功を達成するための最初のステップです。
掘削前の考慮事項
ミニチュアスポッティングドリル
希望する機械加工された穴の深さとその許容範囲の義務、およびドリルする機械の表面によっては、最初にミニチュアスポッティングドリルを選択することが有益な場合があります。このツールは、穴の正確な位置を正確に特定して、歩行や目的の経路からの逸脱など、一般的な深穴掘削の事故を防ぎます。また、最初の接触でパーツの表面が不均一な場合の精度を高めるのにも役立ちます。一部の機械工は、スポッティングドリルを使用して、事前に開けられた穴の上部に面取りを残します。ただし、円柱の側面や傾斜面などの非常に不規則な表面の場合、穴あけプロセスの前にこれらの不規則性を軽減するために、フラットボトムドリルまたはフラットボトムカウンターボアが必要になる場合があります。

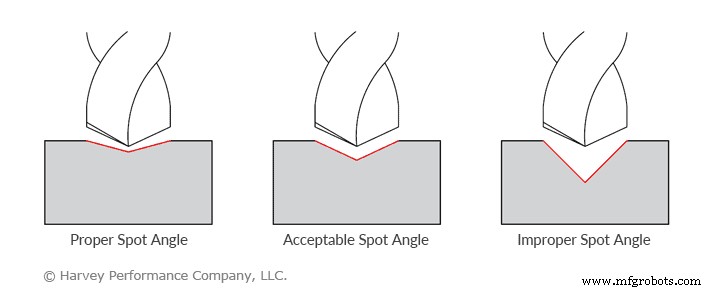
技術的なヒント: 穴を見つけるとき、スポット角度は選択したミニチュアドリルの角度以上である必要があります。簡単に言うと、ミニチュアドリルチップは、フルート面が接触する前にパーツに接触する必要があります。
適切なミニチュアドリルの選択
Harvey Toolには、いくつかの異なるタイプのミニチュアドリルがありますが、どのオプションが適切であり、各ドリルの形状はどのように異なりますか?
ミニチュア ドリル ls
ハーベイツールミニチュアドリルは、穴あけ加工で柔軟性と汎用性を求める機械工に人気があります。この一連の工具は、直径.002インチの小さなサイズでコーティングされていない状態で提供されるため、機械工は、非常に微細なサイズに到達するために精度を妥協する必要がなくなります。また、この一連の工具は、特異性を必要としないいくつかの異なる材料で使用するように設計されています。

ミニチュア高性能ドリル–深穴–クーラントスルー
ドリルの深さが原因で切りくずの排出が困難な場合は、Harvey Toolのディープホール–ミニチュアドリルによるクーラントが最適なオプションです。ドリルチップからのクーラント供給は、穴の中から切りくずを洗い流すのに役立ち、ドリル直径の最大20倍の深さでも、穴の側面のヒールを防ぎます。

ミニチュア高性能ドリル–フラットボトム
傾斜した丸みを帯びた表面にドリルで穴を開ける場合、または穴に平底を残すことを目的とする場合は、ミニチュア高性能平底ドリルを選択してください。また、交差する穴、半穴、肩、または薄いプレートをドリルで開ける場合、その平底の工具形状は、精度ときれいな仕上がりを促進するのに役立ちます。

ミニチュア高性能ドリル–アルミニウム合金
アルミニウム合金用の高性能ドリルのラインは、アルミニウムとの親和性が非常に低いため、蓄積されたエッジをかわすTiB2コーティングを備えています。その特別な3フルート設計により、この機械加工が容易な材料で、最大の切りくず流量、穴の精度、仕上げ、および高速化と送りパラメータが可能になります。

ミニチュア高性能ドリル–焼入れ鋼
ミニチュア高性能ドリル–焼入れ鋼は、切りくず排出を改善し、最大の剛性を実現する特殊なフルート形状を備えています。さらに、各ドリルは、硬度と48 Rc〜68Rcの材料の耐熱性のためにAlTiNNanoコーティングでコーティングされています。

ミニチュア高性能ドリル–予備硬化鋼
機械加工中に温度が上昇すると、Harvey Toolのミニチュア高性能ドリル–予備硬化鋼に採用されたAlTiNコーティングは、工具の熱伝導率を低下させ、チップへの熱伝達を促進し、潤滑性と潤滑性を向上させるのに役立つ酸化アルミニウム層を作成します。鉄鋼材料の耐熱性。

掘削後の考慮事項
ミニチュアリーマー
多くの操作では、実際の穴を開けることは仕事の始まりにすぎません。一部の部品には超厳しい公差が必要な場合があり、ミニチュアリーマ(コーティングされていない場合は+ .0000 "/-。0002"、AlTiNコーティングされている場合は+.0002"/-。0000"の公差を使用して穴を開けることができますサイズに。 
技術的なヒント: リーマーのサイズに基づいて適切なストック除去量を維持するには、完成したリーマ穴の直径の90〜94%の直径で事前に穴を開ける必要があります。
平底ざぐり
他の操作では、別の部品との優れた接続を可能にするために、底が平らな穴が必要になる場合があります。フラットボトムザグリはフラットなプロファイルを残し、ずれた穴をまっすぐにします。平底ざぐりを使用する理由の詳細については、平底工具を使用する10の理由をお読みください。

次の重要なステップ
ミニチュアドリルと補完的な穴あけ工具に慣れてきたので、仕事を進めるための重要な方法を学ぶ必要があります。ペッキングサイクルの重要性を理解し、正しいアプローチを使用することは、ツールの寿命と最終結果の両方にとって不可欠です。アプリケーションに最適なアプローチの詳細については、この投稿の補足「適切なペッキングサイクルアプローチの選択」をお読みください。
CNCマシン