


射出成形の欠陥:原因とその防止方法

射出成形は、部品を製造するための最も有利な方法の1つです。利点には、高効率、高速生産速度、サイズと形状の柔軟性、および操作の自動化が含まれます。さらに、射出成形の製品はサイズが正確であることがよくあります。ただし、いくつかの射出成形の欠陥は、製品の品質に脅威を与え続けています。
この記事は、さまざまな射出成形部品の欠陥と原因について説明することを目的としています。また、それらを修正するために実行できるさまざまなことにも光を当てます。
射出成形の欠陥 、原因、および解決策
一部の射出成形の欠陥は、対処が非常に難しい場合があります。これらの欠陥は、いくつかの理由で引き起こされる可能性があります。これは、成形プロセス、使用された材料、メンテナンス、または保管条件の結果である可能性があります。
プラスチック成形部品の欠陥の防止は、射出成形プロセスを調整するのと同じくらい簡単です。また、生産設備の交換や金型の再設計にも役立つ可能性があります。いくつかの射出成形の欠陥と原因、および解決策を確認しましょう。
タイプ1:成形プロセスによって引き起こされる射出成形の欠陥
一部の部品の製造には、特定の射出成形プロセスが効果的でない場合があります。成形プロセスは、射出成形部品の欠陥の主な原因です。ただし、温度、流量、またはその他の金型パラメータを調整するだけで、このような欠陥を簡単に防ぐことができます。これらの欠陥には次のものが含まれます:
1。フローライン
これらは、成形品の狭い部分に現れる波状のパターンです。フローラインは通常、周囲の他の領域とはわずかに異なる色で表示されます。動線はリング状の帯として見ることもできます。

これらのバンドは、製品の表面に発生する可能性があります。また、通常、金型のエントリポイントの近くにあります。フローラインは部品の完全性に影響を与えない場合がありますが、一部の消費者製品では受け入れられない場合があります。
原因
- 金型温度と材料温度が低い
- 射出圧力と射出速度が遅い
- ゲートとフローチャネルのサイズが小さい
- 材料がさまざまな方向に流れるときの材料の冷却速度の変化
ソリューション
- 射出圧力、速度、および材料温度を上げます。
- 金型ゲートと金型クーラントの間に距離を追加します。
- ノズルの直径を大きくします。
- ホットランナーに切り替えるか、メインチャネルのサイズを縮小します
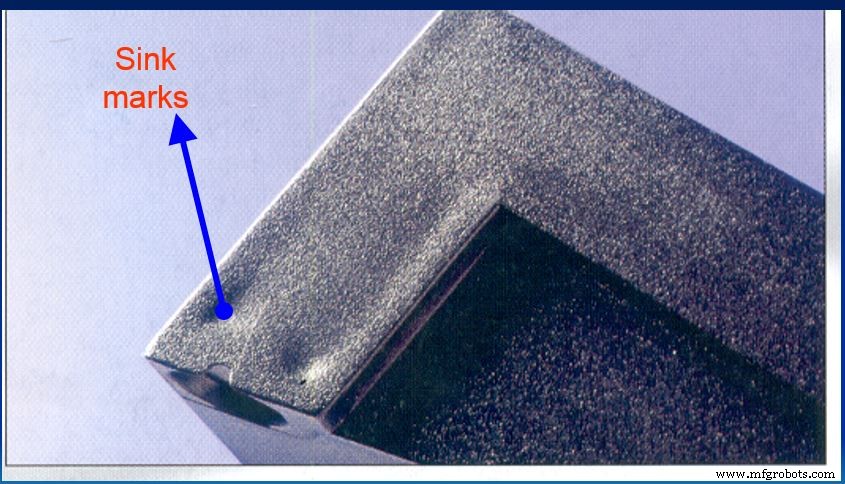
2。シンクマーク
このタイプの射出塑性欠陥は、小さなくぼみまたはくぼみとして発生します。これらの機能は、成形部品の平坦で一貫性のある表面で発生します。シンクマークは通常、成形部品の内部が収縮したときに発生します。これにより、材料が外側から内側に引っ張られます。
原因
- 非常に低い保持圧力または射出圧力
- 冷却または保持の時間と圧力が短すぎる
- 非常に高い溶融温度または成形温度
- 目的の成形コンポーネントの不適切な構造設計
ソリューション
- 金型材料の厚肉サイズを縮小し、隣接する肉厚を制御します。
- 保持時間と圧力を増やします。
- 冷却時間を増やします。
3。ウェルドライン
ウェルドラインはプラスチック成形部品の欠陥であり、成形品の表面に溶融材料が収束する原因となります。溶融した材料は、最初に金型内で2つ以上の領域に分割されます。

この欠陥は通常、材料の結合が弱いために発生します。弱い結合は、部品の強度をさらに低下させます。
原因
- 溶融材料の温度が低すぎるか高すぎる
- 不均一な壁の厚さ
- 加工部品に挿入、穴、マルチゲート機能
ソリューション
- 溶融材料の流動性を高めます。
- ゲートの位置を調整し、通気スロットを含めます。
- 離型剤の量を減らします。
- 融解温度を上げます。
4。マークを焼く
この射出成形の欠陥は、成形品の表面に黒い変色として現れます。成形されたプラスチック部品も錆びているように見える場合があります。焼け跡は通常、部品の完全性に影響を与えません。ただし、部品が劣化するまで焼けてしまうと問題になります。

原因
- 空洞内の空気の除去の遅れ
- 融解温度が高すぎる
- 高速鋳造スクリューまたは過度の射出速度
- ランナーシステムの不適切な設計
ソリューション
- 溶融および成形温度を下げます。
- 射出速度を下げます。
- 排気システム(ゲートとガスベント)を追加します。
- モールドサイクルシステムを削減します。
タイプ2:保管または使用される材料に関連する射出成形の欠陥
成形プロセスのほかに、射出成形の欠陥も材料自体が原因で発生する可能性があります。また、製造前の製造業者の取り扱いが原因である可能性もあります。このクラスの欠陥は、軽微な美的欠陥または成形部品の強度の低下である可能性があります。また、製品の用途に基づいて安全上の懸念を引き起こす可能性があります。欠陥は次のとおりです。
5。変色
この欠陥は、カラーストリークとも呼ばれます。成形品の色が意図したものと異なる場合、変色が発生します。このような変色は通常、局所的な領域で発生します。時々、あなたはあなたの側に変わった色のいくつかの縞を見つけるかもしれません。この欠陥は製品の強度を低下させることはありませんが、外観に影響を与えます。

原因
- ホッパーまたはノズルに残ったペレットまたは残留樹脂
- 以前の生産実行とは異なるタイプの金型
- 着色剤の不適切な熱安定性
- マスターバッチの不適切な混合
ソリューション
- 製造プロセスの合間にホッパー、モールド、ノズルを適切に清掃します。
- 過剰な着色剤を除去するために、パージ化合物を使用できます。
- マスターバッチを均等に混合するようにします。
- 着色剤の適切な熱安定性を確保します。
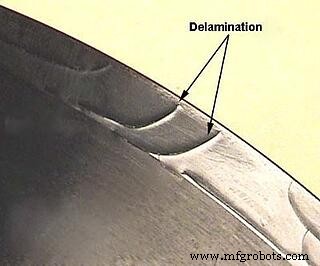
6。層間剥離
プラスチック成形部品の表面の薄層を簡単に分離することは、層間剥離の兆候です。層間剥離は、表面層の剥離を特徴とする射出成形の欠陥です。これは比較的深刻なタイプの欠陥であり、成形部品の強度を低下させる可能性があります。
原因
- 互換性のないポリマーと金型を混合する
- 成形プロセス中の離型剤の過度の使用
- 過度の湿気状態
ソリューション
- 制作中は互換性のある素材を使用してください。
- 金型のセットアップからあらゆる形態の不純物を取り除きます。
- すべてのランナーまたはゲートを面取りして、鋭角にします。
タイプ3:メンテナンスまたは不十分な金型設計によって引き起こされる射出成形の欠陥
射出成形の欠陥と原因を検討する際には、金型の設計も重要です。金型の不適切なメンテナンスは、成形欠陥のもう1つの触媒です。このような欠陥は後の段階にあるため、コストがかかり、対処が難しい場合があります。一般的なタイプは次のとおりです。
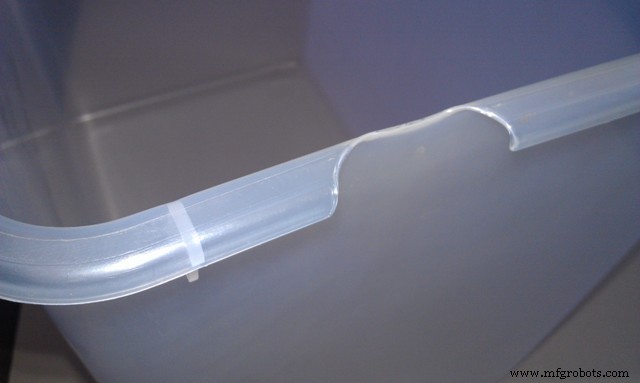
7。フラッシュ
多くのメーカーは、フラッシュを「バリ」または「スピュー」とも呼んでいます。フラッシュとは、過剰な成形材料がコンポーネントの端に突起として現れる状態を指します。このような欠陥は、一部の材料が目的のチャネルから流出するために発生します。

次に、それらはツーリングプレートの間に発生するスペースに入ります。インジェクションピンに流入するものもあります。微妙な欠陥ですが、フラッシュは製品に明らかな欠陥である可能性があります。
原因
- 成形材料の欠陥
- クランプ力が不十分です
- 不適切な排気システムの設計と管理
ソリューション
- 必要に応じて閉じることができるように金型を設計します。
- 排気口が適切なサイズになっていることを確認してください。
- 材料が適切に流れるように、金型を再設計または再工具します。
- プレートのクランプ力を上げます。
8。ショートショット
溶融材料が流動せず、金型のキャビティを完全に満たすことができない場合のショートショットがあります。この場合、冷却後に成形部品が不完全になります。プラスチック製の陳列棚では、不完全な領域として表示されることがよくあります。
プラスチックフォークにプロングがないように見える場合があります。他にもたくさんの例があります。多くの人が短いスロットを大きな欠陥と考えています。成形品の見た目を変えたり、機能を阻害したりする場合があります。
原因
- ゲートがブロックされているか狭いために生じる流れの制限
- 粘度が非常に高い材料
- 溶融材料の完全な充填を妨げる非常に冷たい金型の使用
- トラップされたエアポケット
- 不十分な射出圧力
ソリューション
- より良い流れのために、より広いゲートまたはチャネルを持つように金型を再設計します。
- より薄いベース材料を選択するか、射出圧力と速度を上げます。
- 金型温度を上げて、材料の急激な冷却を防ぎます。
- より多くの通気孔を含めるか、利用可能な通気孔を拡大します。
結論
上記の射出成形の欠陥が多数あると、成形品の魅力が低下する可能性があります。また、収益に大きな影響を与える可能性があります。ただし、適切な設計プロセスを組み込むことで、それらの多くを簡単に防ぐことができます。その他は、使用する材料と保管条件を変更するだけで済みます。
したがって、このプロセスにはかなりの先行投資が必要です。金型の設計を常に正しく行うことも特に重要です。これがRapidDirectがあなたのためにここにある理由です! RapidDirectでは、最高品質のプラスチック射出成形サービスを提供する専門家です。

さまざまな射出成形の欠陥と原因を理解しています。私たちの一流の技術的専門知識により、これらの欠陥を確実に回避することができます。当社の費用対効果の高いプラスチック射出成形サービスは、大量生産とラピッドプロトタイピングに利用できます。見積もりのためにデザインファイルをアップロードすると、これらのファイルやその他の多くのファイルを受け取ることができます。
FAQ –射出成形の欠陥
断面が通常よりも厚いため、シンクが表示されます。これらは、不均一な部品設計またはゲートの不適切な配置の結果でもあります。したがって、使用するすべての材料の推奨肉厚に従う必要があります。これにより、必要なときにいつでも材料が厚い領域から薄い領域に流れるようになります。
はい。射出成形部品の欠陥を簡単に回避できます。あなたがする必要があるのは、適切な製造および保管技術に従うことです。プラスチック射出成形プロセスに最も効果的なツールも選択すると役立ちます。
射出速度または射出速度は、プラスチックの二次加熱に大きな影響を与えます。したがって、欠陥を防ぎたい場合は、適切で最適な射出速度を持つことが非常に重要です。
複合材料