


3D プリントの反り:原因と防止方法
3D プリンティングは、複雑なデザインの製品を作るのに適した正確で精密な付加製造プロセスです。ただし、多くのユーザー、特に初心者がいくつかの欠陥を経験するのはよくあることです。 3D プリントの一般的な欠陥の 1 つは、3D プリントの反りです。
3D プリントの反りは多くの理由で発生し、多くの人にとって 3D プリントはイライラさせられます。そのため、この記事では、3D プリントの反り、その原因、考えられる修正方法、および 3D プリントの反りを防ぐ方法について説明します。
3D プリントの反りの概念
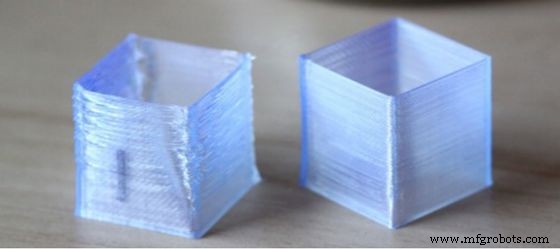
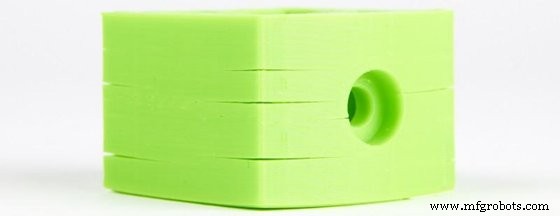
反りとは、パーツが意図した形状から歪むことです。
3D プリントの反りを理解するには、3D プリント プロセスと、3D プリント フィラメントとの関係を理解する必要があります。 3D プリントでは、加熱されたノズルから加熱された (ほとんどの場合) プリント ベッドに液体フィラメントを押し出します。印刷ベッドに触れると、液体が凝縮して固体になります。
3D プリント フィラメントは、相変化の間、その機械的特性を保持します。ただし、伸縮があります(物理的な影響の程度はフィラメントによって異なります)。 3D プリント フィラメントの膨張および収縮中の温度変化により、膨張の違いが保証されます。押し出されたフィラメントが収縮中に急激に冷えると、前の層が引っ張られる可能性があります。その結果、3D プリントが歪む可能性があります。

3D プリントの反りは次のように表示されます:
-反りのある 3D プリントは、後続の層のために幅広い温度にさらされるため、ベース層で最も顕著に現れます。
-他の層も、冷たい層で冷却する際に、後続の層のプルアップ効果により反りが発生する可能性があります.
-強力なベースレイヤーは、プリントベッドに付着して反りを引き起こす可能性もあります.
3D プリントの反りが現れる方法は他にもあります。これらについては、以下のセクションで詳しく説明します。
3D プリントのゆがみの原因
3D プリントの反りの主な原因は、フィラメント押出時の温度差です。ただし、他にも原因があります。以下は、3D プリント中に注意する必要があるいくつかのよくある原因です。
1.温度差
押出し中、加熱されたフィラメントは膨張と収縮を起こします。温度差により、膨張が長引いたり、減少したりすることがあります。押し出されたフィラメントが急激に冷えると、3D プリントが歪む可能性があります。
これが 3D プリントの反りの最も一般的な理由であり、不均一な冷却、不十分な換気、不十分な冷却ファン速度、および 3D プリント フィラメントの選択の誤りが原因で発生します。
2.ベッドの不適切な接着
3D プリントの最初の層は、プリント ベッドに適切に接着する必要があります。これが起こらないと、後続のレイヤーが収縮して最初のレイヤーを引き上げることができます。これは、3D プリントの歪みにつながる可能性があります。ベッドの不適切な接着は、次の結果として生じる可能性があります:
- 不適切なベッドの水平調整
- 間違った使い方/接着剤の欠如
- 間違ったノズルの高さ
- 押し出しが不十分
- 汚れた 3D プリント ベッド
3.不適切なスライス設定
スライサーは、オブジェクトの向き、素材、および目的の解像度から計算された 3D プリント パスを決定します。したがって、スライサーの設定が正しくないと、パーツにエラーが発生する可能性があります。これにより、ビルド プレートが外れたり、3D プリントの反りが発生したりする可能性があります。
4.印刷が速すぎる
印刷が速すぎると、次のような問題が発生し、3D 印刷が歪む可能性があります:
- プラスチック フィラメントは平らになるのではなく、丸まってしまいます。
- 印刷を高速にすると、層が急激に冷却されることもあります。また、プラスチック層がもろくなります。
3D プリントのゆがみを修正する方法

歪んだ 3D プリントを修正することは、特に高い精度、精度、公差を必要とする製品の場合、ほぼ不可能です。ただし、それほど大きな公差を必要としない製品の場合、3D プリントの反りを修正するには、ヒート ガンを使用してパーツを再加熱し、微調整して形を整えるしかありません。
最も検討されている 3D プリントの歪みの修正は、モデルを再プリントすることです。ただし、これは、以下に強調表示されているヒントを考慮した後にのみ行う必要があります。
3D プリントの歪みを避けるための 10 のヒント
歪んだ 3D プリントを修正する傾向は低いため、プリント前に問題を回避する方法を知っておく必要があります。それとは別に、3D 印刷サービスのコストも増加する可能性があります。以下は、高品質の 3D プリントのためにプリント前とプリント中に組み込むことができるいくつかのヒントです。
1.プリントベッドの水平調整
プリント ベッドを水平にすることで、プリント ベッドからノズルまでの距離を完璧に保つことができます。一方では、ノズルが閉じていると、ベッドに傷がつく可能性があります (これは反りの原因にはなりません)。一方、ノズルが遠くにあると、押し出されたフィラメントがプリント ベッドにセットされる前に冷却される可能性があります。押し出されたフィラメントの接着力が低下し、反りの原因となります。用紙テストを実施するか、印刷テストを使用して、印刷ベッドを水平にすることができます。
2.最初のレイヤーでは、プリント ベッドとヘッドをより高い温度で加熱します
プリントベッドとヘッドを加熱すると、押し出されたフィラメントの粘度が高くなり、プリントベッドへの接着が向上します。最初のレイヤーでは、印刷温度を約 5°C 上げてください。ただし、これは使用する素材によって異なることに注意してください。
3.加熱されたエンクロージャーを使用する
加熱されたエンクロージャーにより、3D プリントの他の部分が反らないようになります。これは、温度を安定に保ち、収縮の程度を減らすことによって行われます。
すべてのプリンタに加熱エンクロージャがあるわけではありません。ただし、DIY は可能です。
4.ラフトとつばを使用
ラフトとブリムも、3D プリントの反りを防ぐために使用できるアドオンです。いかだは、基礎層にしっかりと取り付けられた追加の層です。これにより層が抑えられ、プリントベッドへの接着が改善されます。一方、つばは外縁に取り付けられ、接着力を向上させる同じ機能を果たします.
5.スライス設定を構成する
スライス設定を構成して、3D プリントのワーピングを防ぐこともできます。利用できる設定は 2 つあります。 1 つは、接触面を増やすことによって、最初の層の層の高さを増やすことです。これを行うと、プラットフォームへの接着力が高まります。
もう1つの方法は、1層目の線幅を広げることです。これにより、押し出し圧力が増加し、接着力が増し、カールの可能性が減少します。構成が肉厚やその他のパラメータに影響を与えないようにしてください。

6. 3D モデルの塗りつぶし密度を下げる
充填密度は、モデル内のフィラメントの量です。充填密度を上げると、冷却中に大幅に収縮し、反りが発生します。
充填密度を下げると収縮率が低下し、3D プリントのゆがみが減少します。
7.印刷速度を下げる
印刷速度を下げると、3D 印刷のカールが減り、反りを防ぐことができます。また、印刷速度を遅くすることで、冷却が容易になり、適度な密着が得られ、内部応力が軽減されます。
8.最初のレイヤーの冷却ファンをオフにする
冷却ファンは冷却プロセスを加速します。温度が高いと、押し出されたフィラメントが収縮中に急激に冷却され、材料が引き上げられます。また、プリントベッドへの最初のレイヤーの不適切な接着につながる可能性があります。その結果、歪んだ 3D プリントにつながります。そのため、冷却ファンをオフにして、1 層目を保温することをお勧めします。
9.印刷ベッドのクリーニング
印刷ベッドのクリーニングも、反りの可能性を減らすのに役立ちます。これは、ほこりや汚れがプリント ベッドへのフィラメントの付着を弱める可能性があるためです。
10.接着剤を使用
接着剤、青いテープ、または接着剤製品を使用して、プリント ベッドへのフィラメントの接着を改善します。ただし、接着剤がフィラメントに影響を与えず、プリント ベッドと互換性があることを確認してください。
3D プリントにおける ABS ワーピングと PLA ワーピングの違い
3D プリントの反りは、3D プリント フィラメントの特性に依存します。その結果、ABS の反りと PLA の反りには違いがあります。両方の材料の違いを理解するには、それらの特性を理解する必要があります。
PLA は、強度、剛性が高く、融点が低い熱可塑性樹脂です。ただし、溶融温度が低く、3D プリントの反りが発生しやすいです。それとは別に、フィラメントが硬化すると脆くなり、プリント ベッドへのレイヤーの接着力が低下します。
ABS は PLA よりも弱く、軽く、剛性が低いです。そのため、熱に強く反りやすいため、印刷に手間がかかります。そのため、ABS を印刷する場合は、約 40 ~ 50 ℃ の加熱された印刷ベッドとノズルを使用してください。
全体として、それらの主な違いは、ABS が PLA よりも大きく反る傾向があることです。これは、プリント ベッドの温度が低すぎるか、ノズルの温度が高すぎる場合、PLA はカールする傾向がありますが、全体的には ABS よりも反りが最小限に抑えられるためです。
3D プリントのその他の欠陥は?
3D プリントの反りは、3D プリントで発生する唯一の欠陥ではありません。以下は、プロセスにおける一般的な欠陥の一部です:

1.ゴースト
ゴーストとは、モデルの表面に小さな繰り返しの線が発生することです。押出機が方向転換する際に振動が発生することにより発生します。印刷速度を落とし、プリンターの機械部品をチェックすることで問題を解決できます。

2.象の足
これは、水平面での 3D モデルの最初のレイヤーの拡張です。これは、ノズルがプリント ベッドの近くにあるか、プリント ベッドの温度が高いために発生します。ベッドの温度を下げることで象足を避けることができます。

3.過熱/カール
これは、フィラメントを加熱し、非常に高い温度で押し出すために発生します。したがって、フィラメントが冷えるまでの時間が短くなります。したがって、それは崩壊または垂れ下がります。カールを避けるには、温度を下げ、冷却ファンの速度を上げてください。

4.ストリング
糸引きは、プラスチックがプリント セクションから滴り落ち、ノズルが移動したときに別のセクションに付着することで発生します。この問題は、不正確な設定が原因で発生します。温度を下げ、プリンターの後退速度を上げることで糸引きを防ぐことができます。
5.クラッキング
これは、レイヤーが適切に結合されていない場合に発生します。層間の接着不良や熱収縮により発生します。
ひび割れを防ぐには、温度を上げ、冷却ファンの速度を下げます。また、印刷中に適切な冷却が行われるようにすることもできます。
結論
3D プリントのワーピングは、ワーピング中によく発生します。主に温度差による冷却の変化が原因で発生します。よくあることなので、プロセスを防ぐ必要があります。したがって、これは 3D プリントのゆがみ、その原因と解決策、およびそれを防ぐ方法について説明しています。
高品質の 3D プリントが必要ですか?ここ WayKen では、低コストで高品質の 3D プリント サービスと CNC 加工を提供しています。当社は ISO 認定を受けており、高い品質基準を遵守していることを意味します。さらに、経験豊富で創造的な専門家のチームは、高度な機器を使用して、可能な限り最高のサービスを提供します。 3D プリントのニーズにどのように対応できるかについては、今すぐお問い合わせください。がっかりすることはありません!
よくある質問
フィラメントは反りの原因になりますか?
はい、間違ったフィラメントを使用すると、3D プリントの反りにつながる可能性があります。たとえば、PLA と ABS は 3D プリントで一般的なフィラメントです。ただし、ABS はその特性上、反りが発生しやすくなっています。 3D プリントを最大限に活用するために、使用しているフィラメントを理解していることを確認してください。
PLA はどの温度で反りますか?
PLA は約 70 °C でも寸法変化を起こします。しかし、より高い温度 (約 170 °C) では、物体は完全に崩壊 (溶融) しました。
濡れたフィラメントはゆがみの原因になりますか?
はい、濡れたフィラメントは印刷中に脆くなり、印刷ベッドへの接着力が低下する可能性があります。それとは別に、湿ったフィラメントは気泡を発生させ、3D プリントの品質を損なう可能性があります。
3Dプリント