


PECVDによる低欠陥密度nc-Si:H薄膜の堆積のための便利で効果的な方法
要約
水素化ナノ結晶シリコン(nc-Si:H)薄膜は、フラットパネルディスプレイトランジスタや太陽電池などの有望な材料として大きな注目を集めています。しかし、nc-Si:Hの多相構造は多くの欠陥をもたらします。主要な課題の1つは、欠陥を簡単に減らす方法です。この研究では、欠陥密度の低いnc-Si:H薄膜を堆積するための簡単で効果的な方法を開発しました。この方法は、プラズマ化学気相成長法(PECVD)プロセスで高圧範囲の堆積圧力を調整するだけです。 nc-Si:Hの微細構造は、ラマン、AFM、およびSEMによって特徴づけられました。さらに、光起電材料の重要な特性である欠陥密度に焦点を当て、3.766×10 16 の欠陥密度を達成しました。 cm -3 。この欠陥密度は、PECVDプロセスの他の複雑な方法による低欠陥密度nc-Si:Hの製造に関する以前の研究よりも低くなっています。したがって、nc-Si:Hの少数キャリアの寿命は大幅に改善されます。さらに、イオン衝撃に対する堆積圧力の影響についてのメカニズムを実証し、欠陥密度がnc-Si:H光起電力材料の重要な特性であることを証明しました。
背景
薄膜シリコン技術の進歩における重要なランドマークは、高品質の水素化ナノ結晶シリコン(nc-Si:H)の開発です。水素化アモルファスシリコン(a-Si:H)と比較して、nc-Si:Hは移動度がはるかに高く、800 nmを超える波長での応答がはるかに優れており、Staebler-Wronski劣化の影響を受けにくくなっています[1、2]。 nc-Si:H薄膜は、プラズマ化学気相成長法(PECVD)を使用して堆積できるため、十分に開発された集積回路業界と互換性があります。したがって、nc-Si:H薄膜は、薄膜トランジスタ[3]、光検出器[4]、太陽電池[5]などのさまざまなデバイスで幅広い用途があります。
しかし、多相材料として、nc-Si:H薄膜には、結晶/アモルファス相の界面や結晶間のボイドやダングリングボンドなどの独自の欠陥があります。水素原子は、欠陥の少ない高品質のnc-Si:Hの堆積の鍵であることが知られています[6]。水素原子はダングリングボンドを飽和させる可能性があり、成長表面の水素原子は融解温度よりもはるかに低い温度で結晶成長を引き起こすことが指摘されています[7]。したがって、より多くの原子状水素は、高品質のnc-Si:Hの堆積に有益です。成長する表面の水素原子フラックスを増やすには、nc-Si:Hの成長に高い水素希釈またはシランの枯渇が不可欠です。
PECVDでシラン枯渇を引き起こすのは、無線周波数(RF)パワーを上げることです[7]。しかし、単に電力を増やすと、成長する表面へのイオン衝撃が劇的に増加し、おそらくより多くの欠陥につながるでしょう。したがって、イオン衝撃を抑制するために直流(DC)バイアスを使用する必要があります。ただし、より多くの原子状水素を得るためにRF電力を上げる場合は、DCバイアスも変更する必要があります。そうしないと、DCバイアスはイオン衝撃を効果的に緩和できません。そして、特定のRF電力の下での適切なDCバイアスは、膨大な実験なしには見つけることができません。水素原子含有量を上げる別の方法は、堆積圧力を上げることです。電子と分子の衝突頻度は、堆積圧力とともに増加します。 SiH 4 の解離速度になります およびH 2 上昇。 SiH 4 の解離 およびH 2 原子状水素を生成します[8]。その結果、堆積圧力を上げると、水素原子の含有量が増える可能性があります。
したがって、この論文では、より多くの原子状水素を得るために、高圧範囲で堆積圧力を調整することを提案します(従来の堆積圧力は50〜100 Paです)。これは、PECVDプロセスで便利で効果的な方法です。この方法を使用することにより、特定の圧力下で堆積された膜は、低欠陥密度のnc-Si:Hの製造に関する以前の研究と比較して欠陥密度が低くなります[5、9、10]。そして、高い少数キャリアの寿命が達成されました。さらに、サンプルの巨視的または一般的な特性に対するさまざまな堆積圧力の影響に関する以前の報告[11、12]と比較して、堆積圧力の範囲を大幅に拡大し、一般的な特性だけでなくその影響にも焦点を当てました。 (結晶化度など)だけでなく、高品質の光起電力材料の重要な特性である欠陥密度と少数キャリアの寿命についても説明します。さらに、以前の報告では一般的な議論を行っただけでしたが、イオン衝撃に対する堆積圧力の影響についてのメカニズムを示しました。さらに、イオン衝撃が膜の成長に弱くはないことを証明しました(イオン衝撃の程度は適切である必要があります)。最終的に、欠陥密度がnc-Si:H光起電性材料の重要な特性であることを証明しました。
メソッド/実験
nc-Si:H薄膜は、容量結合PECVDシステム(反応器の概略図を図1aに示します)によって、さまざまな堆積圧力でコーニングガラス上に成長させました。堆積圧力は、150Paのステップで150から1050Paに増加しました。すべてのサンプルは、13.56MHzのRFと0.32W / cm 2 の電力密度を使用して堆積されました。 、全ガス(SiH 4 およびH 2 )110 sccmの流量(SiH 4 濃度は0.727%でした)。基板温度は250°Cに保たれ、堆積時間は2時間でした。
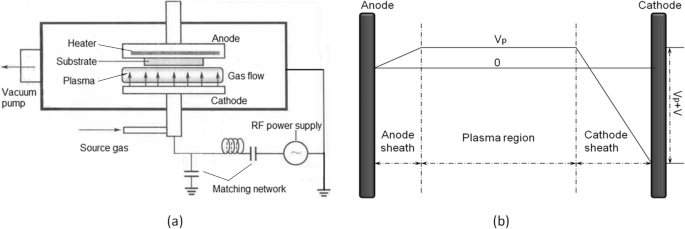
a の概略図 PECVDリアクターと b 電極間の電位分布( V p 、プラズマ電位; V 、二乗平均平方根RFポテンシャル)
結晶化度 X c は、514.5 nmのArイオンレーザーを使用して、後方散乱モードでUVマイクロラマン分光計(Jobin Yvon LabRam、HR800)で測定されたラマンスペクトルから計算されました。レーザー出力密度は1mW / mm 2 に保たれました。 ビームによる結晶化を回避します。サンプルの欠陥密度は、9.8GHzおよび5mWで電子スピン共鳴(ESR)分光計(Bruker、EMX-8Xバンド)によって測定された結果から計算されたスピン密度Nsによって特徴付けられました。有効な少数キャリアの寿命τ SemilabWT-1200Aを使用して測定しました。これらのフィルムの表面形態は原子間力顕微鏡(AFM、SII Nanonavi E-Sweep)で観察され、微細形態は走査型電子顕微鏡(SEM、Sirion 200)で観察されました。
結果と考察
ラマン分析による構造調査
様々な圧力下で堆積されたnc-Si:H薄膜の構造調査のために、マイクロラマン測定が実施されました。図2では、ラマンスペクトルを示すために4つの代表的なサンプルが選択されています。それらは、それぞれ300 Pa、450 Pa、750 Pa、および1050Paで堆積されます。特定の圧力下での各スペクトル(白丸)は、3つのガウスピークにデコンボリューションできます。(1)480 cm -1 付近の広いガウス分布 、これは横方向の光学系(TO 1 )アモルファスシリコンのモード。 (2)520 cm -1 付近のピーク 、非対称TO 2 に属します 結晶シリコンの振動モード[13、14]; (3)506 cm -1 付近のピーク これは、中間範囲の次数[1、15]に起因します。結晶化度( X c )nc-Si:Hは、[16、17]で計算できます:
$$ {X} _c =\ left({I} _ {520} + {I} _ {506} \ right)/ \ left({I} _ {520} + {I} _ {506} + \ gamma {I} _ {480} \ right)$$(1)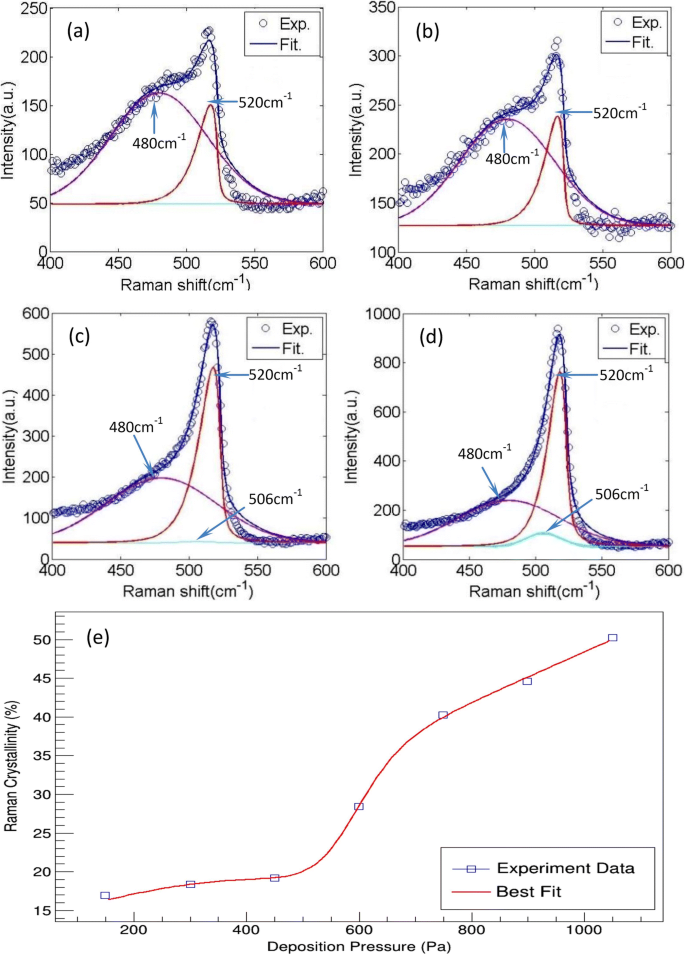
ラマンスペクトルと、300 Pa( a )で堆積した典型的なサンプルのデコンボリューション )、450 Pa( b )、750 Pa( c )、および1050 Pa( d )および異なる圧力下で堆積されたnc-Si:H薄膜の計算された結晶化度( e )
ここで、γ は、c-Siとa-Siの積分ラマン断面積の比率です(γ =1 [17、18])、および I 520 、私 506 、私 480 520、506、480 cm -1 で観察されたピークの積分強度です。 、 それぞれ。さまざまな堆積圧力の関数としての結晶化度が図2eにプロットされています。
水素原子(H)は、主に水素希釈シランプラズマでの次の2つの衝突から生成されることが知られています[8]:
- a。
一次電子-シラン反応
- b。
電子-水素反応
追加ファイル1の式S(1)およびS(2)に従って、\({n} _e =\ frac {P} {RT} \ bullet \ mu \)( P > 、堆積圧力; R 、理想的なガス定数; T 、排出前のガスの絶対温度; μ 、イオン化率;および n e 、電子密度)。 μ RF電力が変わらないため、一定であり、 T 同様に一定です。電子密度 n e したがって、堆積圧力 P とともに増加します 。化学方程式によると。 (2)と(3)では、プラズマで生成されるHの密度は n とともに増加します。 e 。これは理想的な状態での理論的分析です。放電プロセスは非常に複雑であるため、放電プロセスの分析(つまり、プラズマ診断)は独立した分野になります。実際の状態での堆積圧力によるHの変化は、プラズマ診断によって測定する必要があります。ヤンら。 \({H} _ {\ alpha} ^ {\ ast} \)(\({I} _ {H _ {\ alpha} ^ {\ ast}} \))の強度を発光スペクトル(OES)で測定そして、\({I} _ {H _ {\ alpha} ^ {\ ast}} \)が最初に増加し、次に減少することを示します[19]。以前のプラズマ診断レポートによると、\({H} _ {\ alpha} ^ {\ ast} \)の強度は水素原子の量を示しています[20、21]。したがって、プラズマ中のHの密度は、堆積圧力が増加し続けると、最初に増加し、次に減少します。この傾向は、私たちの理論的分析とは少し異なります。違いはHの二次反応に関連しています:
$$ \ mathrm {H} + {\ mathrm {SiH}} _ 4 \ to {\ mathrm {H}} _ 2 + {\ mathrm {SiH}} _3 $$(4)ここで、SiH 4 分解されていないもの、つまり残りのSiH 4 。私たちの実験では、SiH 4 を含むガスの流出を減らすことにより、堆積圧力を高めます。 。つまり、SiH 4 のサプリメントを増やすのと同じです。 。堆積圧力が特定のレベルに上昇すると、SiH 4 の速度 サプリメントは分解速度を超えています。したがって、SiH 4 の量が多くなります。 左。 Hは、プラズマからの脱出から膜成長面への到達までの距離があります。 Hは残りのSiH 4 と反応します 二次化学式に示されているように、この距離で。 (4)。したがって、Hの密度は減少します。その結果、水素原子密度は最初に増加し、その後、堆積圧力が増加し続けると減少します。低欠陥密度のnc-Si:Hの堆積には、より多くの量のHが有益であることが知られています。したがって、我々の実験で堆積されたnc-Si:Hの欠陥密度は、原子水素密度と同じ傾向を示しています。つまり、欠陥密度は最初に減少し、次に増加します。欠陥密度の傾向に関する詳細な議論は、後のセクションに示されています。
図2eでは、nc-Si:H、 X の結晶化度がはっきりとわかります。 c 、堆積圧力とともに増加します。これは、圧力を上げると X が上がる可能性があることを示しています c 。結晶化度は、水素原子の影響を受けるだけでなく、成長前駆体SiH n の含有量の影響も受けます。 ( n =1,2,3、主に n =3)これはSiH * で示すことができます OES測定[21、22]。 Hsieh etal。 \({I} _ {H _ {\ alpha} ^ {\ ast}} \)/ I SiH ∗ (強度比\({H} _ {\ alpha} ^ {\ ast} \)/ SiH * )堆積圧力とともに増加します[20]。 \({I} _ {H _ {\ alpha} ^ {\ ast}} \)/ I SiH ∗ X のインデックスです c 、つまり X c \({I} _ {H _ {\ alpha} ^ {\ ast}} \)/ I の増加とともに増加します SiH ∗ [21、23]。したがって、\({I} _ {H _ {\ alpha} ^ {\ ast}} \)/ I SiH ∗ トレンドは、 X のトレンドに関する私たちの結果を強く支持しています c 。
平均粒径 d 式[24、25]に従って、ラマンスペクトルから推定することもできます。
$$ d =2 \ pi \ sqrt {B / \ Delta \ upnu} $$(5)ここで、 ∆ν はcm -1 の単位での周波数です シフト。これは、観測されたピーク周波数値とバルクSiのピーク周波数値の差として定義されました。 B の通常の値を使用する 2.0cmの -1 nm 2 [25]、 d =4.07〜4.50nm。
表面形態とイオン衝撃に対する堆積圧力の影響に関するメカニズム
ラマン分光法による構造解析に加えて、図3に示すように、サンプルの形態もAFMによって特徴付けられました。フィルム表面の粗さの変化を検出するために、堆積圧力の関数としての二乗平均平方根(RMS)は次のようになりました。図3hに示されています(RMS値は各フィルムのいくつかの異なる場所で平均化されています)。図3hでは、堆積圧力が増加するにつれてRMSが減少します。圧力が上昇すると、粒子間の衝突が悪化し、これらの粒子が膜成長面に到達すると、運動エネルギーが失われます。膜成長表面に到達する低エネルギーイオンは、より弱いイオン衝撃につながります。これは、圧力の上昇がイオン衝撃の抑制に有益であることを示唆しています。これは、以前のレポート[7]でも言及されています。しかし、イオン衝撃に対する堆積圧力の影響についてのメカニズムは実証されていません。以下のように調査します。
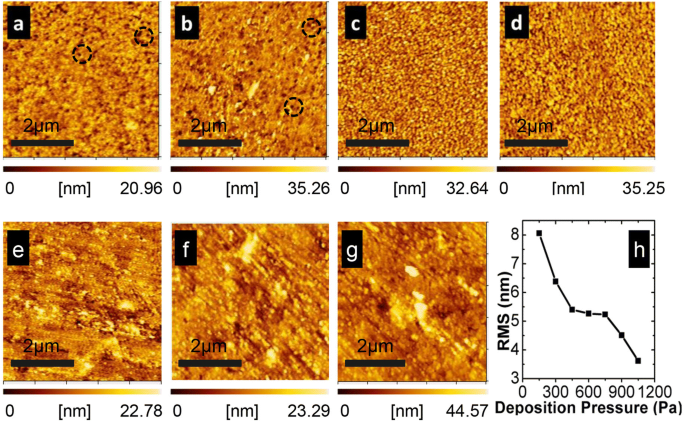
異なる堆積圧力による表面形態の変化を示すnc-Si:H薄膜のAFM画像。 a 150 Pa、 b 300 Pa、 c 450 Pa、 d 600 Pa、 e 750 Pa、 f 900 Pa、および g 1050Pa。 a のクレーター および b は破線の円でマークされ、 h でマークされたさまざまな堆積圧力下でのフィルム表面の二乗平均平方根(RMS)粗さ
2つの電極間の電位分布は、中央のプラズマ領域、アノードシース、およびカソードシースの3つの領域に分割できます(図1bを参照)。イオン衝撃を引き起こすイオンは、プラズマ領域から拡散し、アノードシースを通過する必要があります。電子はイオンよりも速く拡散するため、プラズマの電位は原子炉の他のどのセクションよりも高くなります。原子炉の壁が接地されているため、プラズマの電位は正です(図1を参照)。したがって、陰イオンはプラズマ領域に閉じ込められます。中性粒子と陽イオンのみがアノードシースに拡散し、最終的に膜成長面に到達します。言い換えれば、私たちの実験でのイオン衝撃は陽イオンによってのみ引き起こされます。シースの幅が非常に小さいため、陽イオンは衝突することなくアノードシースを通過します(詳細な証拠は追加ファイル1に示されています)。結果として、陽イオンは、それらがシースに入るとき、アノードシースの電場によってのみ加速される。したがって、イオン衝撃の強さは、陽イオンが陽極シースに入るときの陽イオンの初速度にのみ依存します( v 0 )およびその後のアノードシースの電界による加速の程度。
まず、 v の相関関係 0 堆積圧力で分析されます。陽イオンを含む粒子は、堆積圧力が上昇すると衝突が悪化するため、プラズマ領域で運動エネルギーを失います。つまり、 v 0 圧力が上がると低下します。次に、堆積圧力によるシースの電界による加速度の変化を示します。 [22]:
$$ {V} _p- {V} _f =\ frac {k {T} _e} {2e} \ left(\ frac {m_i {T} _e} {m_e {T} _i} \ right)$$ここで m e 電子の質量です。 m i イオンの質量です。 T e および T i それぞれ電子とイオンの温度です。 V p プラズマポテンシャルです。および V f は浮動ポテンシャルです。基板がリアクターに吊り下げられているため、アノードシースの電圧 V シース V に等しい p − V f 、次のようになります:
$$ {V} _ {\ mathrm {sheath}} =\ frac {k {T} _e} {2e} \ left(\ frac {m_i {T} _e} {m_e {T} _i} \ right)$$ (6)プラズマ領域では、 T e 堆積圧力の増加が粒子(電子とイオンを含む)間の衝突を悪化させるにつれて減少します。 Hsieh etal。 T e OES測定による堆積圧力の増加とともに減少します[20]。これは、 T の傾向を示唆しています e 私たちの理論的分析によると、絶対に正しいです。 T との比較 e 、 T i 減少が少ないため、変更されていないと見なすことができます。その結果、 V シース 式(6)に従って圧力が上昇すると低下します。アノードシースによる加速度を弱めます。落下する v と相まって 0 、圧力が上昇すると、膜成長面に到達する陽イオンの運動エネルギーがはるかに小さくなるという結論を導き出すことができます。言い換えれば、堆積圧力を上げると、イオン衝撃効果が弱くなります。したがって、膜表面のRMSは150から1050 Paまで減少し続けます。以前の報告によると、イオンエネルギーが低いほど、結晶化度は高くなります[7]。また、すでに描いた結晶化度と堆積圧力の相関関係についての結論も裏付けています。さらに、はるかに低い圧力(150Paおよび300Pa)で堆積された膜表面はより粗く、図4a、bに示すように、これらの表面には多くのクレーターが含まれていることもわかります。それは強いイオン衝撃の結果です。図3によると、450 Paで堆積した膜が最もコンパクトで(特に図5cと6dに示されている)、均一であると明らかに結論付けることができます。
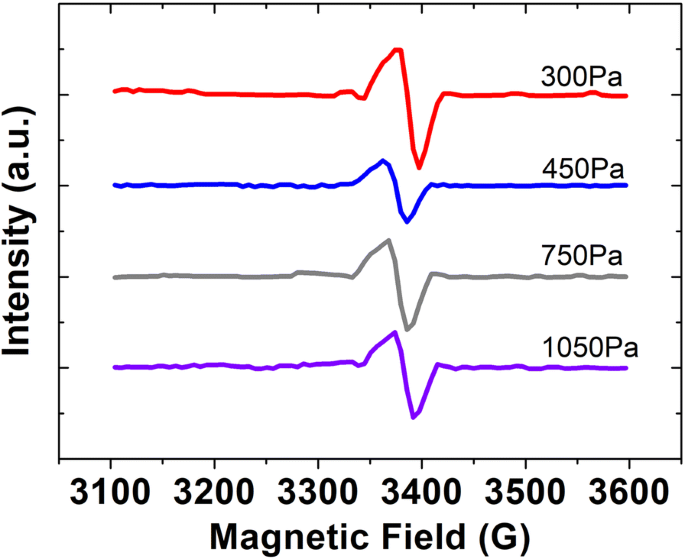
300 Pa、450 Pa、750 Pa、1050Paで堆積した典型的なサンプルのESRスペクトル
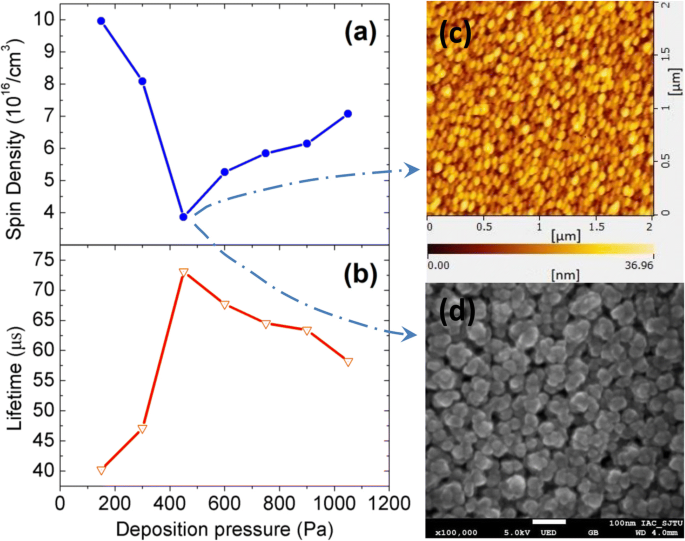
スピン密度の依存性( a )および有効な少数キャリアの存続期間( b )異なる堆積圧力で。高解像度AFM画像( c )およびSEM画像( d )450 Paで堆積したnc-Si:H薄膜の
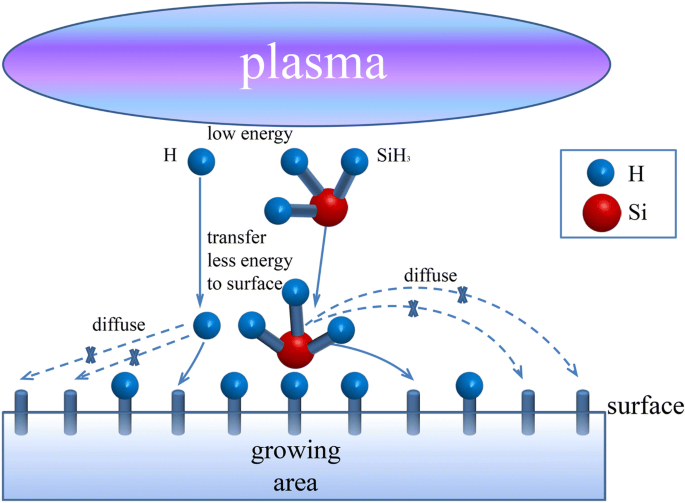
成長する表面での粒子拡散の概略図
欠陥密度と電気的特性
nc-Si:H薄膜の欠陥密度に及ぼす堆積圧力の影響をESR技術によって調べた。図4は、それぞれ300 Pa、450 Pa、750 Pa、1050Paで堆積された典型的なサンプルの4つのESRスペクトルを示しています。図5aのデータは、各サンプルのESRスペクトルから計算されています。図5aに示すように、圧力が増加すると、スピン密度は最初に減少し、次に増加します。最小値は450Paです。ESRの原理によれば、不対スピンの数は中性のダングリングボンドの密度に正比例します。これらの結合は主に膜成長表面に存在し、膜成長表面の定常状態の欠陥を構成しますが、結果として得られる膜の欠陥密度は基本的にこれらの定常状態の欠陥密度によって決定されます[26]。したがって、ESRスペクトルから計算された結果は、実際に得られたフィルムの欠陥密度です。図5aのこれらの結果は、nc-Si:Hの欠陥密度が450 Paで最小に達し、3.766×10 16 であることを示しています。 cm -3 。 Chowdhury etal。低欠陥密度のnc-Si:Hの製造方法を研究しました。 13.56 MHzのRFソースを使用した場合、欠陥の少ない密度を実現するために最善を尽くしました。値は1.1×10 17 でした および7.0×10 16 cm -3 。超短波(VHF)励起源(54.24 MHz)を使用した場合、4.3×10 16 という最低の欠陥密度を達成しました。 cm -3 [10]。 VHFプラズマのイオンエネルギーは低く、イオンフラックスの密度は高いことが知られています。これらの2つの要因により、VHF-PECVDによって堆積された薄膜は欠陥密度が低く、高品質です[27]。ただし、欠陥密度は当社よりも高く、54.24MHzの励起源は13.56MHzの励起源よりもはるかに高価です。低欠陥密度を達成するために、ウェン等。追加で適用されるDCバイアス。ただし、最小値は4.0×10 16 です。 cm -3 [9]。適切なDCバイアスは言うまでもなく、適切なRF電力を見つけることは簡単ではありません。その理由は、RF電力が変更されたらDCバイアスを調整する必要があるためです。そうしないと、DCバイアスはイオン衝撃を効果的に緩和できません。対照的に、私たちの方法は単純です。最近、Jadhavar等。欠陥密度の低いPECVDにより高品質のnc-Si:Hを蒸着しました。欠陥密度は約8.75×10 16 です。 cm -3 [5]。したがって、欠陥密度の低い薄膜を実現するための私たちの方法は便利で効果的です。欠陥密度が低いほどマイノリティキャリアの寿命が長くなることを考慮して、マイノリティキャリアの寿命を直接測定しました。図5bに示すように、有効な少数キャリアの寿命は450 Paで最大に達します。少数キャリアの寿命の傾向は、ESRスペクトルから計算された欠陥密度の傾向と同期しています。これは、フィルムの欠陥密度がESRによって絶対的に測定できることを示しています。
イオン衝撃と欠陥密度の関係
圧力を上げると、イオン衝撃を抑えることができます。ある意味で、欠陥密度は150から1050 Paまで連続的に低下するはずです。実際、欠陥密度は減少してから増加します。無視してはならないもう1つの要因があります。それは、HとSiH 3 の拡散です。 (プラズマでは、主な膜前駆体はSiH 3 です。 [26])。成長面での粒子拡散の概略図を図6に示します。150から1050Paまで、粒子の運動エネルギーは減少します。イオン衝撃効果は確かにますます低くなっています。ただし、粒子の衝突頻度が増加するため、粒子の運動エネルギーは450から1050Paに大幅に減少します。高品質のnc-Si:Hの堆積の鍵となる水素原子は、運動エネルギーを大幅に失うため、さらに拡散してダングリングボンドを飽和させることはできず、密度が低下し始めます。 「ラマン分析による構造調査。」一方、水素原子を含む粒子は、運動エネルギーを劇的に失うため、成長する表面にそれ以上のエネルギーを伝達することはできません。したがって、SiH 3 の拡散長 前駆体を強化することはできません。 SiH 3 表面に吸収されると、エネルギーのある好ましい成長部位を見つけることができ、原子的に秩序だった構造が形成されます。しかし今、SiH 3 エネルギー的に有利な成長サイトを見つけるのに十分な拡散長がありません。したがって、秩序構造を形成することはできません。言い換えれば、堆積された膜はより多くの欠陥を有する。その結果、図5aのスピン密度は逆に450Paから上昇し始めます。ただし、600〜1050 Paのスピン密度は150〜300 Paのスピン密度よりもまだ低いことに注意してください。これは、イオン衝撃が弱いためです。さらに、拡散長が短くなった結果、SiH 3 前駆体は堆積して凝集体を形成する傾向があります。図3に示すように、750 Paで凝集体が現れ始め、堆積圧力が上昇し続けると、凝集体は徐々に激しく凝集しました。上記の点によると、イオン衝撃は膜の成長にとって弱くはありません。イオン衝撃の程度は適切でなければなりません。
欠陥密度:nc-Si:H光起電材料の重要な特性
結晶化度と欠陥密度はどちらもnc-Si:H太陽電池材料の特性です。前者は堆積圧力とともに増加します。ある意味で、後者は衰退し続けるべきです。ただし、そうではありません。ラマン特性によると、結晶化度は高くなりますが、粒径のばらつきは非常に小さくなります(4.07〜4.50nm)。これは、粒子のサイズではなく、粒子の数だけが増加することを示しています。これらの条件では、粒界の体積が増加します。粒界はバルク欠陥と再結合中心であることが知られています。より多くの粒界は欠陥密度を増加させます。結晶化度が一定のレベルまで上昇すると、粒界体積の増加による欠陥密度への悪影響は、粒子数の増加による正の効果を克服します。したがって、結晶化度が大きくなるにつれて欠陥密度が減少し続けることはありません。逆に、結晶化度が一定のレベルに達した後に上昇します。この結果は、結晶化度の高いnc-Si:H薄膜が必ずしも品質が良いとは限らないことを示唆しており、これは別の研究グループによって確認されています。近年、太陽電池に最適なnc-Si:H層が相転移境界付近で得られることが報告されています。つまり、a-Si:Hからnc-Si:Hの直後に最適な層が得られます。遷移。最適なnc-Si:H層の結晶化度は高くありません[28、29、30]。 Mukhopadhyay etal。さらに、結晶化度が高く、したがって光による劣化が少ないnc-Si:H層は、高品質の太陽電池を生成しないことを実証しました。 a-Si:Hからnc-Si:Hへの遷移直後に堆積したセルの安定化効率は、i層の結晶化度が高いセルよりも高くなりますが、前者は安定化前に後者よりも劣化します。 [31]。ハンら。さらに、準安定ダングリングボンドの形成により、光によるnc-Si:H層の劣化が生じることを証明しました。光によって誘発される構造変化は、準安定ダングリングボンド形成の前兆プロセスです[30]。準安定ダングリングボンドは欠陥の1つです[32]。したがって、高品質のnc-Si:H光起電力材料の重要な特性は、結晶化度、光の安定性、またはその他の特性ではなく、欠陥密度です。
結論
nc-Si:H薄膜は、圧力を150〜1050 Paの間で変化させることによって堆積されました。堆積圧力の範囲は、PECVDプロセスでの従来の堆積よりも高くなっています。堆積圧力の増加に伴い、結晶化度が増加し、膜表面の粗さが減少することがわかります。平均粒径 d =4.07〜4.50nm。さらに、サンプルの巨視的または通常の特性だけでなく、より重要な特性である欠陥密度と少数キャリアの寿命に対する堆積圧力の影響にも焦点を当てました。サンプルの欠陥密度は、堆積圧力が上昇すると、最初に減少し、次に増加することがわかります。欠陥密度は最小に達します(3.766×10 16 cm -3 )450 Paで。これは、低欠陥密度のnc-Si:H薄膜の製造に関する以前の研究よりも低い値です。この作業は、PECVDによって欠陥密度の低いnc-Si:Hを堆積させる便利で効果的な方法を提供します。そして、イオン衝撃に対する堆積圧力の影響についてのメカニズムを示しました。さらに、イオン衝撃は、膜の成長にとってより弱いものではないことが証明されています。イオン衝撃の程度は適切でなければなりません。
略語
- AFM:
-
原子間力顕微鏡
- DC:
-
直流
- H:
-
原子水素
- nc-Si:H:
-
水素化ナノ結晶シリコン
- PECVD:
-
プラズマ化学気相成長法
- SEM:
-
走査型電子顕微鏡
- VHF:
-
超短波
ナノマテリアル
- メッシュ電流法と解析
- C# の抽象クラスとメソッド
- C# 部分クラスと部分メソッド
- C# の封印されたクラスとメソッド
- バイザー、レンズ、ゴーグル用の防曇PCフィルム
- Java 文字列 replace()、replaceAll() および replaceFirst() メソッド
- アニーリングによって酸化ケイ素膜上に成長したアモルファスシリコンナノワイヤ
- 最大の太陽エネルギー収穫のためのInPナノワイヤの効率的かつ効果的な設計
- Ge(100)、(110)、および(111)基板上でのSrGe2薄膜の製造
- 分子線エピタキシー法を用いたGeBi膜の作製と光学的性質
- ラピッドツーリングサービスとその効果的なアプリケーション