


高エネルギー変換効率のための接触モード摩擦電気ナノ発電機の理論的システム
要約
次世代エレクトロニクスの急速な拡大に伴い、携帯型で効率的なエネルギー源は、市場の発展を妨げる最も重要な要因の1つになっています。摩擦電気ナノ発電機(TENG)は、その卓越した機能の潜在的な候補です。ここでは、エネルギー変換プロセス全体を考慮して、接触モードTENGの電力と変換効率を詳細に分析しました。まず、従来の分析を超えて、圧縮力を導入して、より用途の広いモーションプロファイルを導き出し、接触分離プロセスの動作原理をよりよく理解できるようにしました。次に、さまざまなパラメータがパフォーマンスに与える影響を詳細に分析しました。特に、最適な力で最大効率のTENGを得ることができます。これは現実的で、より効率的なTENGに役立ちます。さらに、この研究は、TENGの効率を定量化するための基準を確立する良いチャンスであり、TENG技術のさらなる工業化と多機能化の基礎を築きます。
背景
人工知能とクラウドネットワークは、スマートホーム、健康監視、エンターテインメント、環境監視のための次世代電子機器の急速な開発により、現代の生活の質を徐々に向上させています[1,2,3]。これらの大量の電子機器に電力を供給することは、そのサイズが大きく、寿命が短く、特に急速充電の問題があることを考えると、既存のバッテリー技術を利用することは不可能な使命になっています。ウェアラブル電子機器に適した持続可能な電源を開発することは、最も重要な障壁の1つになっています[4、5、6]。
現在、摩擦帯電に基づく摩擦電気ナノ発電機(TENG)は、機械的エネルギーを収穫するための魅力的な技術であることが実証されています。柔軟性[7]、費用効果[8]、簡単な製造プロセス[9]、環境保護[10]、汎用性[11]など、多くの利点があるウェアラブル電子機器の有望な候補です。周囲の力学的エネルギーからエネルギーを収穫するために広く利用されています。さらに、セルフパワーアプリケーション用のウェアラブルデバイスと統合するために利用できます[12、13、14]。今のところ、表面形態[15、16]、材料最適化[17、18]、電荷注入[19、20]、構造最適化[21、22]、マルチナノ発電機など、多くの方法がパワーを高めるために利用されています。 [23、24]。出力性能の急速な進歩にもかかわらず、エネルギー変換効率を分析するための決定的なモデルはありません。 TENGのさまざまなモードについて多くの理論的説明が公開されています[25、26、27]。ただし、ほとんどの分析では、エネルギー変換プロセス全体については説明しておらず、出力電力のみに焦点を当てています。さらに重要なことに、出力電力が高いからといってエネルギー変換効率が高くなるわけではなく、逆効果になることさえあります。エネルギー変換効率に関する直接的な研究が不足しているため、より効率的なTENGの開発をいくらか妨げてきました。
この作業では、プロセス全体を考慮して、接触モードTENGの電力と変換効率を体系的かつ直接分析しました。まず、従来の分析を超えて、圧縮力を導入して、より用途の広いモーションプロファイルを導き出し、接触分離プロセスの動作原理をよりよく理解できるようにしました。次に、運動方程式に従って、接触および分離プロセス全体における重要なデバイス性能の明示的な方程式が提示されました。最後に、材料特性、構造パラメータ、および実験的要因が最大出力、特にエネルギー変換効率に及ぼす影響を体系的に調査しました。パラメータ、特に圧縮力を合理的に設計することにより、最大の効率とパワーを得ることができます。これは現実的で、より効率的なTENGに役立ちます。重要なのは、TENGの効率を定量化するための基準を確立する良いチャンスであり、TENGのさらなる工業化と多機能化の基礎を築くものです。
メソッド
TENGの基本的な動作原理は、摩擦帯電と静電誘導に基づいています。摩擦材から大きく2種類に分類できます。仕事関数と摩擦のために、誘電体材料と導体材料が摩擦電気ペアとして選択されます。図1に示すように、上層は上電極(TE)で構成され、誘電体層は上下に移動できますが、下層電極(BE)は基板に固定されています。 2つの層は負荷抵抗 R で接続されています 。分離と接触のプロセスをそれぞれ図1a、bに示します。分離プロセスでは、電子はTEからBEに流れ、接触プロセスでTEに戻ります。
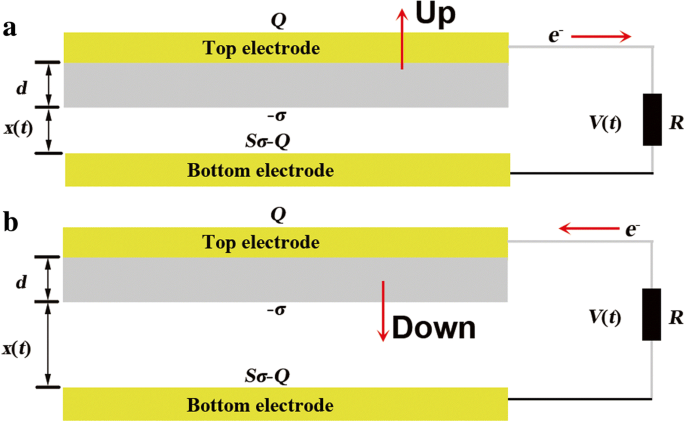
TENGAの接触モードの理論モデル。 a 分離プロセスと b 連絡プロセス
加えられた力の下で F 、上層は下層と完全に接触します。 BEは、表面電荷密度σの正の摩擦電荷を持ちます。 一方、誘電体層は反対の符号で同じ電荷を持っています。分離プロセスでは、上層が下層と距離 x で分離します。 ( t )。電位差が発生します V ( t )電界によるTEとBEの間。 V をオフセットするには ( t )、電子は R を介して2つの電極間を流れます 。したがって、TEの料金は Q です。 BEにはSσが残っています − Q 。 2つの領域での電界強度は、ガウスの定理に従って次のように与えられます。
誘電体層の内側:
$$ {E} _ {\ mathrm {dielectric}} =-\ frac {Q} {S {\ varepsilon} _0 {\ varepsilon} _r} $$(1)エアギャップの内側:
$$ {E} _ {\ mathrm {air}} =\ frac {\ sigma_0-Q / S} {\ varepsilon_0} $$(2)ここで、ε 0 およびε r はそれぞれ真空誘電率と比誘電率です。
V ( t )次の式を満たす必要があります:
$$ V(t)={E} _ {\ mathrm {dielectric}} d + {E} _ {\ mathrm {air}} x(t)$$(3)オームの法則から、 V ( t )は
として与えられます $$ V(t)=RI(t)=R \ frac {dQ} {dt} $$(4)方程式をマージすると、次のようになります
$$ \ frac {dQ} {dt} + \ frac {d_0 + x(t)} {RS {\ varepsilon} _0} \ times Q =\ frac {\ sigma x(t)} {R {\ varepsilon} _0 } $$(5)式。 (5)はTENGの支配方程式です。分離および接触プロセス全体に適用できます。 x であることは明らかです ( t )はTENGの最も重要な要素の1つです。前作とは異なり、直接仮定するのではなく、実際の運動方程式を作成します。この論文では、プロセス全体の運動方程式は、圧縮力と実験条件に基づいて作成されます。
結果と考察
非ばねシステム
まず、一定の圧縮力 F のみを考慮します。 そして最上層の重力。運動方程式は次のように取得できます(ESMの追加ファイル1:注1および図S1を参照)。実際には、 x ( t )常に最大値 x max 最小ゼロ。したがって、運動方程式は次の式で与えられます
$$ \ left \ {\ begin {array} {c} \ x(t)=\ frac {F- mg} {2m} {t} ^ 2、t <\ sqrt {\ frac {2 {x} _ { \ mathrm {max}} m} {F- mg}} \ \\ {} x(t)={x} _ {\ mathrm {max}}、t \ ge \ sqrt {\ frac {2 {x} _ {\ mathrm {max}} m} {F- mg}} \ end {array} \ right。 $$(6.1)$$ \ left \ {\ begin {array} {c} \ x(t)=\ frac {F + mg} {2m} {t} ^ 2、t <\ sqrt {\ frac {2 { x} _ {\ mathrm {max}} m} {F + mg}} \ \\ {} x(t)=0、t \ ge \ sqrt {\ frac {2 {x} _ {\ mathrm {max}} m} {F + mg}} \ end {array} \ right。 $$(6.2)式。 (6.1)と(6.2)は、それぞれ分離プロセスと接触プロセスを表しています。
その後、転送された料金を取得できます。 (詳細な派生は、追加ファイル1:ESMの注2にあります。)
分離プロセス:
$$ {\ displaystyle \ begin {array} {l} Q(t)=\ exp \ left(-\ frac {6m {d} _0t + \ left(F- mg \ right){t} ^ 3} {6 mRS {\ varepsilon} _0} \ right)\\ {} \ times {\ int} _0 ^ t \ frac {\ sigma \ left(F- mg \ right){t} ^ 2} {2 mR {\ varepsilon} _0 } \ mathit {\ exp} \ frac {6m {d} _0t + \ left(F- mg \ right){t} ^ 3} {6 mRS {\ varepsilon} _0} dt、t <\ sqrt {\ frac {2 {x} _ {\ mathrm {max}} m} {F- mg}} \ end {array}} $$(7.1)$$ {\ displaystyle \ begin {array} {l} Q(t)=\ frac {\ sigma S {x} _ {\ mathrm {max}}} {d_0 + {x} _ {\ mathrm {max}}}-\ left(\ frac {\ sigma S {x} _ {\ mathrm {max} }} {d_0 + {x} _ {\ mathrm {max}}}-{Q} _0 \ right)\\ {} \ times \ mathit {\ exp} \ left(-\ frac {d_0 + {x} _ {\ mathrm {max}}} {RS {\ varepsilon} _0} \ left(t- {t} _0 \ right)\ right)、t \ ge \ sqrt {\ frac {2 {x} _ {\ mathrm {max} } m} {F- mg}} \ end {array}} $$(7.2)ここで、\({t} _0 =\ sqrt {2 {x} _ {\ mathrm {max}} m / \ left(F- mg \ right)} \)、および Q 0 = Q ( t 0 )式で。 (7.1)。
連絡プロセス:
$$ {\ displaystyle \ begin {array} {l} Q(t)=\ exp \ left(-\ frac {6m {d} _0t + \ left(F + mg \ right){t} ^ 3} {6 mRS { \ varepsilon} _0} \ right)\\ {} \ times \ left(\ sigma S + {\ int} _0 ^ t \ frac {\ sigma \ left(F + mg \ right){t} ^ 2} {2 mR { \ varepsilon} _0} \ mathit {\ exp} \ frac {6m {d} _0t + \ left(F + mg \ right){t} ^ 3} {6 mRS {\ varepsilon} _0} dt \ right)、t <\ sqrt {\ frac {2 {x} _ {\ mathrm {max}} m} {F + mg}} \ end {array}} $$(8.1)$$ Q(t)={Q} _0 \ times \ exp \ left(\ frac {d_0 {t} _0- {d} _0t} {RS {\ varepsilon} _0} \ right)、t \ ge \ sqrt {\ frac {2 {x} _ {\ mathrm {max}} m} {F + mg}} $$(8.2)ここで、\({t} _0 =\ sqrt {2 {x} _ {\ mathrm {max}} m / \ left(F + mg \ right)} \)、 Q 0 t を割り当てることで計算できます = t 0 式に。 (8.1)。
したがって、出力電流は I として導出できます。 ( t )= dQ / dt および V ( t )= RI ( t 。
表1に示されている特定のパラメータに従って、数値計算結果を取得できます。
<図>さまざまな R での特性と時間の関係 プロセス全体の様子を図2に示します。接触プロセスのさまざまな負荷での伝達電荷、出力電流、および出力電圧の関係を図2a、c、eに示します。振る舞いは以前の研究[25]と同様です。しかし、分離プロセスはめったに研究されていません。長い時間が経過した後、分離プロセスで表面電荷がTEに完全に移動するとします。図2bに示すように、短絡(SC)状態では、上層の移動が停止すると( t )、TEの電荷はBEに完全に逆流する可能性があります。 =2 ms)。 t で料金をゼロにすることはできません = R の場合は2ms 1MΩ以上です。一方、 R の場合、ほぼすべての料金がBEに転送されます。 分離プロセスでは10MΩ未満です。接触プロセスで転送される料金は、分離プロセスよりもはるかに少なくなります。これは、初期の接触プロセスにおける比較的小さな推進力に寄与しています。出力電流と時間の関係が図2dにプロットされています。 SC条件では、ピーク電流は分離プロセスとほぼ同じです。 R の場合 が大きいほど、現在の時間曲線には、移動の開始時と終了時の2つの極大値があります。そして、絶対最大電流は、抵抗が増加するにつれて劇的に低下します。運動の開始時と終了時の2つの極大値は、それぞれ適切な電子と高速運動によるものです。図2fに示すように、出力電圧は電流と同じプロファイルを持ちますが、大きさの傾向が異なります(ESMの詳細な関係については、追加ファイル1:図S2を参照してください)。絶対最大電圧値は、分離プロセスの場合と比較してはるかに小さいことに注意してください。明らかに、電圧と電流は分離と接触のプロセスで対称ではありません。分離と接触プロセスを組み合わせることで、出力電圧と電流が交互になります。
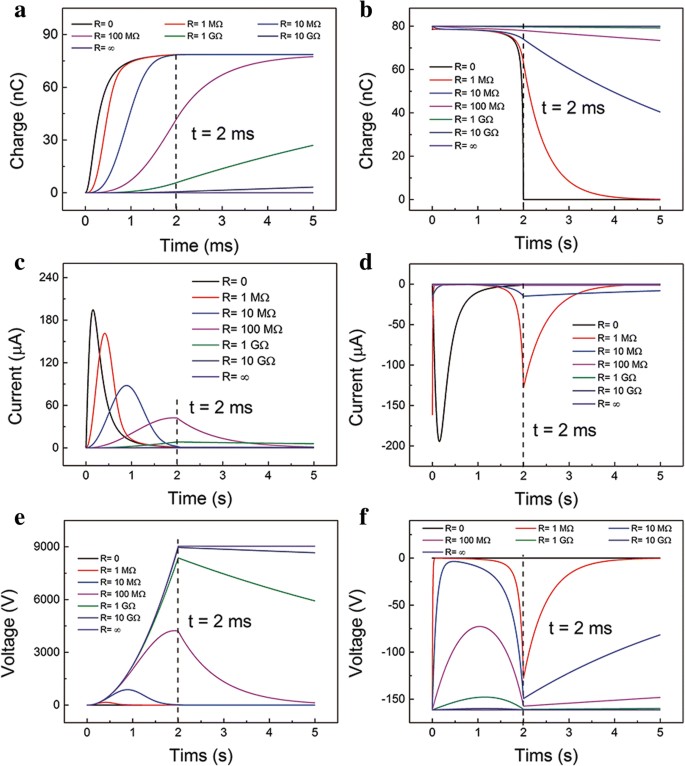
デバイスが一定の圧縮力 F。を受けている場合の計算された出力特性 異なる R での転送された料金と時間の関係 a で 連絡プロセスと b 分離プロセス。さまざまな R での現在と時刻の関係 c で 連絡プロセスと d 分離プロセス。異なる R での電圧と時間の関係 e で 連絡プロセスと f 分離プロセス
さらに、最大電力 P 間の関係に対するさまざまなパラメータの影響 max および対応する抵抗が図3にプロットされています。これらのさまざまなパラメータは、材料、構造、および実験条件に分けることができます。たとえば、材料パラメータにはσとεが含まれます r 。構造パラメータは主に面積サイズ S、x max および d。 圧縮力 F 実験パラメータです。 σ、
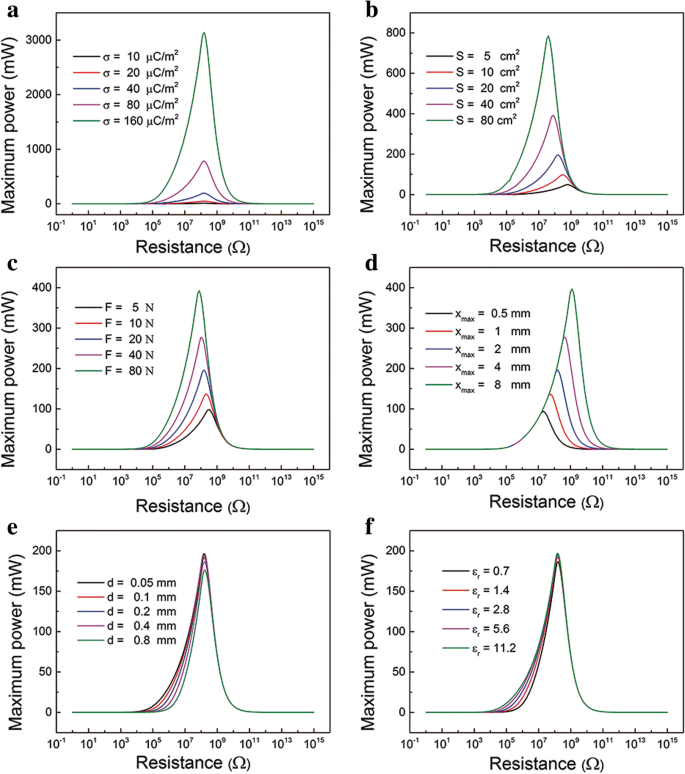
P に対するパラメータの影響 max および対応する抵抗。 R による瞬時電力プロファイル 異なる a 表面電荷密度σ、 b エリアサイズ S 、 c 圧縮力 F 、 d 最大分離距離 x max 、 e 誘電体層の厚さ d 、および f ε r
スプリングシステム
より一般的な実験条件として、スプリングシステムが含まれています。圧縮力 F 図4aに示すように、定期的に適用されます。分離プロセス( T = t 1 )、ばねと重力の復元力しかないので、 F =0.連絡プロセス中( T = t 2 + t 3 )、圧縮力 F が追加されます。そしてそれは2つの層が完全に接触した後も長く続くでしょう。運動曲線を図4bに示します。計算された運動方程式と出力性能は次のように導き出されます。 (追加ファイル1:ESMの注3)
$$ \ mathrm {x}(t)={x} _ {\ mathrm {max}}-{x} _ {\ mathrm {max}} \ mathit {\ cos} \ left({\ omega} _0t \ right )$$(9.1)$$ \ mathrm {x}(t)={x} _ {\ mathrm {max}}-\ frac {F} {k} + \ frac {F} {k} \ cos \ left ({\ omega} _0t \ right)$$(9.2)ここで、\({\ omega} _0 ^ 2 =k / m \)。そして、方程式。 (9.1)と(9.2)は、それぞれ分離プロセスと接触プロセスを表しています。
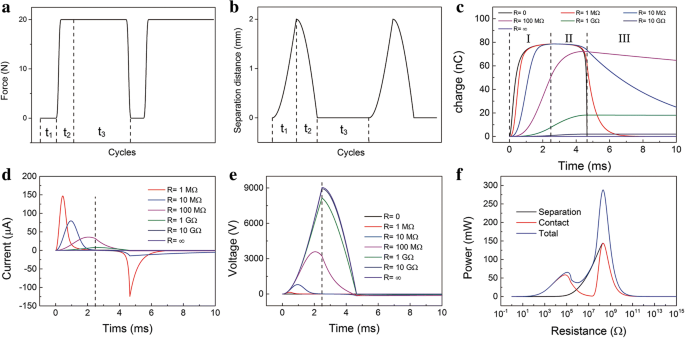
接触分離モードTENGの計算された特性。 a 周期力 F 。 b 最上層の周期的な動き。 c 異なる R での転送された料金と時間の関係 接触および分離プロセスで。 d さまざまな R での現在と時刻の関係 接触および分離プロセスで。 e 異なる R での電圧と時間の関係 接触および分離プロセスで。 f 瞬間的な最大電力と、接触、分離、およびプロセス全体の抵抗との関係
分離プロセス:
$$ {\ displaystyle \ begin {array} {c} Q(t)={\ int} _0 ^ t \ frac {\ sigma {x} _ {\ mathrm {max}} \ left(1- \ mathit {\ cos} \ left({\ omega} _0t \ right)\ right)} {R {\ varepsilon} _0} \ mathit {\ exp} \ left(\ frac {d_0 + {x} _ {\ mathrm {max}}} {RS {\ varepsilon} _0} t- \ frac {x _ {\ mathrm {max}}} {RS {\ varepsilon} _0 {\ omega} _0} \ mathit {\ sin} \ left({\ omega} _0t \ right)\ right)dt \\ {} \ times \ mathit {\ exp} \ left(-\ frac {d_0 + {x} _ {\ mathrm {max}}} {RS {\ varepsilon} _0} t + \ frac { x _ {\ mathrm {max}}} {RS {\ varepsilon} _0 {\ omega} _0} \ mathit {\ sin} \ left({\ omega} _0t \ right)\ right)、t <{t} _1 \ end {array}} $$(10)連絡プロセス:
$$ {\ displaystyle \ begin {array} {l} Q(t)=\ mathit {\ exp} \ left(-\ frac {d_0 + {x} _ {\ mathrm {max}}-\ frac {F} { k}} {RS {\ varepsilon} _0} t + \ frac {Fsin \ left({\ omega} _0t \ right)} {kRS {\ varepsilon} _0 {\ omega} _0} \ right)\\ {} \ times \ left \ {{q} _0 + {\ int} _0 ^ t \ mathit {\ exp} \ left(\ frac {d_0 + {x} _ {\ mathrm {max}}-\ frac {F} {k}} { RS {\ varepsilon} _0} t- \ frac {Fsin \ left({\ omega} _0t \ right)} {kRS {\ varepsilon} _0 {\ omega} _0} \ right)\ right。\\\ {} \ \\ {} \ times \ left。\ frac {\ sigma \ left({x} _ {\ mathrm {max}}-\ frac {F} {k} + \ frac {F} {k} \ cos \ left ({\ omega} _0t \ right)\ right)} {R {\ varepsilon} _0} dt \ right \}、t <{t} _2 \ \ end {array}} $$(11)$$ Q(t )={Q} _0 \ times \ mathit {\ exp} \ left(\ frac {d_0} {RS {\ varepsilon} _0} \ left({t} _0-t \ right)\ right)、t \ ge { t} _3 $$(12)ここで、 q 0 は、分離プロセスでBEからTEに転送された電荷です。
出力電流と電圧は、 I として計算できます。 ( t )= dQ / dt および V ( t )= RI ( t 。
異なる R での転送された料金と時間の関係 全プロセスでのプロットを図4cに示します。電荷移動プロセスは、周期的な力に対応する3つの領域に分割されます。領域Iは分離プロセスを表し、接触プロセスには領域IIとIIIが含まれます。リージョンIでは、料金はBEからTEに転送されます。 TEの料金は増加し続けています。領域IIでは、電荷の流れの方向は抵抗に関係しています。 TEの電荷は、抵抗が大きい場合( R )も増加し続けます。 ≥1GΩ)。最大値まで増加し、抵抗が低い場合は減少します( R ≤100MΩ)。特に R =0、料金はリージョンIIで減少し続けます。リージョンIIIでは、TEの料金は引き続き減少しています。プロセス全体の対応する出力電流を図4dに示します。分離および接触プロセスの電流は反対の符号を持ちます。通常、分離プロセスの最大電流値は、接触プロセスの最大電流値よりも少し大きくなります。興味深いことに、接触プロセスでは、絶対最大電流値は、接触プロセスの開始時または接触した瞬間に表示されます。抵抗が大きい場合は、接触プロセスの開始時に現れます。逆の場合も同様です。図4eに示すように、出力電圧は時間とともに増加し、その後減少します。接触プロセスでは、出力電圧は負の値として表示されます。また、絶対値は分離プロセスの絶対値よりもはるかに小さくなります。これらの数値は、文献で測定された実験グラフと一致しています。測定された出力電流は明らかに交流であり、測定された出力電圧は通常ピークシャープです。瞬間最大電力と接触、分離、およびプロセス全体の抵抗との関係を図4fに示します。 TENGは、分離および接触プロセスで約200MΩの絶対最大瞬時電力に達します。接触プロセス中は、約0.1MΩの追加の極大値があります。したがって、プロセス全体で、瞬時電力は約200MΩの最大値になります。抵抗が大きい場合、接触プロセスの電力曲線が分離プロセスの電力曲線と重なっていることがわかります。 R の場合、2つのプロセスの交点に最大電流値が表示されるため ≥200MΩ。
また、 P の計算結果 max および対応する最適抵抗が図5にプロットされています。図5a–cに示すように、最大瞬時電力はパラメータ x として増加します。 max 、 S 、および k 増加。これは、電子のより速い移動速度に寄与することができます。同時に、対応する最適抵抗も変化します。最適な抵抗は S とともに減少します および k 増加していますが、 x では逆の傾向です max 。 P に対するパラメータσの影響 max 最適な抵抗を図5dに示します。 P max 最適な抵抗が一定に保たれている間、σが増加するにつれて急速に増加します。最適な抵抗もεの影響を受けません r 。しかし、εとして r が増加すると、最大瞬時電力が増加してから飽和状態になります。 F 最大瞬時電力と最適抵抗にはほとんど影響しません。接触および分離プロセス全体で、 F 接触プロセスにのみ影響します。したがって、分離プロセスの最大電流は同じに保たれます。図5fに示すように、最大瞬時電力は変化しません。これは、非ばねシステムとは異なります。非ばねシステムでは、 F 分離プロセスに直接影響するため、最大電力に影響します。
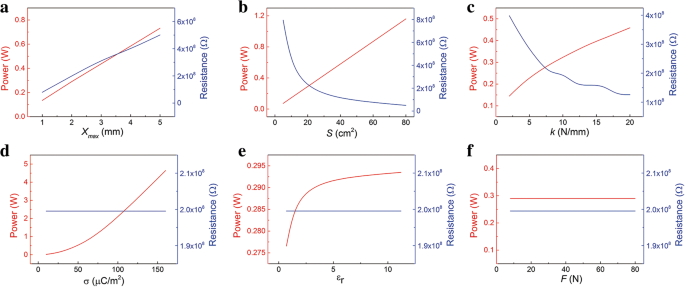
P に対するパラメータの影響 max 1サイクルで対応する抵抗。 P の関係 max および対応する抵抗とパラメータ a x max 、 b S 、 c k 、 d σ、 e ε r 、および f F
一言で言えば、 P max 最大分離距離 x を増やすことで増やすことができます max 、エリア S 、ばね係数 k 、誘電体層の比誘電率ε r 、特に表面電荷密度σ。たとえば、εなどの材料パラメータ r とσは通常、より高いパワーを得るために最適化されます[28、29]。最適な抵抗はパラメータ x で調整できますが max 、 S 、および k 。 P max 最適な抵抗は、主に材料と構造のパラメータに依存します。
変換効率η TENGの数
P についてもっと心配することもあります max ηを無視すること 。効率は、電源を評価するための重要なパラメータです。 η は、出力電気エネルギーと入力機械エネルギーの比率として定義されます。ここでは、これらのパラメータが効率に与える影響を体系的かつ直接的に調査しました。
電気エネルギーと機械エネルギーは、最適な R での電流パルスに従って取得されます。 。出力電気エネルギーは
によって与えられます $$ {E} _ {\ mathrm {electric}} ={\ int} _ {t _ {\ mathrm {start}}} ^ {t _ {\ mathrm {end}}} {I} ^ 2 Rdt $$(13 )。ここで、 t 間の期間 開始 および t 終了 接触と分離のプロセス全体を表します。
計算された力学的エネルギーは
$$ {E} _ {\ mathrm {mechanical}} =F \ times S $$(14)したがって、η 次のように計算されます
$$ \ eta =\ frac {E _ {\ mathrm {electric}}} {E _ {\ mathrm {mechanical}}} \ times 100 \%$$(15)ηの関係 x で max 図6aに示されています。 x として max 増加し、効率η 増加し、徐々に飽和します。力学的エネルギーと最大出力は x に比例することがわかっています max 。ただし、 x を増やす max 現在の時間曲線のシャープを変更します。 x の場合、成長率が遅くなることを意味します max 大きいです。パラメータの影響 S 、 k 、およびηのσ 図6b–dに示します。効率の増加傾向η これらのパラメータを使用すると、最大電力のパラメータと同様になります。効率η S とともに徐々に増加します および k 増加しています。注目すべきことに、σは効率に大きく影響する可能性がありますη 。パラメータε r 変更するのは難しく、幸いなことに、ηにはほとんど影響しません。 図6eに示すように。図6fに示すように、効率η F として急速に減少します 増加します。これは主に機械的エネルギーの増加に寄与しています。明らかに、効率は比較的低いです。幸い、σを改善することで効率を大幅に向上させることができます。
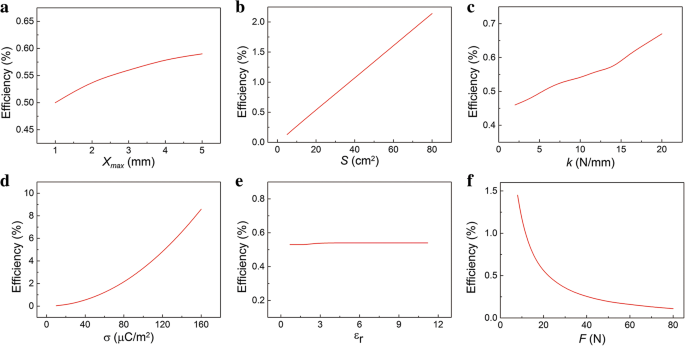
変換効率η TENGの。計算された変換効率とパラメータ a の関係 x max 、 b S 、 c k 、 d σ、 e ε r 、および f F
ただし、実際の状況では、 F パラメータσ[30]に影響を与える可能性があります。小さな F の下で 、2つの層は部分的に接触しています。 F として、2つのレイヤーの接触を改善できます。 増加します。次に、パラメータ F 表面電荷密度σにほぼ影響を与える可能性があります。つまり、σは F とともに増加します その後、図7aに示すように、飽和状態になります。そのため、出力性能と圧縮力 F の関係を再計算しました。 。 F の影響 最大電流、電圧、瞬時電力をそれぞれ図7b–dに示します。彼らは F と同様の関係を持っています 。たとえば、出力電圧は F とともに増加します 増加してから一定に保たれます。これは、文献[31、32]の実験データと一致しています。 F の影響 電気エネルギーについては図7eに示されています。曲線には転換点があることに注意してください。出力電気エネルギーは F とともに増加します 増加してからわずかに減少します。出力電気エネルギーのわずかな低下は、 F が大きい場合の接触プロセスが短いためです。 。小さな圧縮力の下で、 F はσに比例し、出力電気エネルギーが大きくなります。ただし、大きな圧縮力の下では、σは飽和状態になります。分離プロセスで転送された電荷は一定に保たれますが、より大きな圧縮力の下で接触プロセスは減少します。そのため、分離および接触プロセス全体での出力電気エネルギーはわずかに低下します。 ηの関係 および F 図7fに示します。興味深いことに、η - F 曲線はピークシャープであり、最大値は F に現れました ≈50N。入力 E 機械的 F に比例します 、 E 機械的 出力よりもはるかに大きい E 電気 。小さな F の下で 、 E の成長率 電気 E よりも高速です 機械的 σの急激な増加による。ただし、 F が大きい場合 、 E の減少 電気 E の増加 機械的 その結果、効率が低下します。有効な電源の設計では、エネルギー変換効率と圧縮力の関係のターニングポイントが重要です。
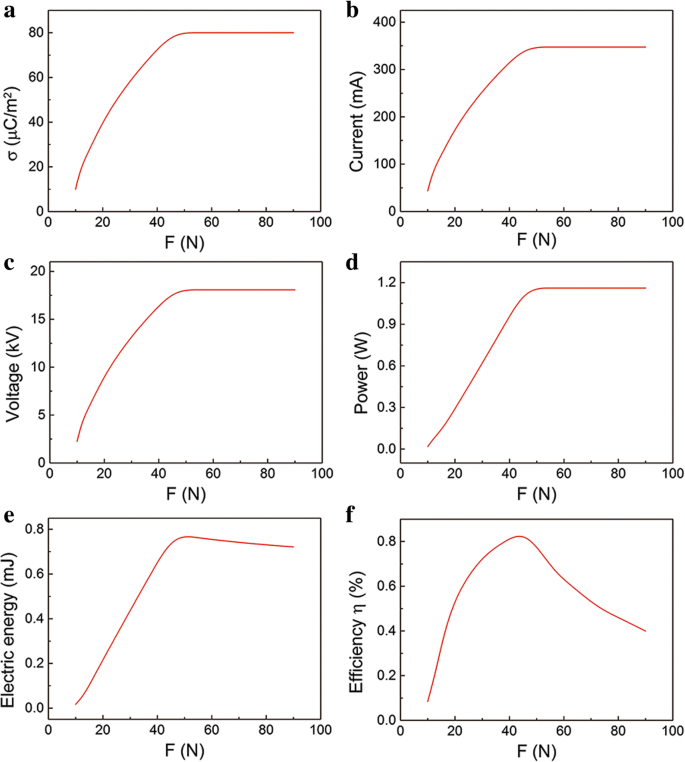
出力性能と圧縮力の関係 F 実際の状況で。 a 圧縮力の影響 F a 表面電荷密度σ、 b 最大電流、 c 最大電圧、 d 最大瞬時電力、 e 電気エネルギー、および f 効率
電流や瞬時電力などのより高い出力性能を得るために、大きな圧縮力 F 通常適用されます。ただし、変換効率が低くなる可能性があります。上記の分析によれば、有理数の F を選択できます。 高出力と変換効率を実現します。
結論
結論として、接触モードTENGの変換効率を体系的かつ直接分析するための実用的なアプローチを紹介しました。従来の分析を超えて、圧縮力が導入され、より用途の広いモーションプロファイルが導き出され、接触分離プロセスの動作原理をよりよく理解できるようになりました。分離プロセスのみに焦点を当てた従来の分析とは異なり、分離および接触プロセス全体における重要なデバイス性能の明確な方程式が提示されました。まず、出力性能と材料、構造、実験パラメータとの関係を分析しました。これは主に、より高い出力電力を対象としたものです。次に、重要なことに、プロセス全体のエネルギー変換効率に対するこれらのパラメーターの影響を体系的かつ深く研究しました。重要なのは、変換効率と圧縮力の関係にターニングポイントが見つかったことです。最適な力で同時に高出力と高変換効率のTENGを得ることができます。これは現実的で、より効率的なTENGに役立ちます。重要なのは、TENGの効率を定量化するための基準を確立する良いチャンスであり、TENGのさらなる工業化と多機能化の基礎を築くものです。
略語
- BE:
-
下部電極
- TE:
-
上部電極
- TENG:
-
摩擦電気ナノ発電機
ナノマテリアル