


3D印刷の設計パート3:印刷時間の短縮
ライターのメモ:これは、3Dプリントのデザインの3回目の記事です。プラスチックの3Dプリント部品の時間(および材料)を節約する方法について説明します。戻って読むこともできます パート1 および パート2 。
イントロ
アディティブマニュファクチャリングに対する最も一般的な批判の1つは、サブトラクティブ(高速)加工と比較した場合の速度の遅さです。アディティブマニュファクチャリングを使用すると、長期的には時間を節約できることがよくありますが(特に、特殊なプロトタイピングやかなりの加工時間が必要な場合)、適切なリソースがあれば、サブトラクティブ加工の方が客観的に高速です。この問題は積層造形の性質をよりよく表していますが、プラスチック部品の印刷時間を短縮するためにユーザーが採用できる戦略がいくつかあります。この投稿では、時間を節約する(そして節約しない)3D印刷戦略の設計と、Eigerおよびマシンでそれらを実装する方法について説明します。
印刷に時間を追加するもの(およびそれを回避する方法)
時間を節約する部品を設計するには、実際に印刷に時間を追加するものを列挙する必要があります。以下では、主要な時間の浪費と、それらが時間を追加する理由について説明します。
大きな表面積
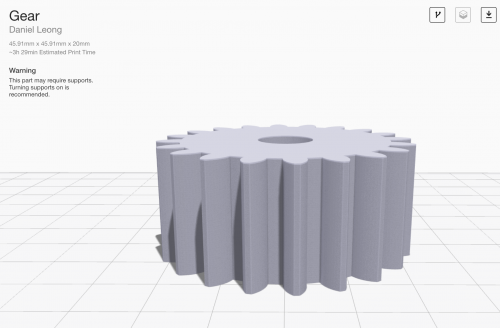
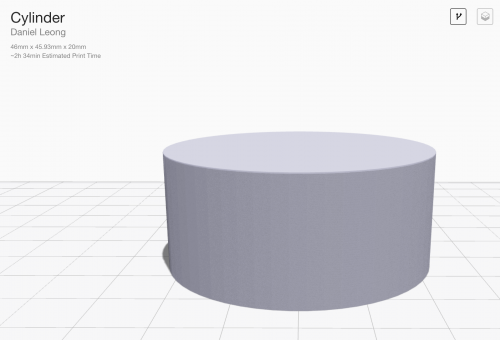
これは、印刷時間の増加の典型的な要因です。表面積が大きいということは、印刷する部分の壁が多いことを意味します。プリントヘッドの壁での移動はインフィルよりも大幅に遅いため、表面積を増やす(したがって壁を長くする)と、印刷時間が大幅に長くなります。これは、より複雑な表面の詳細を持つ小さなパーツは、大きくて単純なパーツよりも印刷に時間がかかる可能性があることを意味します。下の写真のこのギアとシリンダーを取ります。各パーツの外径は同じです。つまり、シリンダーには実際により多くの材料が含まれています。ただし、ギアは表面積が大きいため、印刷に30%近く長くかかります。場合によっては、パーツを成功させるために高度な機能が必要になります。ただし、他の場合は、単純な方が常に高速です。

サポート資料
パーツにサポート素材を追加すると、他のどの要素よりも印刷時間が長くなります。私たちのサポート素材は長くゆっくりと印刷された壁で構成されているため、追加は大量の表面積を追加することに似ています。一部のパーツを印刷するにはサポートが必要ですが、それによって追加される時間を制限するために実行できるいくつかの手順があります。
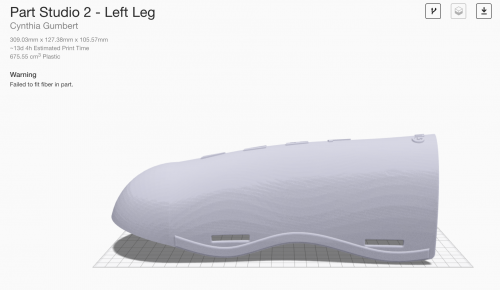
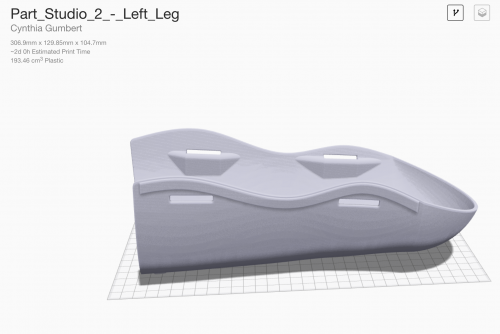
1.いくつかのパーツの向きを試してください。多くの場合、パーツの向きを変更すると、全体的な印刷時間が大幅に変わる可能性があります。この良い例は、私たちのチームのメンバーが数週間前に印刷したスキーシンガードです。ある方向では、シェルの下の大量のボリュームには巨大なサポート構造が必要であり、13日間の印刷が可能です。パーツを反転させることで、彼女は印刷時間を11日短縮し、はるかに扱いやすい2日間でパーツを印刷することができました。

2。オーバーハングの制限:パーツで許可されている場合、サポートなしで印刷すると、より高速な印刷が可能になります。オンにすると、アルゴリズムはOnyx(ナイロンの場合は30度)で垂直から45度を超えるオーバーハングをサポートします。変更できない(サポートが必要な)オーバーハング領域がさらにある場合は、重要ではないオーバーハングがこれらの値を超えないようにしてください。これにより、サポートを必要とするオーバーハングに配置されるサポートが制限され、自分の側にない他のオーバーハングの時間を節約できます。サポート材を必要とするオーバーハングがない場合は、サポートをオフにし、角度をOnyxの場合は55度(ナイロンの場合は45度)に制限します。パーツは問題なく印刷され、時間を大幅に節約できます。
3.印刷面を念頭に置いて設計する:どのオーバーハングがサポートを必要とするか(そしてどのオーバーハングがサポートを必要としないか)を管理するために、設計する前にパーツを印刷する方向を把握します。これにより、プリンターに合わせてパーツを変更する代わりに、3D印刷用に設計することができます。印刷時間を節約できない場合もありますが、パーツの設計時間を節約できます。
4.パーツを分割する:パーツが複雑すぎて、サポートを排除する変更ができない場合があります。この場合でも、オプションがあります。パーツを2つ以上のピースに分割することで、多くの場合、オーバーハングをはるかに簡単に制限できます。パーツを印刷したら、Loctite 401で接着して、ユニボディパーツと同じ強度のマルチボディパーツを作成します。
レイヤーの高さ
これは、FFF印刷の古典的なトレードオフです。つまり、レイヤーの解像度と印刷時間です。デフォルトの100ミクロンのレイヤー解像度は、高品質の表面仕上げを実現します。層の高さを200ミクロンに増やすと、印刷の時間が半分になりながら、表面仕上げの品質が少し犠牲になります。これは、プラスチックのみの迅速で汚れた印刷ジョブ(ファイバーを使用した印刷には、100または125ミクロンの固定層の高さが必要です)に非常に役立ちます。これは、パーツがプリンターから2倍の速さで外れるためです。以前に分析したギアのさまざまな層の高さの推定時間については、以下の表を参照してください。

3Dプリントのデザイン
アディティブマニュファクチャリングには不健康な傾向があります。印刷する必要のない部品にテクノロジーを使いすぎることです。機械加工された部品と印刷された部品を1つの印刷に統合するのは簡単ですが、印刷に時間がかかります。解決策は、時間を節約するという観点からは単純です。印刷することでメリットが得られるのは、印刷ジオメトリのみです。 3D印刷用の設計:ワークフローに時間を追加するだけなので、機械加工が簡単なシャフトやその他の部品を印刷しないでください。
失敗した印刷
これは、追加された時間のより間接的な原因です。ただし、それも同様に重要です。ベッドが適切に水平になっていることと、印刷に十分な素材があることを確認すると、リードタイムを大幅に短縮できます。失敗した印刷は、印刷時間と素材を浪費し、それらを制限することは、より効率的な印刷に大いに役立ちます。失敗した印刷を制限する方法は次のとおりです。
- ワーピング
- ユニットテスト
役に立たないこと:スピードホールの追加
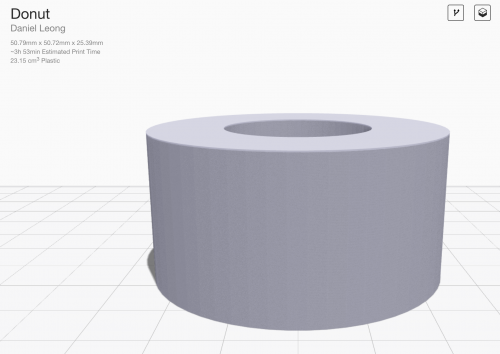
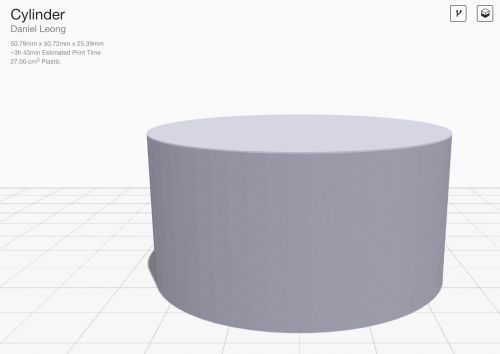
印刷に穴を追加すると素材を節約できますが、時間を節約できない可能性はかなりあります。穴はしばしばあなたの部品に表面積を追加し、それは(すでに述べたように)時間を追加します。以下の比較を見てください。ドーナツは穴が大きいため素材が少なくなりますが、印刷に10%長くかかります。

結論
プリントの時間を節約することは気まぐれな芸術です。それはパーツごとに大きく異なり、期待どおりに機能するとは限りません。ただし、これらの戦略に従うことで、ほとんどの場合、印刷時間を短縮できます。
これを自分で試してみませんか?クラウドベースのスライシングソフトウェアであるEigerの無料トライアルにここでサインアップしてください。
このようなものをもっと見たいですか? Facebook、Twitter、Instagram、Linkedinでフォローして、最新情報を入手してください。
3Dプリント