


3Dプリント部品によるより良い品質管理
適切に設計されたジグとフィクスチャは、効率的で無駄のない製造プロセスを可能にしますが、それらを製造するために必要なエンジニアリング投資は、リソースに制約のある操作に限定される可能性があります。ここでは、MarkforgedがMark Twoプリンターを使用して、3D印刷部品を使用したより優れた製造ツールを開発することにより、品質管理プロセスを改善する方法を紹介します。
すべてのMarkforgedプリンターの背後に立っているのは、すべてのサブシステムが品質管理チームによって、一貫性と精密エンジニアリング仕様への準拠について厳密にチェックされているという安心感です。ただし、すべてのプリンタのすべてのシステムの品質テストにはコストが伴います。各検査ステップにより、プリンタの総製造時間が長くなり、プリンタの処理時間が長くなると、予測できない需要の変化に迅速に対応する能力が低下します。小規模で急速に成長している企業として、製造の俊敏性は、拡大する顧客ベースのニーズを満たすために最も重要です。その結果、Markforgedは、実際の検査プロセスに費やされた時間と、それを開発するために必要なエンジニアリング時間の両方の観点から、製造におけるサブシステムを検証する方法について賢明でなければなりません。このため、Mark Twoプリンターを使用すると、プロセスの改善を迅速にプロトタイプ化、テスト、および展開して、エンジニアリングと製造時間を効率的に使用できるため、製造ジグと固定具を3Dプリントすることがよくあります。
私たちのプリンターが達成できる高速反復の1つの特定の例は、製造で使用するナイロン押出機のプリロードキャリブレーションジグです。押出機は、溶融フィラメント製造(FFF)3D印刷の基本的な構成要素の1つです。押出機がどのように機能するかについての簡単で高レベルの説明については、RepRapSquadのブログからのこのよくできたガイドを参照してください。
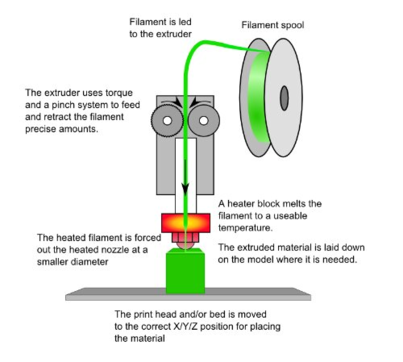
プリンター間で一貫した印刷品質を保証するために、すべてのナイロン押出機をチェックして、上の画像に記載されている「ピンチシステム」がエンジニアリング許容範囲内の力をナイロンフィラメントに加えることを確認します。この力は、押出機によって加えられる力を変更するために、その予荷重または初期圧縮のレベルを調整できる一対のばねによって押出機内で生成されます。当初、この押出機の校正プロセスは、機械計測を専門とする機械エンジニアの1人であるPhillipによって設計されたジグを使用して、プリンターアセンブリの終わり近くで実行され、ウォータージェットで切断され、家の外で機械加工された部品から組み立てられました。かなり長く、2週間のターンアラウンド。ジグは非常に正確な結果を出しましたが、実際に構成部品を受け取って組み立てるのに長い時間がかかりました。部品が入ったときに設計を変更する必要があり、最終的には部品の再加工に多くの時間を費やす必要がありました。自社のCNCミル。製造の観点からも、時間が経つにつれて、サプライヤーから受け取ったほとんどすべての押出機の調整が必要であることがわかりました。 その場以降 組み立てたプリンターから押出機を取り外した場合よりも、設置した押出機上で測定ジグを正確に特定することが困難であったため、プリンターの製造時間が長くなり、当社から受け取った押出機のバッチを迅速に測定できる固定具を開発することにしました。メーカー、それでも調整ネジにアクセスするのは簡単でした。

新しいフィクスチャを開発するとき、いくつかの設計要件を念頭に置いていました。 1つ目は、高速な ex situ を作成することでした —プリンター外—オペレーターが一度に押出機のバッチを校正するために使用できる検証装置。 2つ目は、押出機が1つの方法でレセプタクルブラケットに収まるようにポカヨケの設計を組み込むことで、オペレーターが誤って押出機を誤って調整するのを防ぎます。最後に、フットプリントはかなりコンパクトであることが望まれていました。これは、製造施設に設置され、ベンチスペースをあまり占有できないため、理想的には12 "x12"のフットプリントエンベロープ内にあります。

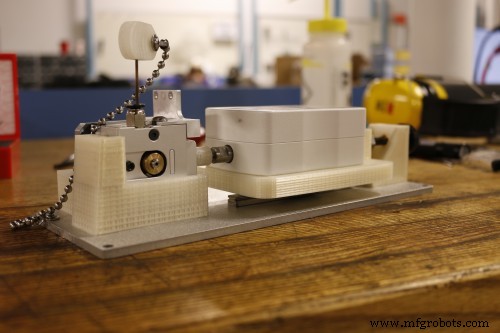
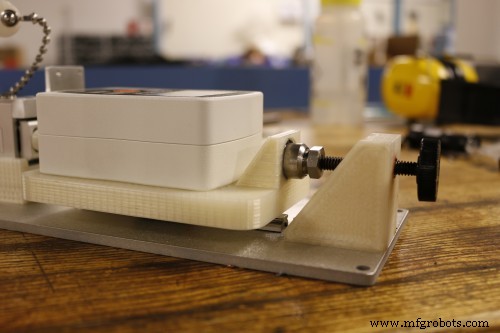
もう1人の機械エンジニアであるBennett(リビングヒンジと曲げ要素に関する投稿から覚えているかもしれません)が、ここで確認できる最終的なキャリブレーションジグを作成しました。システム全体は、オメガフォースゲージ(正確にはDFG35シリーズの1つ)に基づいています。ナイロン押出機は、下の画像のジグの左側にあるレセプタクルに挿入され、ゲージの測定プローブに向けてシステムに力を加えるフローティングスプリング駆動のアイドラーホイールが付いています。フォースゲージアセンブリはリニアレールに取り付けられており、フローティングアイドラーホイールの移動軸に沿って自由にスライドできます。最後に、フローティングヘッド付きのつまみネジを溶け込んだ真ちゅう製のインサートに通し、回転させると、ゲージにトルクを与えることなく、フォースゲージがバネ付きアイドラーアセンブリに押し込まれます。

ベネットは、このジグに、3D印刷と、Markforgedプリンターを使用した工業用強度の部品製造の両方に固有の多くの機能を追加しました。下の画像でわかるように、彼は「ファイバーストライピング」と呼ばれるファイバー配置技術を利用して、20〜40枚の印刷層ごとに数層のファイバーを追加し、コストと材料を維持しながら非常に強力な部品を製造しました。効率的。さらに、押出機のレセプタクルは、複数の機械設定でコストのかかるCNC機械加工を必要とする形状で、単一の部品として迅速かつ安価に製造されました。
最終製品は現在、製造施設にあり、製造技術者の時間をより効率的に使用するために品質管理プロセスを再調整することができ、より多くのMarkTwoプリンターをお客様の手に届けることができます。
3Dプリント