


3Dプリンティングミリングバイスジョー
今日の機械加工の問題は単純です。コストがかかり、時間がかかりすぎるからです。熟練したオペレーターからの時間。高価なマシンでの時間。セットアップする時間です。手に入れる時間です。
この問題は、固定具、治具、金型、パターンの製造などのカスタム工具の機械加工に関しては非常に苦痛になります。ツーリングは、伝統的に、機械加工プロセスの中で最も時間とコストのかかる部分の1つです。繰り返しになりますが、なぜ工具がそれほど苦痛なのですか?
時間と費用がかかります。
無料サンプルパーツを入手
時間の消費
カスタムフライス盤のセットを手に入れるための一般的なプロセスは次のとおりです。
コンピューター支援設計(CAD)ソフトウェアで顎を設計する
1.CADでの設計図/顎の描画のドラフト
2.顎のデザインを承認する
3.プログラムCNC
4.CNCでジョーをスケジュールする
5.CNCの機械ジョー
6.待って...
7.ジョーを届ける
あごが届くまでに、5人もの人がその過程であごに触れました。顎を設計する設計エンジニア。設計図/図面を承認するマネージャー。 CNCをプログラムするプログラマー。顎を機械加工する熟練した機械工。
さて、あごがRev1からRev2、そして最終的にはRev 3まで繰り返されるように設計された部品はどうなりますか?改訂するたびに顎が改訂され、プロセス全体がステップ1から再開されます。
コストがかかる
生産量が少ない場合、メーカーは生産を拒否するか、単価あたりのプレミアムを請求します。ツールに固有の問題は、収益が得られないことです。たとえば、CNCでフライス盤のセットを機械加工するための製造業者のコストは、機械のダウンタイム、労力、およびオーバーヘッドです。フライス盤のジョーを加工しても、メーカーの収益には役立ちません。ジョーが二度と使用されない場合、初期の初期費用とその連続する反復を回復するために、顎の費用は賭けられ、最終的な生産実行のフライス盤または最終用途の収益を生み出す部品に分散されます機械加工されています。
ここで、アディティブマニュファクチャリング(通称3Dプリンティング)が登場します。
アディティブマニュファクチャリング
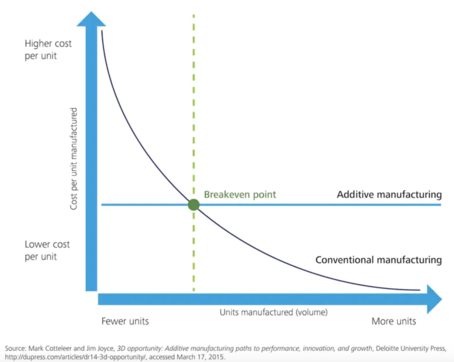
アディティブマニュファクチャリングは、設計の自由度を高めることに加えて、工具を時間と費用のかかるものから、手作業で手頃な価格に大幅にシフトします。 1回限りの工具の場合、積層造形は、CNCマシンのダウンタイム、労力、および間接費を材料費だけに削減することで、製造業者が収益を改善するための扉を開きます。図1に示すように、従来の製造と比較して、3Dプリントの1回限りの工具を非常に手頃な価格で提供できます。
アディティブマニュファクチャリングは、市場投入までの時間を大幅に短縮することにより、最終用途で収益を生み出す部品の生産を合理化します。アディティブマニュファクチャリングを使用すると、設計直後にジョーを印刷できるため、ツーリング製造パラダイムが完全に崩壊します。
設計、ドラフト、承認、プログラム、スケジュール、機械加工、検査、繰り返しの困難な日々は終わりました。一組の顎を機械加工するために収益を生み出すCNCを拘束する時代は終わりました。一組の顎を機械加工するためにCNCプログラマーのプログラミングを費やしていた時代は終わりました。工具が早く利用できるほど、最終用途で収益を生み出す部品をより早く機械加工できます。
コンポジット設計ガイドを読む
フライス盤ジョーを3Dプリントする方法
3D印刷用のフライス盤を設計する場合、3つの前提条件は、フライス盤の設計、CAD、および連続繊維製造(CFF)を理解することです。 1番目と2番目の前提条件は自明です。最後の前提条件として、3D印刷のフライス盤は、CFFによる方向付けと補強の問題です。それで、CFFとは何ですか?
連続繊維製造(CFF)
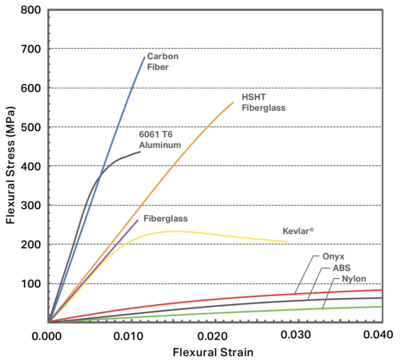
過去の印刷熱可塑性プラスチックの積層造形技術は、CNC機械加工の過酷な環境に耐えるには弱すぎます。連続繊維製造(CFF)の導入により、Markforgedは、熱可塑性印刷部品を強化するために連続繊維(炭素繊維、Kevlar®、およびファイバーグラス)で印刷することにより、積層造形業界を混乱させました。連続繊維の強度を図2に示します。
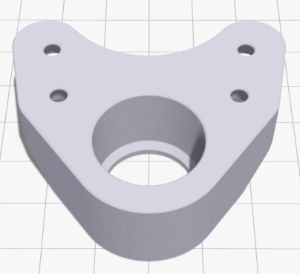
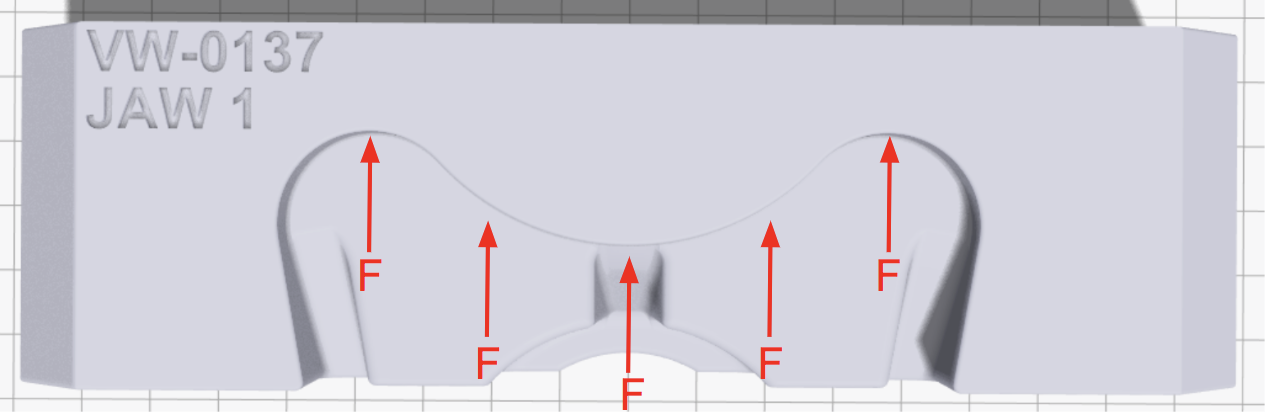
たとえば、図3に示すニードルベアリングワークピースは、その面の1つで面フライス盤操作を必要とします。その操作に使用されるミリングジョーを図4に示します。
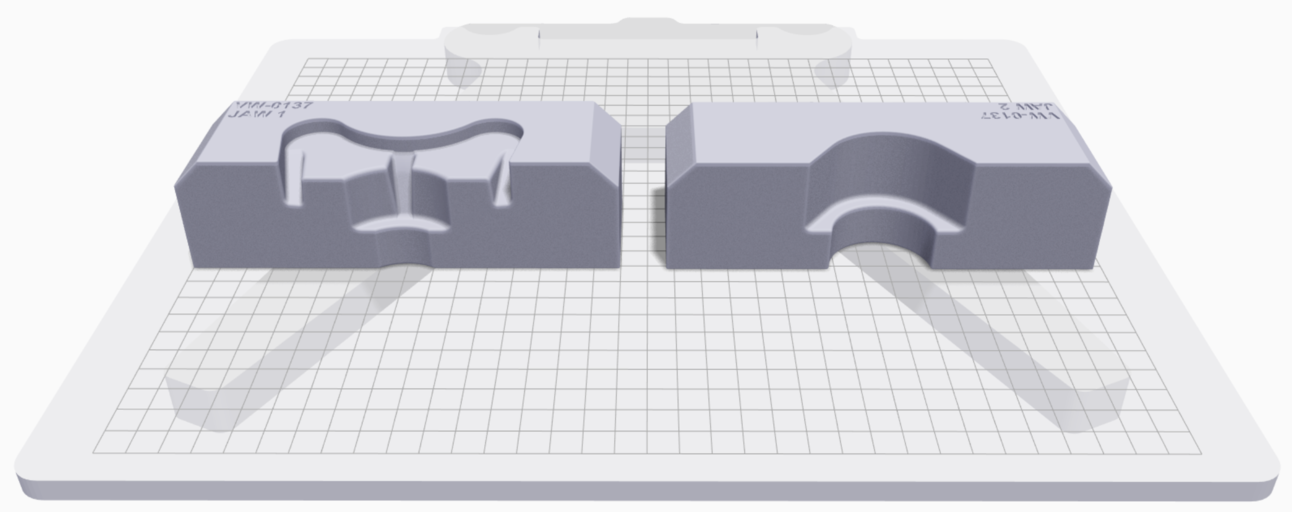
連続繊維はビルドプレートに平行なXY平面に印刷されるため、方向が重要になります。印刷用に一連のミリングジョーを方向付ける方法を検討する場合、成功の秘訣は、クランプ圧力がジョーにどのように適用されるか、およびクランプ圧力に対抗するために連続繊維をルーティングする方法を理解することです。たとえば、図4に示すジョーは、正面ミル操作のためにワークピースをクランプするように設計されています。型締圧力は、ワークピースに一致する接触点にあります。図5に示すように、接触点では、ジョーはワークピースとバイスによって引き起こされる圧縮力としてクランプ圧力を受けます。
圧縮力に対抗するために連続繊維を最適に配線するには、繊維の張力が最も強いことを理解することが重要です。連続繊維でフライス盤を補強するときは、繊維を配線して、張力をかけることができる繊維の数を最大にします。図6では、連続繊維がパーツの外壁の周りに同心円状に配線され、圧縮力によって張力がかけられます。
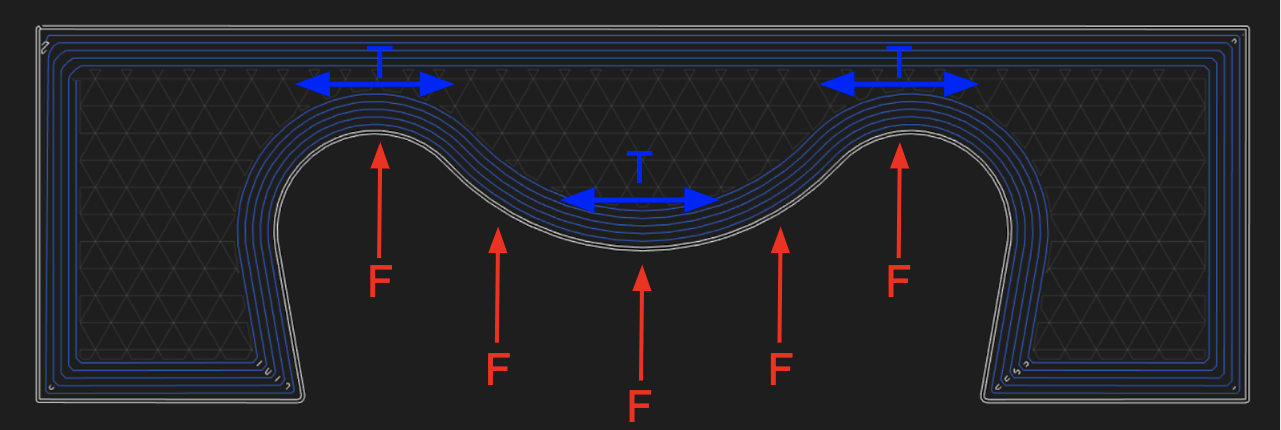
張力をかけられた連続繊維は、圧縮力に抵抗して、顎の寸法を安定させます。バイスを使用してジョーを挟み、印刷されたレイヤー全体のせん断力に対してそれを補強することが重要な役割を果たしていることに注意することが重要です。顎のデザインを検討するときは、バイスへの表面接触の量を最大にしてください。
3Dプリント用の高度なフライス盤
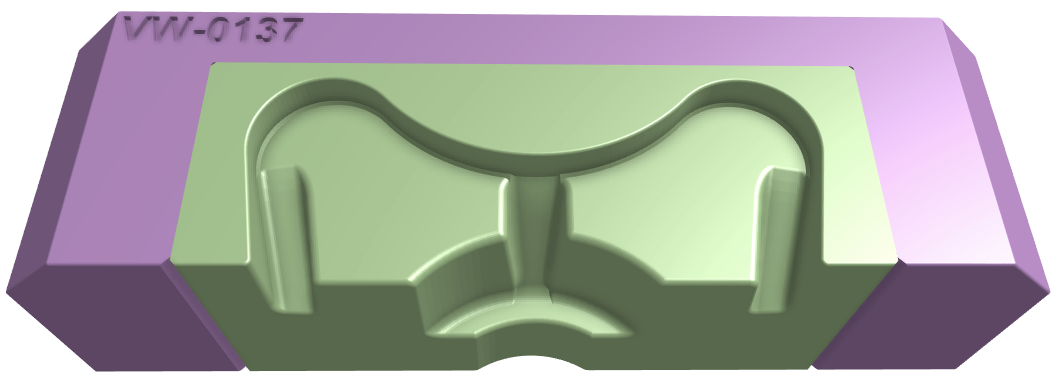
3D印刷ミリングジョーの次のステップは、モジュラーミリングジョーを作成することです。たとえば、図4に示すジョー全体を印刷する代わりに、ハードジョーのセットを「ブランク」として使用し、3Dプリントのソフトジョーを「インサート」として使用することを検討してください。図7に示すように、機械加工された金属製のジョーは紫色で示されている「ブランク」であり、3D印刷された複合ソフトジョーは緑色で示されている「インサート」です。異なるワークピース間で共形幾何が変化するため、1つのブランクで多くのインサートを使用できます。
CFFジョーは、複合材料の強度と非損傷性が同等であるため、アルミニウムジョーの交換に最適ですが、スチールジョーを交換する必要がある場合はどうなりますか?モジュール性の同じ考え方を活用して、「ブランク」は機械加工されたアルミニウムまたは3DプリントされたCFFであり、「インサート」はAtomic Diffusion Additive Manufacturing(ADAM)として知られるプロセスによってMetalXシステムに3Dプリントされます。 17-4PHステンレス鋼とH13工具鋼の現在のリリースでは、Metal Xシステムは、コンフォーマルジオメトリ、迅速なターンアラウンド、コスト削減など、3D印刷のすべての利点を維持し、鋼の交換に必要な材料特性を満たしますあご。
工具の棚から迅速で交換可能なソリューションに移行するモジュラーフライス盤は、製造の未来です。アディティブマニュファクチャリングは、製造ツールを時間とコストのかかるものから、さらに手作業で手頃な価格にシフトします。
3Dプリントミリングバイスジョーを最適化する方法
3D印刷のフライス盤の顎はロケット科学ではありませんが、フライス盤の設計、CAD、CFFの基本的な理解が必要です。覚えておくべき重要な手順は次のとおりです。
(1)ワークピースとバイスの間のフライス盤ジョーの型締圧力を決定します。
(2)クランプ圧力に対して張力がかかる繊維を最大化する印刷方向を選択します。および
(3)張力のかかった連続繊維で補強します。
もっと学ぶことに興味がありますか?当社の製品スペシャリストに相談して、3Dプリント部品がビジネスに適している場所を見つけてください。
お問い合わせ
3Dプリント