この記事では、ガラス転移とは何か、最も一般的な種類のフィラメントがそのガラス転移状態に達する温度、およびそれらの融解温度 (絶対に同じではない)、より高いガラス転移温度を達成する方法について説明します。ガラス転移温度が低いフィラメント (PLA など) を使用して印刷された 3D 印刷モデル、その他多数!
「化学」を話さない人のために:材料のガラス転移温度は、硬くてややもろい固体から、より柔らかく、ややゴム状/ねばねばした材料に変化する温度です。ガムやシロップの意味での「ねばねば」という意味ではなく、何かを割ったり壊したりせずに絞ることができるという意味です.
| フィラメント | ノズル温度 | ガラス転移温度 Tg (C) | 融解温度 Tm (C) | ヒーテッド ベッド 温度 | ゆがみのリスク | 使いやすさ | コスト |
| PLA | 180°C – 230°C | 60~65℃ | 155°C | 60°C、必須ではありません) | 低い | 簡単 | $10 – $25 |
| ABS | 230°C – 250°C | 105℃ | アモルファス | 約100℃ | 中程度 | 中級 | $15 – $25 |
| PETG | 230°C – 250°C | 80~82℃ | 210℃ | 約100℃ | 低い | 簡単 | $15 – $20 |
| ナイロン | 230°C – 260°C | 70~80℃ | 217℃ | 80°C – 100°C | 中程度 | 中級 | $50 – $65 |
| ASA | 220°C – 250°C | 100℃ | 250~260℃ | 約100℃ | 低い | 中級 | $30 – $50 |
| ポリカーボネート | 270°C – 310°C | 147°C | 260℃ | 90°C – 110°C | 高い | 難しい | $30 – $60 |
| ヒップ | 230°C – 250°C | 88~92℃ | 180~270℃ | 約100℃ | 低い | 中級 | $20 – $60 |
| TPE | 210°C – 230°C | 60~130℃ | 150–210°C | 不要 | 低い | 簡単 | $80 – $100 |
フィラメントのガラス転移温度と融解温度の違いは?

興味深いことに、ガラス転移温度 (Tg) と融解温度 (Tm) は密接に関連した物理的特性ですが、まったく同じものではありません。どちらも状態の変化を扱っていますが、2 つの用語はかなり異なるものを表しています。
粘性に関連する現象であるガラス転移は、必ずしも固体と液体の間の交差点ではありません。これは、剛体とゴム状固体の間の交差点です。科学的に言えば、これらの違いは次のとおりです。融解温度は、固体が液体に溶け始める温度であり、ガラス転移温度は、固体がゴム状になるが液体ではなくなる点を表します.
これを理解するために、ピザを作っていると想像してみましょう。チーズスライスを冷凍庫から取り出したときは固いですが、室温に数分置くと柔らかくゴム状になります。これは、チーズのガラス転移温度 (Tg) と見なすことができます。
チーズをピザの上に広げてオーブンで焼くと溶けます。これがチーズの融解温度 (Tm) と見なされます。つまり、ゴム状の固体からねばねばした粘稠な液体に溶ける温度です。
ガラス転移温度が高いとはどういう意味ですか?
ガラス転移温度 (Tg) が高いほど、加熱したときに材料が固体から柔らかい材料に変わるまでに時間がかかることを意味します。たとえば、Tg 200 C のものに熱を加えると、200 C で柔らかくなります。
Tg が 390 C の材料は、390 C で柔らかくなります。柔らかいとは、引張強度、剛性、および剛性を失うことを意味します。ガラス転移温度 Tg よりも高い温度にさらされると、オブジェクトは自重で変形することさえあります。
ガラス転移温度を超えると、フィラメントはどうなりますか?
ガラス転移温度 (Tg) を超えるフィラメントは、熱力学的に不安定なガラス状態にあり、液体のすべての特性を示します。
特定のフィラメント タイプのガラス転移温度について前に述べた表を参照することができますが、購入したフィラメントの仕様を確認することを常にお勧めします。
加熱ベッドの温度を設定するときに、これが関係するのはなぜですか?
押し出されたフィラメントの温度、またはベッドの温度と冷却の速さ/遅さに関連する2つの主な問題が発生する可能性があります。これらの問題は次のとおりです。ゆがみと象の足。
ワープ
反りとは、印刷プロセス中に印刷されたパーツが上向きに反る傾向です。反りの主な原因は、最下層がコールド プレートまたはビルド プラットフォームに印刷され、冷却されると、最上層よりも収縮することです。
そのため、上層は冷えるにつれて外側に曲がり、パーツに不均一な歪みが生じ、反りにつながります。
3D プリントの反りを減らすために、メーカーは一部の 3D プリンターに加熱ベッドを導入しました。これを使用して、最下層の急速な冷却を回避できます。
そのため、最下層は加熱されたベッド (使用しているフィラメントに応じて特定の温度にすでに加熱されています) で印刷され、印刷物が徐々に冷却されるため、最上層よりも収縮しません.したがって、完全に回避しなくても、歪みは大幅に減少します。
さて、これがフィラメントのガラス転移温度を知ることが重要な役割を果たす方法です。フィラメントを使用してオブジェクトを 3D プリントする前に、ベッドをランダムな温度に加熱する代わりに、フィラメントのガラス転移温度に非常に近い温度に設定すると、反りが完全になくなり、プリントされたパーツも接着します。
追加のヒントとして、印刷する温度でベッドを水平にします。これにより、最良の結果が得られます。
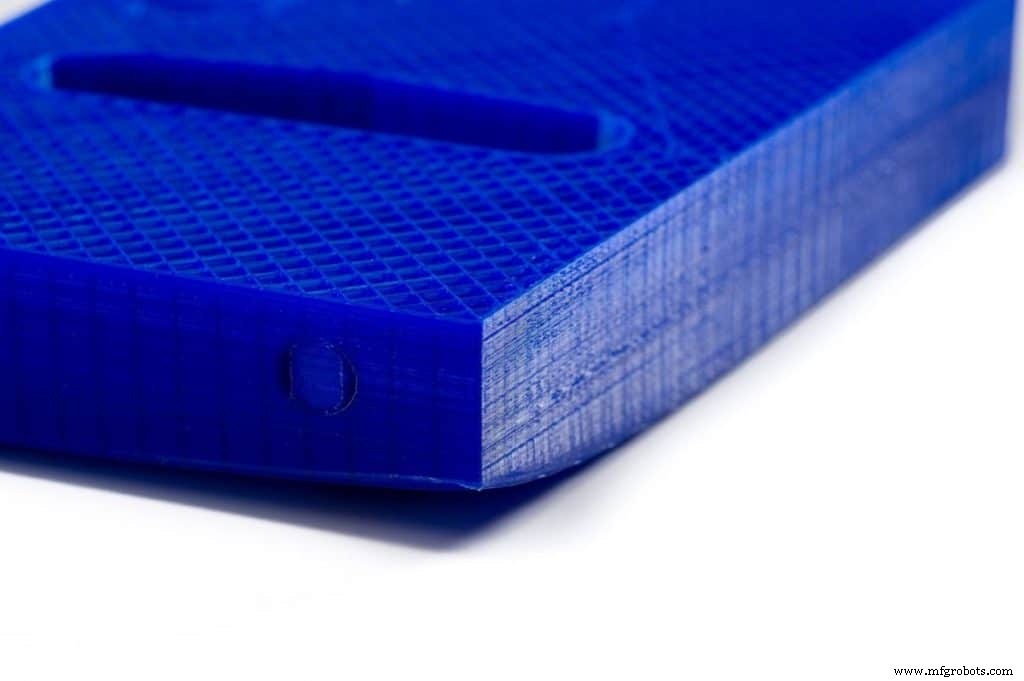
象の足
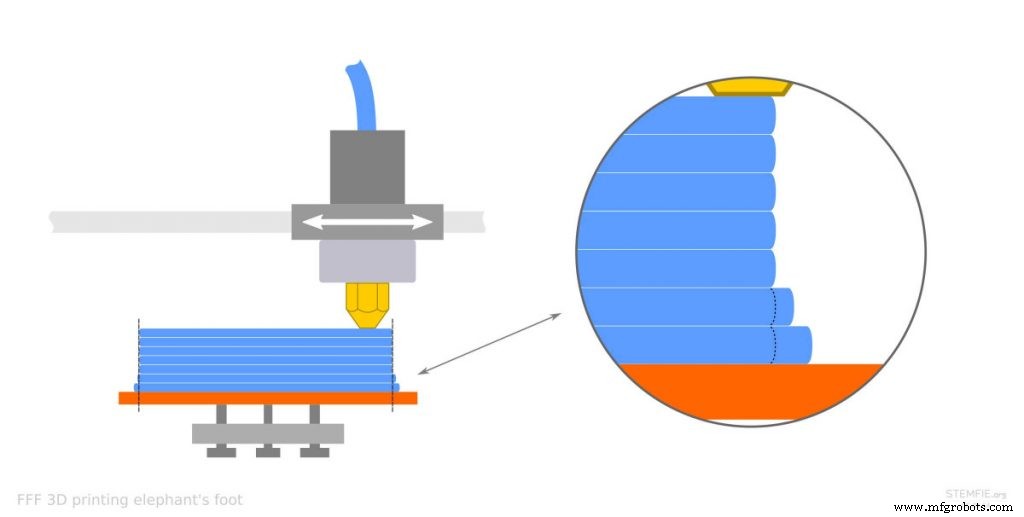
象の足は、ほとんどの場合、冷却されていない最初の層の結果として発生します。プリント ベッドの温度が高すぎる場合、または冷却が不十分な場合、最初のレイヤーが十分に冷却されず、ゾウの足が発生する可能性があります。
この問題は、最初のレイヤーを押し下げるオブジェクトの重量によって引き起こされるため、主に大きなプリントで発生する傾向があります。適切に冷却されていない場合、この重量によって最初の層が膨らんでしまいます。
ベッドの温度はフィラメントのガラス転移温度よりも高いため、底が適切に冷却されず、外側に膨らみます。
したがって、フィラメントのガラス転移温度を把握し、ベッドの温度を少し低く設定することで、ゾウの足の恐ろしさを解消することができます。
高いガラス転移温度が重要なのはいつですか?
ガラス転移温度は、3D プリントされた部品が、固体の「印刷された」有用な物体から、自重で変形する可能性さえある柔らかい「ゴム状の」役に立たない物体に直接移行する温度に関するおおよその推定値を提供できます。
これが、特定のフィラメントのガラス温度を知ることで、3D プリントされたパーツの使用方法についてより多くの情報に基づいた決定を下すことができる理由です。PLA などの一部のプラスチックは、太陽の下や日光にさらされるとかなり急速に変形し始めるためです。車。
屋外用フィラメント
屋外で使用するオブジェクトを 3D プリントする場合は、ガラス転移温度 (105C) が暑い夏の日でも屋外温度よりもはるかに高いため、フィラメント状の ABS を使用する方が適している可能性があります。 , PLAは屋外の熱にさらされると変形する場合があります.
PETG、ASA など、屋外で使用できるフィラメントは他にもたくさんあります。ただし、この件については記事全体を書いているので、こちらもぜひチェックしてください。
材料が高温に耐える必要がある用途
高温にさらされるオブジェクトを印刷する場合は、ガラス転移温度の高いフィラメント タイプを使用することが不可欠です。そうしないと、おそらく変形します。
PETG T (82C) を使用して、85C ~ 95C の高温になる部品を 3D プリントしたとしましょう。確実に失敗し、労力が無駄になります。
PLA のガラス転移温度は非常に低いため、プラスチックがその温度レベルに近づくようなものには使用しないことをお勧めします。
一方、ABS、ポリカーボネート、ASA など、高温での使用に適した多くのフィラメントがあります (再度、投稿の冒頭にある表を参照してください)。
PLA は車の中で溶けますか?
PLAまたはポリ乳酸は、トウモロコシやサトウキビなどの再生可能資源に由来する熱可塑性樹脂です。 PLA は万能な 3D プリント素材で、優れた層接着性と適度な強度を備えた非常に優れたプリント品質を備えています。実際、ナイロンに次ぐ、ギアに関する私の一番の推奨事項の 1 つです。
生分解性の大豆ベースやトウモロコシベースの PLA フィラメントも見つけることができます!
ただし、PLA は Tg が (60-65C) であり、晴れた日には PLA から印刷された自動車部品が変形するため、自動車部品の 3D 印刷に使用するには非常に不向きです。
もちろん、PLA を使用してエンジン ベイの交換部品を印刷することを考えている場合は、忘れてください!
これが、自動車部品が通常、ABS で作られている理由です。なぜなら、ABS はより丈夫なプラスチックであるだけでなく、その Tg も大幅に高く、つまり 105C であるからです。
PLA 部品のガラス転移温度を改善することは可能ですか?
はい、添加剤を導入することで PLA プリントのガラス転移温度を改善できますが、強度と不融性の潜在的なトレードオフに注意する必要があります。
TPLA や HTPLA などの PLA 誘導体は、標準的な PLA の利点を提供しますが、印刷後に熱処理することができます。これにより、標準的な PLA と比較して、非常に高い温度でも形状と剛性を維持できます。
ガラス転移温度が高いほど、部品はより硬く丈夫になります。標準の PLA フィラメントから印刷された 3D オブジェクトのガラス転移温度を上げる最良の方法は、それらをアニーリングすることです (ガラス転移温度まで加熱し、溶融温度未満にします)。ポイント)
アニーリングの利点は何ですか?
3D プリントの熱処理は「アニーリング」と呼ばれます。
3D プリントされたオブジェクトをアニーリングする一般的な方法は、大気炉、オーブン、および間接加熱源を使用することです。
これにより、内部の結晶構造が再編成され、より大きな粒子が形成されます。これにより、層が分離しにくい、より強力なオブジェクトが得られます。テストでは、3D プリントされた部品をアニーリングすると、強度と全体的な抵抗が 40% 増加することが示されています。 .
これの唯一の欠点は、間違った方法で行うと、モデルがゆがんで X 方向と Y 方向に収縮し、Z 方向に膨張することです。
オブジェクトをアニーリングする前に考慮すべきもう 1 つの重要な点は、オブジェクトを 100% インフィルで印刷する必要があることです。理想的ではないように聞こえますが、20% または 30% のインフィルを含むプリントをアニーリングすると、予測できない方法で収縮し、ほとんどの場合、悪い結果が生じます。
このプロセス中に、それをサポートするための充填材が必要です。そうしないと、オブジェクト内にランダムまたは不規則な空きスペースがある場合に変形します。
アニーリング プロセスに最も適した、安価で高速なインフィル スタイルは、ライン インフィルです。
より耐性
3D プリントは、複雑な部品や複雑な構造を複雑なディテールで製造するための費用対効果の高い技術です。ただし、一部の 3D プリント オブジェクトは、特に高強度などの厳しい条件下では、射出成形で作成されたオブジェクトと同じ構造的完全性を備えていません。
アニーリングは、3D プリント パーツの物理的特性を改善する 1 つの方法です。層がより強力に融合するため、パーツの耐久性が向上します。
ガラス転移温度を上昇させます
アニーリング プロセスは、3D プリントされた物体の耐熱性も高めます。この背後にある科学は非常に単純です。標準的な 3D プリントされたオブジェクトはランダムなアモルファス分子構造を持ち、融点がありません。代わりに、加熱すると徐々に柔らかくなり、完全に液体になります。アニーリング プロセス中に 3D オブジェクトを加熱すると、それらの分子は部分的に組織化された半結晶構造に再配置されます。
これにより、分子間結合が強化され、ガラス転移温度が高くなります。
PLA フィラメント (Tg 60C) から印刷されたオブジェクトを 90C でアニールすると、ガラス転移温度がどうなるかを調べる実験を行いました。私の結果は、そのガラス転移温度が 110℃ に上昇したことを示しました。
これはほぼ 100% の増加であり、その結果、標準的な PLA を使用した 3D プリント オブジェクトの最大の課題の 1 つが解消されます。
より簡単な後処理
FDM 3D 印刷では、印刷物の外側に粗い表面が生成されます。モデルは滑らかではありません。これは、塗装やラッカー塗装など、後で処理するのがより困難になることを意味します.
アニーリング プロセスを使用して、プリントの表面を滑らかにし、欠けている穴を埋め、プロフェッショナルな外観のモデルを作成できます。
したがって、アニーリングは、新しいプリントに仕上げのタッチを加えるのにかかる時間を最小限に抑え、また強度も高めます!
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者から中級者、さらには専門家にも適していると思われる少数の 3D プリンターを選択して、決定を容易にしました。リストされているフィラメントとアップグレードはすべて、私たちがテストし、慎重に選択しました。であるため、どちらを選択しても意図したとおりに機能することがわかります。


