


コーナーでのはみ出し (カール):簡単に修正する方法!
初心者と経験豊富な 3D プリント愛好家の両方が、やりがいのある見栄えの良いプリントを最終的に達成するために、定期的にプリントの問題に対処する必要があります。両方のタイプのユーザーの主な違いは、経験豊富なユーザーは通常、印刷物を見てすぐにトラブルシューティングを行い、何が問題で、それを解決するために何を変更する必要があるかを判断できることです。この記事で説明するように、問題の根本原因を知ることは、最も難しく、最も重要なステップです。
本題に入り、角のはみ出し (カール) を解決する方法を見つけてみましょう!
オーバー エクストルージョンまたはコーナーのカールを修正するには、エクストルージョン温度を下げ、レイヤー ファンを最大容量までオンにし、レイヤーあたりの最小時間を約 15 秒に増やして、移動速度を下げることをお勧めします。より小さなレイヤーで。角の丸まりは、通常、過剰な押し出しと間違われますが、その問題とは対照的に、問題はオブジェクトの角でのみ発生し、外側のシェル全体では発生しません。
両方の問題を区別することで、問題を切り分け、コーナーのカールの原因が過剰な押し出しではなく、堆積した熱可塑性樹脂の冷却が遅いことが原因であると判断することができます。
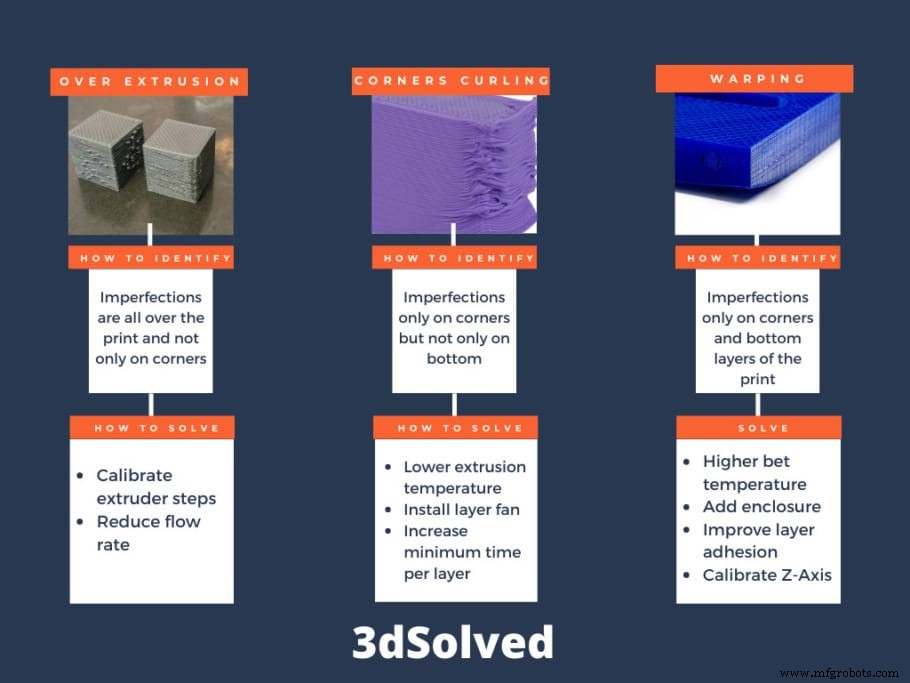
この問題の性質上、問題の原因を間違って判断することは非常に簡単です。これが、コーナーのカールと一般的な押し出しの過剰、および最初の数層の反りとを区別できるように支援しようとする理由です。始めましょう!
角だけを丸めるのと、どこでも押し出しをする
コーナーのカールの問題は、過剰な押し出しに関連していることがよくありますが、これが常に原因であるとは限りません。多くの人が、フロー パラメータを変更してプリンターが押し出す材料を少なくすることでこれを修正しようとしていますが、これが役立つこともありますが、カールを完全になくすことはできません.
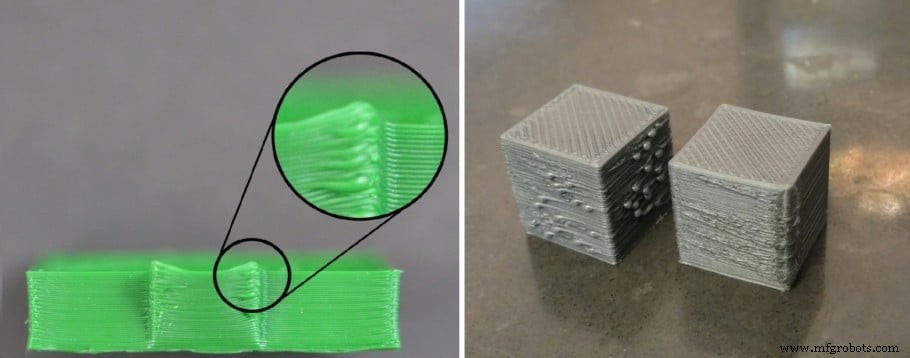
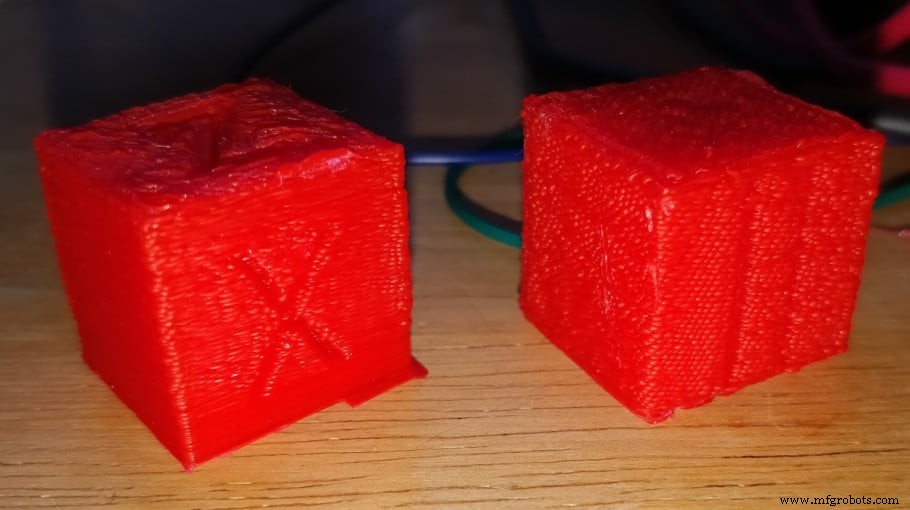
どの場合にカールが過押し出しによって生成されるかを区別する 1 つの方法は、オブジェクトの垂直壁のサイズと形状を確認することです。押出機が必要以上の材料を供給すると、この欠陥はコーナーだけでなくパーツ全体に見られます。
両方の問題を区別する方法がわかったので、カーリングに焦点を当てましょう。最大の違いは、作品全体で過度の押し出しが発生するのに対して、カールはオブジェクトがより多くの材料の供給を必要とする領域 (鋭い角など) で発生することです。
カーリングは、特定の鋭い領域で発生する最後の印刷層の持ち上げで構成されます。これは、素材が冷えると収縮し、素材が多い領域が角を引きずり込み、角が盛り上がるために発生します。
押し出し機が隆起した領域を再び通過するとき、問題は各層で徐々に増加します。これは、ホットエンドが曲がった角に接触すると、パーツの周囲に望ましくない変形が生じるためです。
最悪なことに、次の層の前にプラスチックがカールして冷却された場合、ノズルがその角にぶつかり、部品全体が剥がれる可能性があります.また、ステッピング モーターがステップを失い、プリントの次のレイヤーが移動する可能性があります。 3D プリンターには閉ループ制御システムがないため、この問題を解決する方法はありません。
角のカール vs ゆがみ
カールと反りは混同されやすく、共通点はありますが、原因と解決方法が異なります。
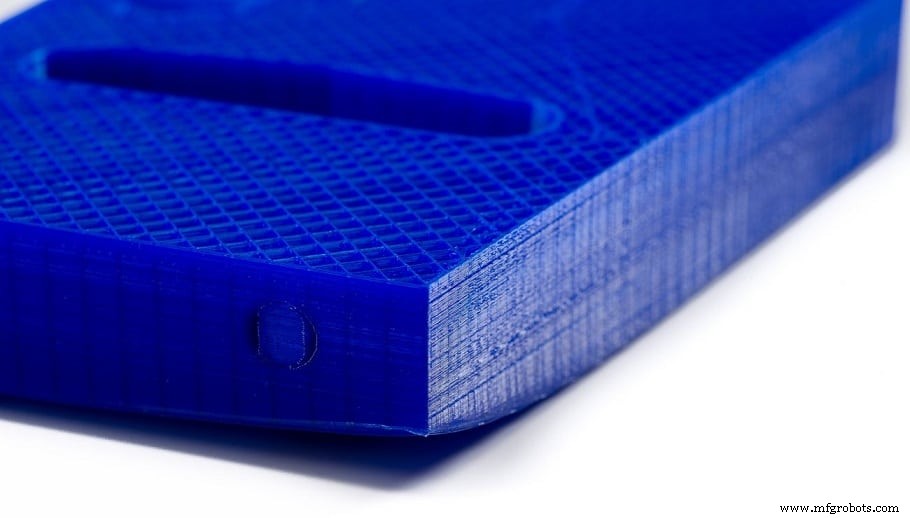
反りは、加熱されたベッドへの接着の問題であるため、部品のベースでのみ発生します。どちらもコーナーで発生するため、カーリングに似ており、鋭利なほど、この欠陥が目立ちます。
ワーピングが発生し、オブジェクトの角の 1 つが持ち上がり始めると、パーツがベッドから外れる可能性がはるかに高くなります。ゆがみの解決策はかなり簡単です。加熱されたベッドの温度を上げるか、3D プリンターを囲みます。冷気流も非常に有害で、反りの問題を引き起こします。
一方、カールは上層でも発生するため、加熱ベッドの温度はこの問題にほとんどまたはまったく影響しません。これを修正するには、ノズル温度を下げる、レイヤー ファンを取り付ける、印刷速度を下げるなど、他のことを検討する必要があります。
コーナーのカールを修正する方法
カールは主にフィラメントの押出し温度が高すぎることが原因と言えます。材料は非常に熱くノズルから出てくるため、長時間ぐったりしたままです。この過剰な時間が材料の収縮と相まって、角が持ち上がります。
このため、決定的に解決するために、ホットエンドの温度パラメーターに焦点を当てます。カールを防ぐために、スライサー ソフトウェアの次のパラメーターを変更します。
ノズル温度
多くの場合、紙詰まりや押し出し不足の問題が発生した場合、印刷温度を上げることを推奨する人もいます。このアクションにより、印刷物が改善されることがありますが、元の問題は解決されません。フィラメントの流れはよくなりますが、エクストルーダーには別の問題がある可能性があり、温度を上げることで問題を敷物の下に隠しているだけです.
長期的には、印刷温度を上げすぎると、内側の PTFE チューブのカールや焼けなどの他の欠陥が発生します。これを避けるために、可能な限り低い温度を使用して、材料が収縮する時間を短縮します。このテストは、特定のフィラメント タイプに対するプリンターの最適温度を決定するのに役立ちます。
PLAで印刷するときに設定温度が高すぎるかどうかを知るもう1つの方法は、印刷物の明るさに注意することです.物体は温度が高いほど明るくなります。光沢が強すぎる場合は減らしてください。
冷却
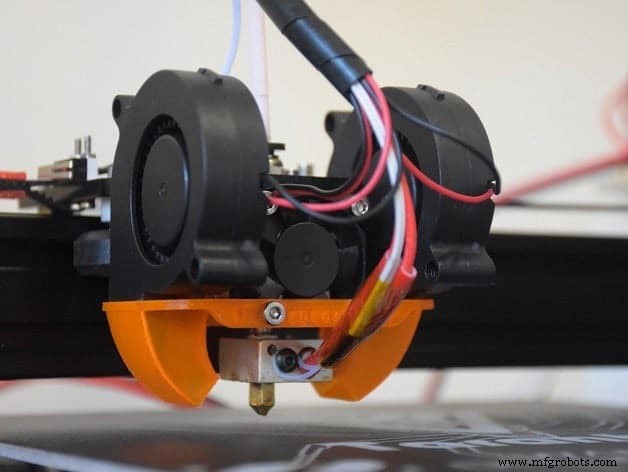
プリンターにレイヤー ファンが取り付けられていない場合は、取り付けます。このファンは材料のクールダウン時間を劇的に短縮し、コーナーが曲がる時間を防ぎます。ワーピングにつながる可能性があるため、最初のレイヤーでアクティブにしないように注意する必要があります。
これらのファンは、PWM (パルス変調) によって制御されるため、印刷中に速度を変更できます。この機能により、必要なときに正確な速度でオンにすることができます。
レイヤー ファンを使用する際に注意すべきことの 1 つは、その向きです。正しく配置されていないと、ノズルが冷却され、温度エラーや印刷停止が発生する可能性があります。
オブジェクトの向きによっては、レイヤー ファンがオブジェクトの片側だけを冷却することもあります。これは、レイヤー ファンの反対側でカールが常に発生する場合に当てはまります。あらゆる方向に均一に空気を吹き込むラジアルダクトがあります。 GeeTech i3 Pro B を所有している場合は、このエア ダクトを印刷して取り付ける必要があります。これは Tevo Tarantula と互換性のある別のものです
印刷速度
一部の小さな破片では、まだ熱いレイヤーの上に新しいレイヤーが印刷され始める可能性があるため、完全に固化することはありません。これを防ぐために、スライサーには、各レイヤーを生成するのにかかる最小時間を決定するオプションが用意されています。そうすることにより、印刷速度は、より小さなレイヤーの間は減少します。典型的な値は、レイヤーごとに約 15 秒です。
それでもカールに関連する問題がある場合は、より良い結果が得られるまで印刷速度を 10 mm/s 下げてください。
オーバー エクストルージョンの修正方法
マテリアルがオブジェクトから落ちているように、壁が「噴出」しているように見える場合は、ほとんどの場合、押し出しパラメータを正しく設定する必要があります。
この構成には、主に、必要な正確な量の材料が提供されるように、押出機のステップを調整することが含まれます。手順は非常に簡単で、その方法に関するチュートリアルがウェブ上にいくつかあります。
実行できる簡単なテストの 1 つは、フィラメントが押し出される前にフィラメントに沿ってマークを描くことです。次に、ホットエンドを加熱し、3D プリンターに 10 cm の材料を押し出すように命令します。手順が正しければ、フィラメントに描かれた次のマークは、エクストルーダーの入口に正確に配置されます (前のマークが配置されたのと同じポイント)。
このマークがエクストルーダーの内側にある場合は、プリンターが 10 cm 押し出していると認識しているが、実際にはより多くの材料を押し出している (押し出し超過) ことを意味します。これが起こると、堆積した余分な材料が前の層に押しつぶされ、オブジェクトの外殻の側面に滴り落ち、見苦しい仕上がりになります.
押出機のステップを調整した後にチェックするもう 1 つのパラメーターは、流量です。これにより、供給されるフィラメントの量を増やしたり減らしたりすることができます。これは、各材料の異なる密度に応じて、押出機によって提供される流れを制御するより直接的な方法です。ステップ校正とは異なり、このパラメータは可変です。プリンターで使用する ABS、PLA、TPU は同じではないため、使用する素材に応じて流量を変えることをお勧めします。このテストを使用して、流量をすばやく調整できます。
キャリパーまたはマイクロメーターを使用してテストを実行するための指示が含まれています。テストを開始する前に必ずお読みください。
これらの問題は、すべてのフィラメント タイプに等しく影響しますか?
3D プリントで使用されるすべての材料に共通する特性があります。加熱すると膨張し、冷却すると収縮します。したがって、技術的には、どのフィラメントでも反りやカールの問題が発生する可能性があります。違いは、すべての素材が同じ率または同じ速度で伸縮するわけではないということです。
PLA は現在最も広く使用されている素材です。安価であることに加えて、収縮率が最も低く、ほとんどのフィラメントよりも幅広い条件で簡単に印刷できるためです。 PETG も収縮率が低いという特徴がありますが、印刷するには加熱ベッドが必要です。
他のプラスチック (ナイロンや ABS など) は大きく収縮するため、許容できる結果を得るには、密閉型プリンターの使用が実質的に必須です。
ABS に加熱ベッドが必要な理由
ABS は熱可塑性物質であり、冷却すると確実に大きく収縮します。最初の層を 90°C に保つための加熱ベッドが存在しない場合、ピースに沿った温度差によって収縮が起こり、ピースの角が持ち上がります。
ABS の反りは非常に一般的であり、除去するのは困難です。ベッドを適切に水平にし、プリンターを囲むことで、リスクを最小限に抑えることができます。さらに、ABS がカールして冷えると、PLA よりも硬くなり、ノズルが対象物に当たった場合にプリント全体が失われるリスクが高まります。
プリントを ABS で作成する必要がある技術的な側面がない限り、ほとんどの問題は PLA に切り替えることで自動的に解消されることに注意してください!
おすすめ商品セクションをご覧ください

当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調べるのに費やす時間を短縮できる推奨製品セクションを作成しました。これは非常に困難な作業であり、一般的に多くの混乱につながることがわかっているためです.
初心者から中級者、さらには専門家にも適していると思われる少数の 3D プリンターを選択して、決定を容易にしました。リストされているフィラメントとアップグレードはすべて、私たちがテストし、慎重に選択しました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント