3Dプリンターのレイヤーセパレーション修正(レイヤー密着不良)!
印刷時に、モデルにひびが入ったり、レイヤーが分離したりしていませんか?これは一般に層の分離または層間剥離と呼ばれ、基本的には層の接着が不十分なために発生します。
この記事では、層の剥離とは何か、それが起こる理由、およびそれを解決する方法について説明します.
それでは、早速始めましょう!
層の剥離または分離、それは何ですか?
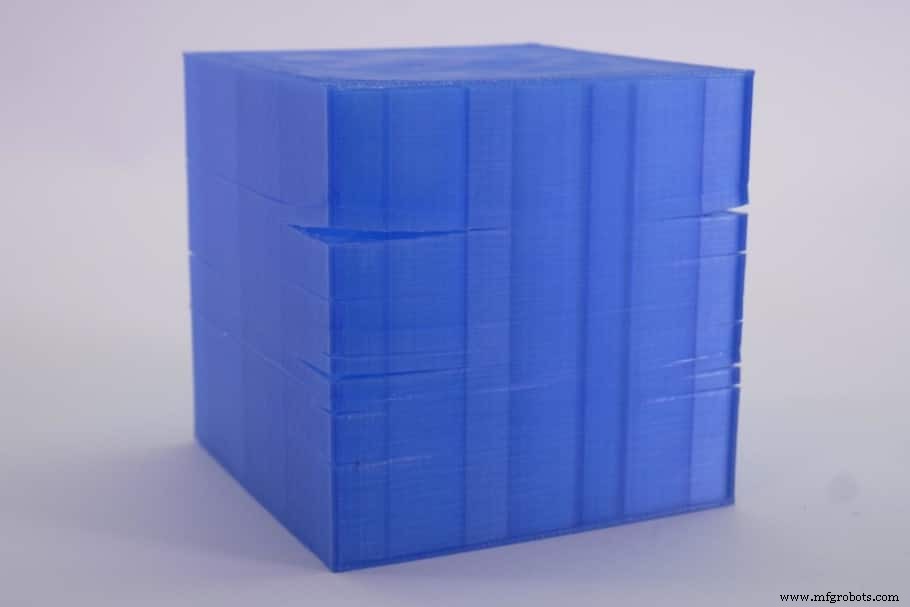
FDM 3D 印刷は、オブジェクトをレイヤーごとに構築することで機能し、最後のレイヤーが前のレイヤーの上に印刷されます。層の接着が十分に強くない場合、パーツが割れたり、別の場所で分離したりして、プリントの外側に切れ目やひびが見られることがあります。
これは、冷却時に収縮するため、ABS によく当てはまります。エンクロージャーまたは適切に加熱されたベッドで印刷されていない場合、レイヤーが分離することがあります。
層分離が起こる理由を詳しく見てみましょう;
層の分離が起こるのはなぜですか?
層の分離は、層が異なる速度で冷却されるときにプラスチックによって加えられる力が原因で 3D オブジェクトが割れるときに発生します。レイヤーを分離します。
すでにひびの入った印刷物を修正することはできませんが、いくつかの簡単な手順を実行するだけで、再び発生しないようにするのはかなり簡単です。
レイヤーの分離を解決する方法
ほとんどの場合、エンクロージャーを使用して印刷することになります。これにより、ベッドの温度を正しく設定することで、パーツが不均一に冷却されるのを防ぐことができます。これにより、ほとんどの状況で問題が解決するはずです。
ただし、層の分離に対処し、層の接着を改善するために考えられるすべての解決策のリストを以下に示します。
囲いを使う

エンクロージャーが行うことは、3D プリンター内の温度を安定させるのに役立ちます。これにより、パーツが急速に冷却されるのを防ぎ、反りやレイヤーの分離の可能性を減らします。
すべてのプリンターにエンクロージャーが付属しているわけではありませんが、エンクロージャーが付属しているプリンターを購入したり、エンクロージャーを自分で作成したりできるため、必ずしも購入する必要はありません。エンクロージャーに使用される材料が可燃性でないことを確認してください。また、ほとんどのプリンタに対応する標準寸法の筐体を購入することもできます!
自分でエンクロージャーを構築したい場合は、非常に詳細なこのガイドに従ってください。
注意 :ほとんどのエンクロージャは積極的に加熱されていませんが、ベッドとその内部のノズルによって生成された熱を維持しています。これは通常、加熱されたベッドに関連する問題を解決するのに十分です.
エンクロージャーを使用した印刷を検討する理由について、記事全体を書きました。ここで見つけることができます。
レイヤーの高さを下げる
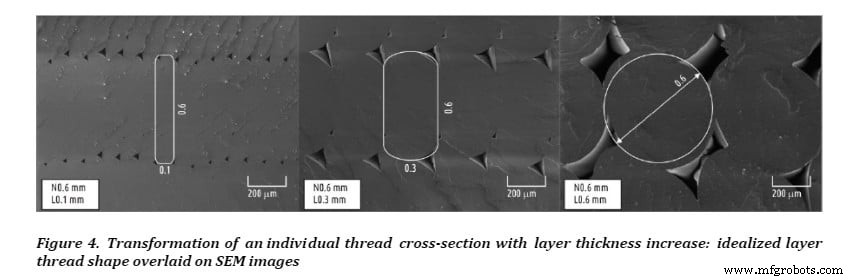
層の高さを低くして印刷すると、接触面積が広くなります。つまり、層の高さを高くして印刷した場合よりも、各層の間の結合がはるかに強くなります。プリントのレイヤーの接着が不十分な場合は、レイヤーの高さを低くすると結合が強化されます。
上でリンクした画像からわかるように、層の厚さを減らすと、各層の間の接触面積が大幅に改善され、これは印刷物の強度の向上に直接つながります.
最強層の高さ :0.1mm ~ 0.15mm.
強度とディテールの両方の観点から、3D プリントに最適な層の高さについて詳しく説明した記事全体を書いたので、必ずチェックしてください。
印刷温度を上げる
プラスチックの接着は高温になるほど良くなります。プリントの層が適切に接着されず、ばらばらになってしまう場合は、プリント温度を上げてください。例えば; ABS は一般に 220 ~ 235℃ 前後で印刷され、レイヤー間に良好な結合が形成されます。これより低い温度 (たとえば 200℃) で印刷すると、印刷が弱くなる可能性が高くなります。
購入したフィラメントの説明書を常にチェックして、最良の結果を得るにはどの温度で印刷する必要があるかを確認してください。ただし、レイヤーの接着が改善される可能性があると思われる場合は、徐々に温度を 5℃ 上げて、テスト印刷を数回行ってください。結果。
以下は、ほとんどのフィラメントの理想的な印刷温度と、加熱ベッド温度、ガラス転移温度などの表です。
| フィラメント | ノズル温度 | ガラス転移温度 Tg (C) | 融解温度 Tm (C) | ヒーテッド ベッド 温度 | ゆがみのリスク | 使いやすさ |
| PLA | 180°C – 230°C | 60~65℃ | 155°C | 60°C、必須ではありません) | 低い | 簡単 |
| ABS | 230°C – 250°C | 105℃ | 210°C | 約100℃ | 中程度 | 中級 |
| PETG | 230°C – 250°C | 80~82℃ | 200°C | 約100℃ | 低い | 簡単 |
| ナイロン | 230°C – 260°C | 70~80℃ | 217℃ | 80°C – 100°C | 中程度 | 中級 |
| ASA | 220°C – 250°C | 100℃ | 250~260℃ | 約100℃ | 低い | 中級 |
| ポリカーボネート | 270°C – 310°C | 147°C | 260℃ | 90°C – 110°C | 高い | 難しい |
| ヒップ | 230°C – 250°C | 88~92℃ | 180~270℃ | 約100℃ | 低い | 中級 |
| TPE | 210°C – 230°C | 60~130℃ | 150–210°C | 不要 | 低い | 簡単 |
冷却ファンを調整する
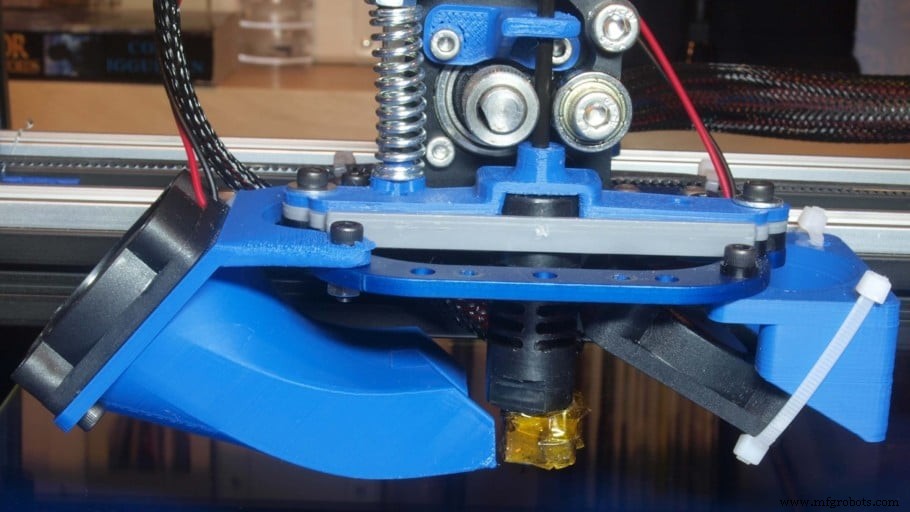
3D プリンターのファンは、配置されたばかりのプラスチックの層を冷却しますが、冷却が速すぎると、新しく追加されたプラスチックが前の層に強く接着できなくなるため、ファンの速度を下げます。レイヤーの接着性が向上する可能性があり、したがって印刷の強度が向上する可能性があります。そうしないと
これは前のポイントと同じ概念に従います。印刷温度を上げると層の結合が改善され、急速に冷却すると同じ望ましくない結果が生じる可能性があるためです.
注意 :スイート スポットに到達するまで、毎回ファンの速度を 10% ずつ下げるテスト プリントを 2 回行います。
流量を増やす (押し出し乗数)
プリンターが押し出し不足に悩まされていなくても、レイヤーが適切に付着していない場合は、流量をわずかに増やすと、より多くの溶融プラスチックが押し出され、材料が多いほど付着が改善されるため、役立つ場合があります.
押し出し不足は、プラスチックの層の間のギャップ、不十分な小さな層、レイヤーの欠落、または印刷物に存在する小さなドットとして見られる可能性があり、押し出し不足は間違いなくパーツの強度にも重要な役割を果たします.
3D プリントのすべてと同様に、流量 (押出乗数) を調整するときは、大幅に調整するのではなく、小さなステップで結果をテストしてください。
デフォルトでは、流量は 100% (または 1.0) ですが、すべてのフィラメントとプリンターが同じように作成されているわけではないため、この値を上下に調整する必要がある場合があります。
おすすめ :フロー レートを 5% ずつ増やし、スイート スポットに到達するまで結果をテストします。
印刷速度を下げる
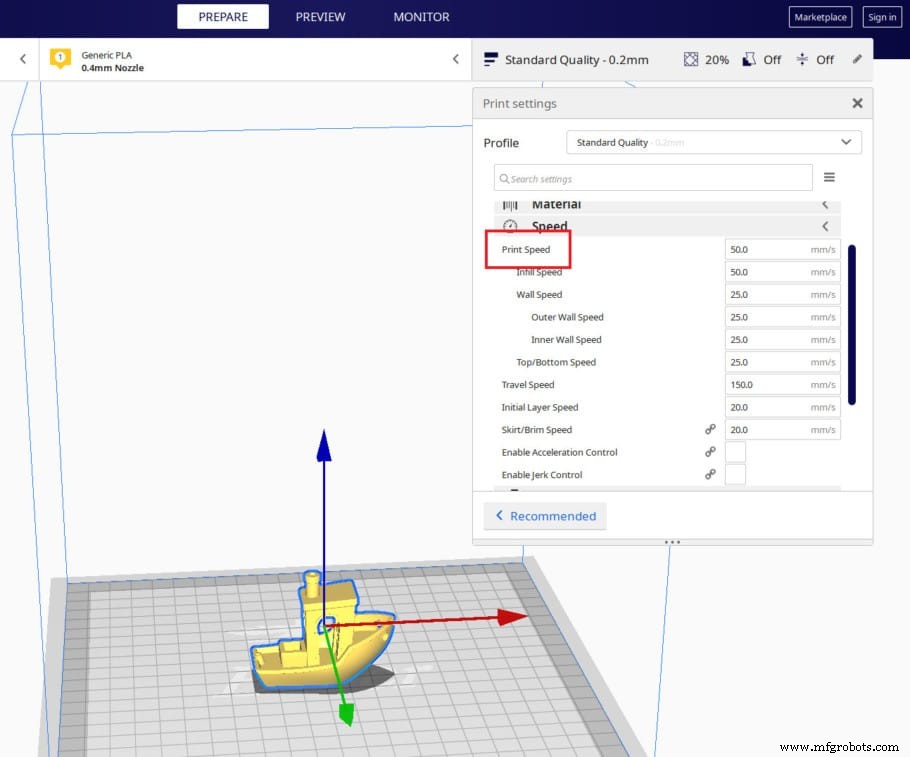
印刷温度を上げると、新しく押し出されたプラスチックが前の層とよりよく結合するようになるのと同じように、印刷速度を下げると同様の効果があります.プリント ヘッドの動きが速すぎると、押し出されたプラスチックが前の層に適切に結合するのに十分な時間がない可能性があります。
それだけでなく、より高速で印刷すると、押し出し不足 (これも部品を弱体化させます)、リンギング、いくつかの目に見えるアーティファクト、一般的なレイヤーの接着不良など、別の多くの問題が発生する可能性があります。
おすすめ :印刷速度を 5mm/s または 10mm/s ずつ下げて、スイート スポットに到達するまで結果をテストします。
幅の広いノズルを使用

ノズルの直径は、押し出されるプラスチックの幅に影響します。基本的に、0.8mm ノズルを使用すると、0.4mm ノズルの 2 倍の幅のプラスチックのストリップが配置され、接触表面積が増加し、層間の接着がはるかに強くなります。
レイヤーの高さを低くすると、表面接触面積が増えるため、レイヤーの接着力が強くなることは既に述べました。ノズルのサイズを大きくしても、同じ層の高さをそのまま使用すると、すべての層がより多くの接触表面積を持ち、より強力な結合が作成されます.
ただし、レイヤーがはるかに広いため、ノズルサイズを大きくすると、水平面での印刷の詳細度が大幅に低下することに注意してください (上または下から見た場合)。
おすすめ :ノズルサイズを 0.2mm 大きくし、以前と同じ層の高さを維持して、結果を確認します。印刷をより強力にする必要がある場合は、いつでも幅の広いノズルに変更できます。また、すべてのサイズのノズルのこの安価なコレクションを購入することもできます (いくつかの追加ツール付き)。
重要な注意 :ノズル サイズを大きくすると、印刷温度を上げる必要がある場合があります。例; 1.2mm ノズルの場合、通常の PLA を 200 ~ 220℃ ではなく 240℃ で印刷する必要がある場合があります。
ノズルが詰まっていないか確認してください
ノズルの目詰まりは、ノズルの端にある小さな穴が詰まっていることを意味します。これは、ほこりやその他の奇妙な粒子の蓄積、フィラメントの不純物、熱クリープ、および炭素繊維などのあまり一般的でないフィラメントの使用が原因である可能性があります。 、木材を注入したプラスチックなど、この目詰まりにより、押し出し不足 (ノズルから流れ出るプラスチックの量が少なくなる) が発生し、印刷が弱くなります。
幸いなことに、目詰まりしたノズルを修正するのは非常に簡単です。ほとんどの場合、ほとんどの場合、PLA、PETG、または ABS で印刷するため、目詰まりはそれほど頻繁には発生しません.
ただし、レイヤーの接着が不十分な場合は、ノズルが詰まっている可能性があります。
詰まったノズルの掃除方法
この問題に対処する方法は複数ありますが、ここでは、あまり時間がかからず、ほとんどの場合に問題を解決できる、かなり単純な方法を 2 つ紹介します:
ノズルを加熱してからニードルを使用:
これはかなり単純で、ほとんどの問題を解決するはずです。
- ホットエンドをフィラメントの印刷温度まで加熱します。
- 通常は 3D プリンターに付属している針を使用して、フィラメントをノズル穴からホットエンドに押し込みます。
- フィラメントを手動で押して、ノズルから出てくるかどうかを確認します。
ここでは、ノズルを詰まらせている粒子をノズルから取り出そうとしているのではなく、押し戻して分解しようとしています.
もう 1 つの方法は、次のような「コールド プル」を行うことです。
- ステップ 1:ノズルを 220°C に加熱します (PLA で印刷したばかりの場合)。
- ステップ 2:白または明るい色の Abs、ナイロン、または耐熱性に優れた強力なフィラメントを挿入します。
- ステップ 3:手でできるだけ強く押します。
- ステップ 4:フィラメントがノズルを通って流れているかどうかを観察します (完全な障害がある場合、何も押し出されない可能性があります)。
- ステップ 5:PLA の場合は約 90°C、ABS の場合は約 160°C までプリンターを冷却します。冷却中は圧力を維持してください。
- ステップ 6:プリンタがステップ 5 で述べた最低温度に達したら、フィラメントをホットエンドからすばやく力強く取り外し、フィラメントの半溶融部分を調べます。少し汚れ(黒い点)があるはずです。それらの黒い斑点が詰まりの原因でした.
- ステップ 7:フィラメントの汚れた部分を切り取り、フィラメントがきれいになるまでステップ 2 から繰り返します。

結論
層の剥離は、3D プリンター メーカーがかなりうまく対処する方法を見つけたため、今日ではそれほど大きな問題ではありません。
ただし、それが発生した場合 (ABS でより一般的)、このガイドで説明した手順に従ってみてください。最良の解決策は、エンクロージャーを使用するか、プリンター全体をゴミ袋で覆うことですが、これは実際の火災の危険を伴う可能性があります.
それがうまくいかない場合は、リストしたさまざまなオプションを 1 つずつ試して、どの設定が最良の結果をもたらすかを適切に判断できるようにしてください。
おすすめ商品セクションをご覧ください

これは非常に困難な作業である可能性があり、一般的に多くの混乱につながることがわかっているため、当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調査するのに費やす時間を短縮できる推奨製品セクションを作成しました。 .
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。


