


Ender 3 (Pro、V2) の最適なサポート設定。完全なガイド
3D プリントでは、それぞれの新しいレイヤーの下に固着する何かが必要です。それは、ベッドまたは前のレイヤーのいずれかです。一般に、その制限を考慮して部品を設計するのが最善ですが、それが不可能な場合のサポートもあります.
サポートは、より多くの材料を使用し、印刷時間が長くなり、除去が困難になる可能性があるため、通常は避けられます。ただし、サポートが避けられない場合や、サポートによって最終的な印刷品質が向上する場合があります。適切に調整されたスライサー プロファイルを使用すると、後処理の労力をほとんど必要とせずに素晴らしい結果を得ることができます。
さらに詳しく説明しますが、お急ぎの場合は、Ender 3 Pro/v2 の使用を開始するためのサポート設定をご覧ください。サポート構造を「通常」に設定してください。 「Touching Buildplate」への配置、45º-60º のオーバーハング角度、サポート密度 20%、サポート Z 距離 0.2mm、サポート X/Y 距離 0.6mm へのサポート。
次のセクションでは、これらのそれぞれについて説明し、それらが何に適しているか、およびそれらを変更するために使用できるヒューリスティックについて詳しく説明します。さらに、変更せずに残してはならないいくつかの追加設定についても説明します。
Ender 3 で高品質のプリントを作成するための理想的な設定を見つけるために試行錯誤を繰り返したくない場合は、特別に調整された独自の Cura プロファイルを確認してください。 Ender 3 プリンター シリーズの場合 (わずか 7 ドルですべて入手できます)。
サポートとは何ですか?なぜ使用するのですか?
サポートは、3D モデルの一部ではない印刷された構造であり、空中での印刷を防ぐために作られています。サポートは、スライサーによって自動的に生成されるか、ピースの設計時に事前にモデル化されます。これらの構造は、後処理で部品から除去する必要があります。デュアル エクストルーダーを備えたプリンターは、水溶性または溶剤可溶性のサポートを印刷できますが、この記事では説明しない一連のルールと設定が異なります。
さまざまなタイプのサポート (ノーマルまたはツリー)
自動的に生成されたサポートは、線またはグリッドから作成された単純な構造、または木のような枝を持つより複雑な構造のいずれかです。どちらを選択するかは常に明確ではありませんが、平らなモデルや箱型のモデルの場合は通常のサポートが適切に機能し、より有機的な形状の場合はツリー サポートが削除された後により良い表面が残ります。どちらも構成方法に大きく依存しますが、基本的に、通常のサポート構造は通常、押しつぶされたりこじ開けられたりする可能性があり、ツリー サポートはより頑丈になる傾向があります。ツリー サポートを使用すると、スライス時間が著しく長くなるため、大きなモデルでは我慢する必要があります。
さまざまなサポート パターン
スライサーには、通常のサポートのさまざまなサポート パターンが多数ありますが、突き詰めると、強力または薄っぺらの 2 つのカテゴリに分類されます。格子模様のように織り交ぜられた構造は強度が高く、印刷が終わると1枚で剥がれたり、正しくセットされていないためにまったく剥がれないこともあります。一方、線、ジグザグ、または同心円状のパターンなどの薄っぺらな構造は押しつぶされる可能性があります。クリーンアップは面倒ですが、常に何らかの方法で出てきます。すべてのモデルでどちらが優れているというわけではありません。ほとんどの場合、好みと使用できるツールの問題です。
最も賢明な最初の推測は、印刷が速く、材料の使用量が少ないため、薄い構造を使用することです。それでも、構造が薄すぎると失敗し、プリントが台無しになります。サポートをより堅牢にするための設定は他にもあります。サポート ブリムを有効にするか、サポート ウォール ライン数を 1 に増やしてみてください。
「サポート配置」とは
「サポートの配置」設定では、サポートをどこにでも配置するか、ビルドプレートに接触するものだけに配置するかを決定できます。 「どこでも」を選択すると、印刷中のモデルで自動サポートを開始できます。これは、サポートを取り外すと、クリーニングする余分な表面ができることを意味します.
モデルでサポートを開始したくない場合は、「ビルドプレートに触れる」を選択できます。スライサーは、すぐ下のビルドプレートに空きスポットがあるサポートのみを生成します。これはクリーンアップには適していますが、正しく印刷できない部分がサポートされないままになる可能性があります。最後のオプションは、ビルドプレートでのみ開始するが、必要なすべての場所にブランチを拡張する「ツリー サポート」に切り替えることです。
サポート密度
サポート密度は、インフィルの場合と同様に、サポート構造を構成するために印刷される行数を指します。密度が高すぎると、サポートを取り除くのが難しくなり、より多くの材料を使用してより長く印刷できます。まばらすぎると、オブジェクトが十分にサポートされていないか、まったくサポートされていない可能性があります。開始するのに適した場所は 20% です。 「レイヤービュー」を確認する必要があります 」をクリックして、生成されたサポートを確認します。このビューを使用すると、プリントがどのようになるか、その後のクリーンアップがどれほど難しいかを明確に把握できます。
オーバーハングとブリッジとは何ですか?また、それらはどのようにプリントを制限しますか?
プリンターが片持ち梁の形状を印刷しようとすると、プラスチックが空中に押し出され、カールしたりたるんだりする傾向があります。これらの特徴はオーバーハングと呼ばれ、正しい押出速度と冷却でポイントまで印刷できます。
ブリッジは 3D モデルの特徴でもあり、空中での印刷も含まれます。今回は、印刷の移動が終了する直線上に別のアンカー ポイントがあります。アンカー ポイントが十分に近く、十分に冷却されている場合、プラスチック ストランドはほぼ水平のままです。多少のたるみは常にありますが、多くの場合は問題ありません。
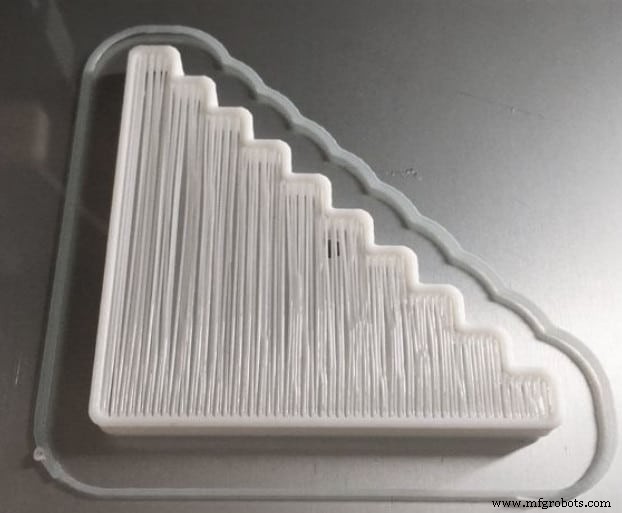
オーバーハング &ブリッジ テストを印刷
プリンターのオーバーハングとブリッジ機能を知るために、それらをテストするために設計されたモデルがあります。広大なコミュニティが多くのテストを行ってきましたが、ここでは良い出発点となる 2 つの単純なモデルを見つけることができます。
通常、テストでわかったことは、スライス プロファイルを調整することで改善できます。
#1オーバーハング ブリッジ テスト
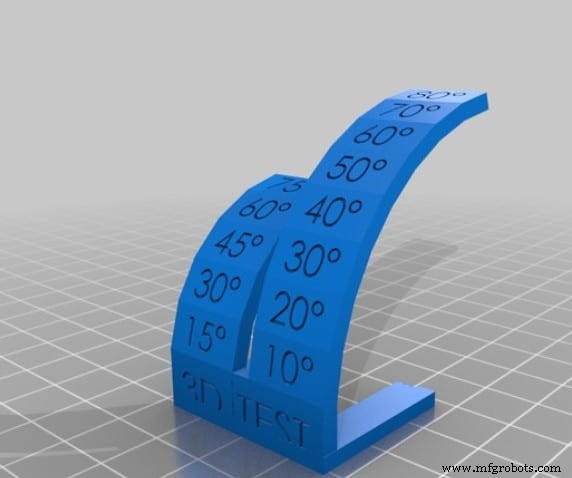
#2 オーバーハング ブリッジ テスト
オーバーハング角度、ブリッジ、およびそれらの改善方法
ほとんどのプリンターは 45 度の角度のオーバーハングを回避できますが、Ender 3 は適切な設定で最大 60 度まで可能です。ブリッジの成功は、許容できるサグの量に依存します。 5 mm までは、おそらく成功するでしょう。それ以上に、時間をかけてプリンターを調整したり、サポートを使用したりすることを検討する必要があります.いくつかのフィラメントで 150 mm のブリッジを作ることができます。
冷却が向上すると、オーバーハングとブリッジが改善されます。PLA と PETG で最良の結果が得られるように、ファンを 100% まで上げたことを確認してください。 ABS などの他のポリマーの場合、剥離が発生する可能性があるので注意してください。
印刷温度を 5 または 10 ºC まで下げると、オーバーハングやブリッジにも効果がありますが、レイヤーの接着力にも影響します。強い部品が必要な場合は、押出温度を下げすぎないようにしてください。
最後に、押し出し率です。わずかなアンダーエクストルージョンにより、ブリッジとオーバーハングの品質は向上しますが、エクストルージョン温度と同様に層の接着にも影響が及び、プラスチックが欠けている部分が見られるようになる場合があります。スライサーの流量を毎回 1 ~ 5% ずつ下げて再生し、結果を確認できます。
サポートの Z 距離と X/Y 距離とは?
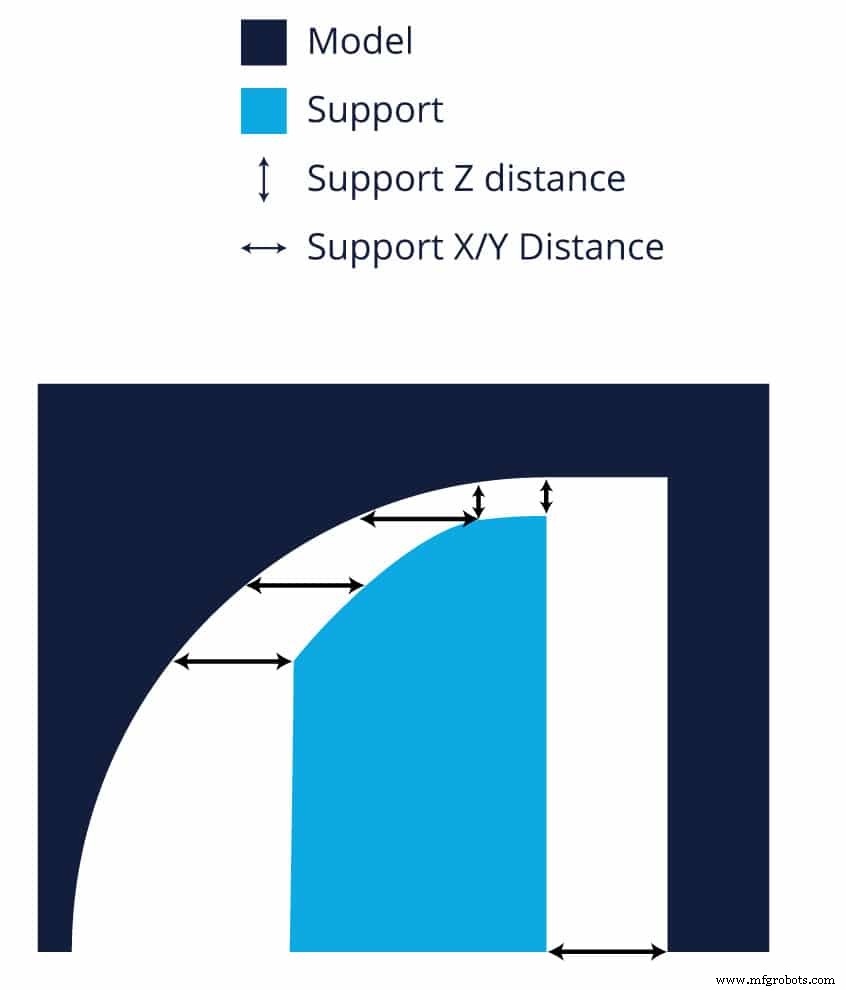
サポート構造が印刷された後、マシンは別のレイヤーを印刷する前にギャップを残す必要があるため、貼り付きすぎません。これにより、除去プロセスが容易になりますが、接触面に多少の粗さが残ります。このギャップは Z 距離と呼ばれ、少なくとも 1 つまたは 2 つのレイヤーを測定することをお勧めします。通常は 0.2 mm が標準ですが、レイヤーの高さが大幅に小さいか高い場合は、それを変更する必要があります。ギャップが大きいほど除去しやすくなりますが、接触面も悪くなります。
一方、X/Y 距離はそれほど敏感ではありません。サポートがモデルに触れないように、スライサーが X および Y 方向に残すクリアランスです。 0.6 mm または 0.7 mm の値で問題ありません。サポートの取り外しに問題がある場合は、サポートを大きくすることができます。
いつサポートが必要ですか? (45° &5mm ルール)
オーバーハングとブリッジには、通常、3D プリント用のパーツを設計する場合とスライスする場合に考慮される 2 つのルールがあります。
- 張り出し角度が 45 度を超える場合は、サポートが必要になる可能性があります。
- ブリッジが 5 mm より大きい場合は、おそらくサポートが必要です。
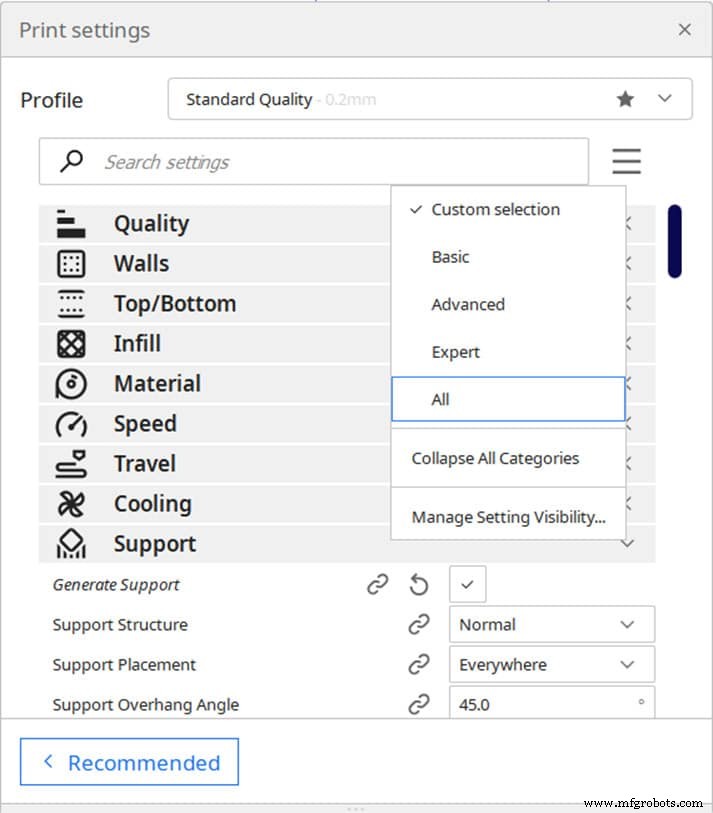
Cura のサポート設定にアクセスする方法
サポート設定にアクセスするには、ハンバーガー アイコンをクリックする必要があります。この記事のすべての設定は、「エキスパート」が選択された「実験的」の下にあるツリー サポートを除いて、ドロップダウン メニューで「詳細」を選択すると利用可能になります。
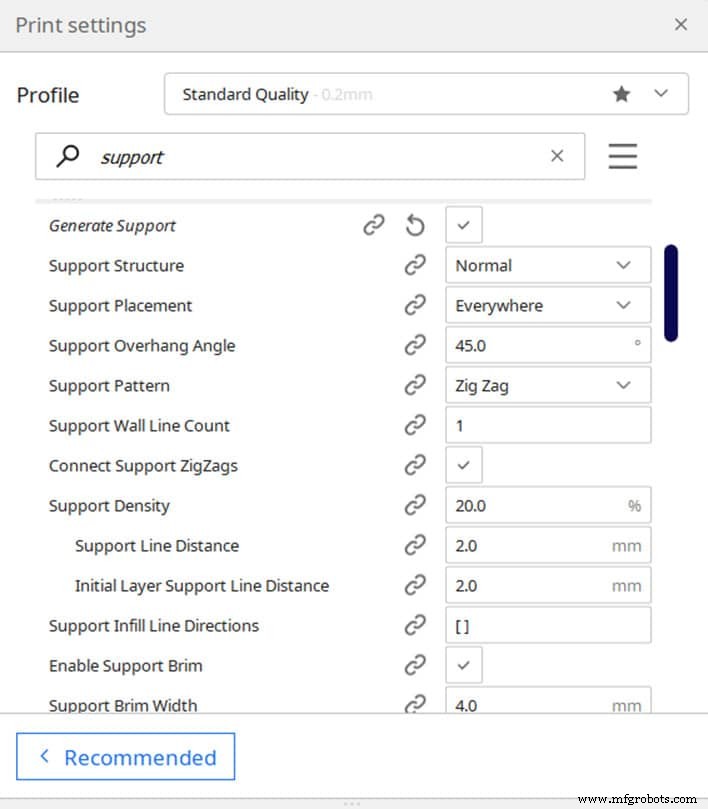
エンダー3の理想的なサポート設定
- サポート構造:通常
- サポートの配置:「Touching buildplate」
- サポート オーバーハング角度:45º – 60º
- サポート パターン:ジグザグ
- サポート密度:20%
- サポート Z 距離:0.2 mm
- サポート X/Y 距離:0.6 mm
- サポート ルーフを有効にする
- サポート ブリムを有効にする
Ender 3 で高品質のプリントを作成するための理想的な設定を見つけるために試行錯誤を繰り返したくない場合は、特別に調整された独自の Cura プロファイルをぜひチェックしてください。 Ender 3 プリンター シリーズの場合(わずか 7 ドルですべて入手できます)。
結論
サポートを正しく調整することで、3D プリントの経験がはるかに簡単になります。 45° と 5 mm の定規といくつかの設定だけで、準備完了です。
サポートを確認するには、スライサーでレイヤー モードを使用することを忘れないでください!
おすすめ商品セクションをご覧ください

これは非常に困難な作業である可能性があり、一般的に多くの混乱につながることがわかっているため、当て推量を取り除き、どのプリンター、フィラメント、またはアップグレードを取得するかを調査するのに費やす時間を短縮できる推奨製品セクションを作成しました。 .
初心者だけでなく中級者、さらには専門家にも適していると思われるほんの一握りの 3D プリンターを選択して、決定を容易にし、記載されているフィラメントとアップグレードはすべて私たちによってテストされ、慎重に選択されました。であるため、どちらを選択しても意図したとおりに機能することがわかります。
3Dプリント