


最初のレイヤー カーリング。詳細な 3D プリント ガイド!
3D プリンターの愛好家として、一度は失敗した、または醜い最初のレイヤーを経験したに違いありません。カーリングはいくつかの理由で発生し、解決が困難な場合があります。
キャリブレーションされていないマシンまたは温度による圧力が原因で、最初のレイヤーがカールする場合があります。
カールや反りは、3D プリント プロセス中のフィラメントの溶融収縮によって発生します。材料の収縮により、プリントがビルド プレートから外れる前に、プリントの角が持ち上がります。
同様に、プラスチックを印刷すると、わずかに膨張しますが、冷えると収縮します。そのため、材料が過度に収縮すると、プリントがビルド プレートから上に曲がってしまいます。
一部の素材は、他の素材よりも収縮する傾向があります。たとえば、PC の収縮率は PLA よりも高いままです。これは、カールの問題を避けるために、PC プラスチックを使用するときはより注意する必要があることを意味します.
この記事は、3D プリントのカールや反りについて詳しく知るのに役立ち、問題を回避または最小限に抑えるための完全なガイドとして役立ちます。
第 1 層のカールが発生するのはなぜですか?
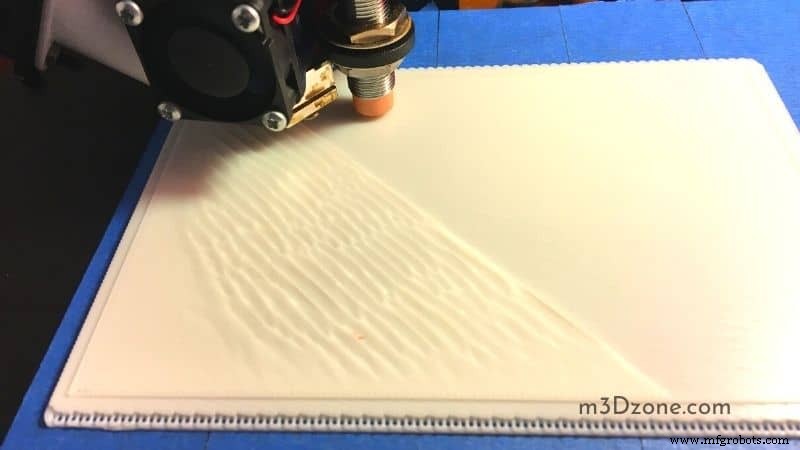
溶融フィラメントの最初のストリングまたは薄い層がプリンター ノズルから出てくると、印刷面に接触します。その過程で、彼らは大幅な温度変化にさらされます。
薄層
材料は高温環境で膨張する傾向があります。固体のフィラメントをプリンターのノズルに入れると、加熱されて膨張します。ホット フィラメントは、フィラメントの種類によっては、摂氏 250 度の高熱まで加熱することができます。
現在、プリンター ノズルは、摂氏 250 度の溶融フィラメントを、摂氏わずか 90 度の加熱ベッドに堆積させます。
この温度変化は、加熱されたビルド プレートの表面で大規模なフィラメントの収縮を引き起こし、第 1 層のカールの最初の原因として知られています。
この課題は、最初から印刷の失敗の背後にある理由である可能性があります。ただし、後続の層で顕著に現れる可能性があります。
特に、カールの最初の本当の原因は、加熱されたビルド プレートと押し出されたフィラメントの間の温度差のままです .
室温
第 1 層のカールの 2 つ目の原因は、3D プリント環境における周囲の空気要因です。プリント ベッドは、溶融フィラメントが接触する唯一の冷たい物質ではありません。
そのため、産業用 3D プリンターには、これらの影響を排除するための加熱室があります。国内の印刷業者も、付属のエンクロージャから恩恵を受けます。
それでも、オープン フレーム 3D プリンターにはエンクロージャーがなく、周囲の空気に直接さらされるため、最初のレイヤーの印刷がカールする原因となります。
最初のレイヤーがカールしないようにするにはどうすればよいですか?
プリンター ベッドが水平でないままだと、最初のレイヤーがカールする可能性があります。印刷ベッドを必然的に水平にして、高品質で優れた印刷を得ることができれば役に立ちます。
印刷面を水平にします
水平なプリント ベッドにより、材料を表面全体に均等に押し出すことができます。また、水平な印刷ベッドにより、最初のレイヤーでも印刷できるため、高品質の完成品が得られます。
3D プリンターは、ビルドプレートのレベリングにさまざまなメカニズムを使用します。ビルド プレートの 1 つの角の高さを変更できる、印刷面の下にあるノブを使用するものもあります。
さらに、他のノブを使用してビルド プレート全体を同時に調整することもできます。
さらに、一部の 3D プリンターにはベッド レベル センサーが搭載されています。センサーがビルド プレートの歪みを検出し、自動的に調整します。
また、プリンタ ノズルをベッドの 1 つのコーナーに持ってくることで、手動でプリント ベッドのレベリングを行うことができます。次に、標準の紙が隙間を通過できないポイントに表面の高さを調整します。
1 ベッド コーナーを調整したら、残りのベッド コーナーに移動し、すべてのコーナーが終了するまで同じプロセスを繰り返します。
Z オフセットの調整
Z オフセットは、Z 軸のホーム ポジションとプリンター ノズル チップの間の距離です。重要なことに、Z オフセットにより、均一な最初のレイヤーを確実に達成できます。
理論的には、Z オフセットは印刷面とホット エンドの間のギャップと同等です。マイクロスイッチの故障、水平でないベッド、ホーミング プローブなどのエラーは、標準パラメータに干渉します。
したがって、ベッドを適切に水平にするだけで、適切な Z オフセットを実現できます。優れた最初のレイヤーの鍵は、適切な Z オフセットと正しいベッドレベルを持つことです。
ノズルと加熱ベッドの温度を調節する
熱フィラメントとビルド表面の温度差が、最初のレイヤーのカールの主な原因です。したがって、この温度差を小さくすることで、印刷のカールを防ぐことができます。
さらに、これは、コールド ベッドの代わりにある種のフィラメントを使用して 3D プリントを行う場合に、加熱ベッドが必要な理由を示しています。
通常、フィラメントはベッド温度よりも高温のままです。したがって、加熱されたベッドの温度を上げてノズルの温度を下げると、最初の層のカールをなんとか回避できます.
ただし、印刷温度には限界があり、大幅な変更は多くの新たな課題を生み出す可能性があります。
例えば、ホットフィラメントは流動性と接着性に優れています。そのため、温度を下げると接着力に影響を与え、深刻なフィラメントの目詰まりを引き起こす可能性があります.
さまざまな温度範囲で物体をテスト スプリングし、高品質の製品を 3D プリントできる温度値を選択することで、温度の微調整を実現できます。
冷却ファンをオフにする
3D プリントでは、冷却ファンを使用して表面品質を改善し、糸引きを回避します。
ただし、冷たい空気がフィラメントの熱いストリングの上を流れ、プラスチック内部の温度差と熱圧が強化され、最終的に第 1 層のカールが発生します。
そのため、ファンはプリント ベッド周辺の不要な気流の原因となります。最適な最初のレイヤーを実現するには、冷却ファンのスイッチをオフにする必要があることをお勧めします。
3D プリンターのベッドを定期的に掃除する
3D プリンターのベッドの表面を定期的に掃除する習慣を身に付ける必要があります。使用するたびに、フィラメントの残りがプリント ベッドの表面に蓄積することを忘れないでください。
ほこりや汚れの掃除を怠らないでください。汚れやほこりの薄い層でも、フィラメントの接着に悪影響を及ぼし、最初の層のカールが発生する可能性があります。
プリント ベッドの表面をきれいにするために、市場でいくつかのクリーナーとアルコールを入手できます。たとえば、イソプロピル アルコール (Amazon で確認してください) プリントベッドのクリーニングに最適です。
毎月、プリンタ ベッドの表面を取り外し、石鹸とぬるま湯で洗ってください。クリーニング後、挿入する際は触れないようにしてください。
接着剤を使用
3D プリント市場にはさまざまなベッド用接着剤があります (Amazon で確認してください) 、それぞれが素晴らしい結果を約束しており、選択できます。
- <リ>
ブルーペインターとカプトン
これらの接着剤は、見逃したくない初心者向けのオプションです。印刷面に均一な層を置いて使用してください。

また、スティックのりを薄く塗ることもできます (Amazon で確認してください)
- <リ>
ヘアスプレー
もう 1 つのオプションは、ヘア スプレーを使用することです (Amazon で確認してください) ベッドの表面に直接。ただし、印刷ごとに印刷台をクリーニングする必要があります。
市場で入手できるその他の接着剤には、ナノポリマーや PVA スティックのりなどがあります。
地下で改善
プリント ジオメトリによって、接着力とフィラメントの温度プロファイルが変わる可能性があります。たとえば、つばを追加すると、モデルの下部領域が広くなります。それでも、より広い底面積により、モデルは表面をよりよくつかむことができます.
代わりにいかだを使用することもできます。同様に、ラフトはモデルのベースを増やし、3D モデルにより大きなグリップを作成します。さらに、いかだは印刷物とは別のエンティティのままであり、印刷物をすぐに切り離すことができます。
この課題を回避するもう 1 つの方法は、マウスの耳と呼ばれる薄いディスクを設計基盤に追加することです。ネズミの耳はプリント ベッドのどこにでも広げてかまいませんが、通常は鋭い角で使用する必要があります。
ドラフトを避ける
場合によっては、印刷物がカールしないように最善を尽くすことがありますが、それでもカールします。開いている窓と、この位置にいる場合は AC ユニットを確認してください。それらは、カールの原因となる温度差の原因となる周囲空気の重要な源のままです。
囲いを使う
最初のレイヤーの 3D プリントを開始すると、溶融したフィラメントがホット エンドに接触します。次に、それは加熱された床の上に広がり、プロセスが終了するまで、最初の層は加熱された床の温度付近に維持されます.
オブジェクトを保温するために囲いを使用すると役立ちます。発生した熱をチャンバー内に蓄えることで、空気の通風を避けることができます。
印刷物がカールしないようにするにはどうすればよいですか?
3D プリントでのカールは、材料の収縮によって発生します。この現象は、プリント ヘッドの押出機の温度とベッドの温度の違いを引き起こします。印刷の端が丸まって浮き上がります。
プリントのカールを防ぐには、次のテクニックを使用できます:
- ビルドプレートに接着剤を塗布
- ビルドプレートを正しく水平に
- つばを使う
- いかだを使う
- レイヤーの初期設定を調整する
- 冷却用に適切なファン設定を使用する
- フロント サイド ドアを使用する
- 風防を使って印刷する
どうすれば完璧な 1 層目を作ることができますか?
3D プリントでは、最初のレイヤーが 3D プリント全体の基盤となります。 したがって、最初のレイヤーを適切に作成するだけで、完璧なオブジェクトを実現できます。
ただし、経験豊富な 3D プリンター ユーザーでさえ、最初のレイヤーを作成するのは簡単なことではないと証言しています。
を手に入れるための 5 つのステップ パーフェクトファーストレイヤー
- プリント ベッドを水平にします
- 最初の層の速度を遅くする
- 体温をチェック
- ビルド サーフェスを処理する
- ラフト、スカート、つばを追加
結論
最初のレイヤーは、高品質の 3D プリントの基本的な基盤です。経験豊富なプリンターでさえ、最初のレイヤーを正しく取得するのに苦労することがあります.
印刷速度、押し出し幅、ベッド温度、完全に平らなプリンター ベッドなど、細かい印刷の詳細を適切に設定しておけば、役に立ちます。
これで、最初のレイヤーのカールや反りにつながるいくつかの理由と、この落とし穴を確実に回避するための手順がわかりました。
また、この記事では、一般的な 3D プリントのカールや反りを確実に回避するために従うことができる方法を多数提供しています。 .
3Dプリント