


選択的レーザー焼結 (SLS) 3D プリント:詳細ガイド
驚異的な 138 億 4000 万ドルと評価される積層造形産業は、現代で最も急速に成長している製造技術の 1 つです。選択的レーザー焼結 (SLS) は、革新的な 3D 印刷技術の 1 つであり、その急速な台頭を促進し、広範な産業への適応を促しました。
この包括的なガイドでは、ワークフロー、長所と短所、材料の機能、およびそのアプリケーションの一部など、SLS 印刷のさまざまな側面について説明します。
選択的レーザー焼結 3D プリントとは?
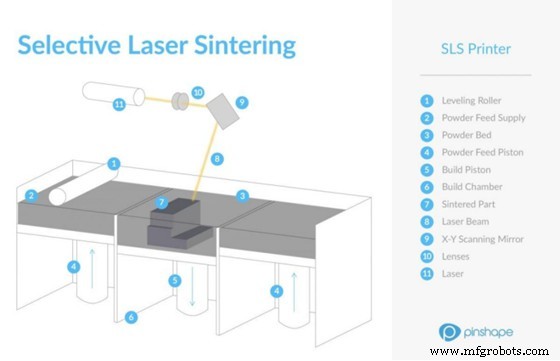
SLS 3D プリンティングでは、誘導レーザーを熱エネルギー源として利用し、原材料粒子の層を焼結して、強力で耐久性のある構造にします。加熱すると、粒子は溶けずに合体します。これが、溶融ではなく焼結プロセスと呼ばれる理由です。
また、SLS 3D プリンターには、デスクトップから大規模な産業用まで、さまざまなビルド ボリュームがあります。また、レーザーの種類 (ファイバー、ダイオード、CO2 レーザーなど)、レーザー出力、コスト、製造精度などの要因も異なります。
この技術は、機能部品の製造やラピッド プロトタイピングに適していることで知られています。 SLS 3D プリンター部品の望ましい材料品質は、メーカーや製品開発者にとって有望な要素です。
理解を深めるために、選択的レーザー焼結について深く掘り下げ、そのワークフローを分析してみましょう。
SLS 3D プリントのワークフロー
SLS 3D プリントは、多数のステップで実行されます。以下は、ほとんどの SLS 3D プリンターの段階的な手順標準です。
1. CAD モデルの準備
ストーリーは、造形する部品の CAD モデルから始まります。完成したモデルは、3D プリントに適したファイル形式で、SLS プリンターの組み込みユーザー インターフェイスまたはスライス ソフトウェアに転送されます。最も一般的なファイル形式は STL です。
スライシング ソフトウェアは、3D プリント用の CAD ファイルを準備し、プリンターのコントローラーがレーザーのスキャン動作に関して解釈できるコマンド (G コードと呼ばれる) を生成します。このソフトウェアには、層の厚さ、レーザー出力、解像度など、最終的な造形品質の要因を定義するユーザー定義の設定も組み込まれています。
この段階で、ソフトウェアは印刷時間や材料消費量などの重要な情報も予測します。
2.印刷前チェック
SLS 3D プリンターは高度な機械であり、操作にはトレーニングと注意が必要です。印刷を開始する前に、印刷がスムーズに進むようにいくつかのチェックが行われます。
ビルド チャンバー (パウダー ベッド) は、正しいレベルまで正しい材料で満たされています。さらに、プロのオペレーターは印刷前の CAD チェックも行い、印刷適性に影響を与える抜け穴がないことを確認します。
検流計、つまりレーザー ビームを目的の印刷経路に沿って方向付けるミラーは、較正する必要があります。それらを作動させるサーボモーターは、エラーを最小限に抑えるためにホームポジションにも移動します。これらのキャリブレーション スケジュールは、多くの場合、ハンドブックでメーカーによって推奨されています。
3.パウダーを予熱
ビルド チャンバー内の粉末は、印刷が始まる前に融点のすぐ下まで予熱されます。このようにして、レーザーの熱エネルギーは焼結にのみ使用されます。これにより、迅速な 3D プリントが可能になります。
4.印刷
実際、印刷プロセス自体は非常にシンプルで独創的です。レーザーは、粉体層の上面上のパーツの最上層 (スライサーによって以前に定義された) をスキャンします。
レーザー出力は、層の厚さに相当する焼結深さを達成するために正確に設定されます。 SLS 3D プリントの層厚の一般的な範囲は 0.05 ~ 0.15 mm です。
次に、ベッドが 1 層の厚さ分だけ下に移動し、ビルドも一緒に移動します。 SLS 材料の新しい層が、再コーティング ブレード/ローラーによってベッド上に広げられます。今度はレーザーが 2 番目の層をスキャンし、前の層と結合します。
このプロセスは、パーツ全体が印刷されるまで繰り返されます。
5.部品の回収と後処理
プリントが完了したら、チャンバー内でしばらく冷却します。冷却したら、ビルド チャンバーから取り出します。パーツはすべての面が未焼結の粉末に囲まれているため、この抽出プロセスはしばしば「粉末除去」と呼ばれます。
SLS 3D プリントの利点
SLS 3D プリンティングには多くの利点があり、産業分野で最も人気のある積層造形法の 1 つになっています。
1.堅牢なパーツ
SLS 3D プリント部品は、機械的強度、引張弾性率、耐熱性、防水性、気密性などの優れた特性を備えています。これは、個々のポリマー粒子を強力に結合する焼結プロセスによるものです。
この堅牢性の品質により、SLS プリンターは、テスト製品の外観だけでなくその機能も模倣する機能プロトタイプを開発およびテストするための一般的な機器になることができました。

2.サポート不要
オーバーハングやブリッジなどの機能を備えた 3D プリント構造には、プリント中にこれらの要素を支えるためのサポート ジオメトリが必要です。 FDM などのほとんどの 3D 印刷方法は、これらの支持構造を印刷するために多くの時間と材料を浪費します。
ただし、選択的レーザー焼結では、これは問題ではありません。ビルド全体がルース パウダーのプールに閉じ込められているため、ビルド中にすでに十分にサポートされています。これは時間を節約するだけでなく、コストも削減します。
3.クイック
これらのマシンは高速 3D プリンターと見なされており、商用印刷では最大 48 mm/hr の速度で印刷されます。これは、かなりの数の代替 3D プリント方法を凌駕しています。
これに加えて、このプロセスのワークフローは多くのステップに分かれていますが、非常に時間効率が良いです。レーザー スキャンはほぼ瞬時に行われ、ビルド チャンバーは取り外して、最初のチャンバーが冷えたら別のチャンバーと交換できます。次に説明するバッチ印刷の可能性もあります。
4.バッチ印刷
3D プリンターにはさまざまなビルド チャンバー ボリュームがあり、大型のマシンでは一方向に最大 750 mm です。生産的なアプローチは、バッチ印刷を適用してビルド チャンバーの容積を効率的に使用することです。
これは、「バッチ」としてビルド チャンバー内にできるだけ多くのパーツを収めることを意味します。レーザー スキャン自体は非常に高速であるため、これは賢明です。バッチ印刷では、1 回のスキャンで、1 つだけではなく複数のパーツの層を焼結できるため、印刷時間を何時間も節約できます。
5.高い寸法精度
SLS は非常に正確な部品を製造します。前述のように、層の高さは 0.05mm まで低くすることができます。これに加えて、ほとんどの 3D プリンターは +/- 3% 以内の製造公差が可能です。パウダー ベッドによって提供される充填圧力も、反りの最小化に役立ちます。
このため、SLS の 3D プリント パーツはニアネット シェイプであり、大規模な後処理は必要ありません。
SLS 3D プリントの欠点
他の製造プロセスと同様に、SLS には長所だけでなく短所もあります。 SLS を選択する前に、心に留めておかなければならないいくつかの点を明らかにします。
1.限られた原材料オプション
選択的レーザー焼結は、強力な材料カタログを提供しません。数種類のナイロン、熱可塑性エラストマー、TPU (熱可塑性ポリウレタン) を除いて、SLS と互換性のある素材を入手するのは少し困難です。物理的な外観も灰色がかった金属仕上げに限定されます。
科学的研究により SLS 印刷の材料範囲が拡大されていますが、現時点では明らかに不利です。

2.ざらざらした表面
最終的なビルドは、寸法的には正確ですが、滑らかで光沢のある表面ではありません。多くの場合、製造要件を満たすためにさらに表面処理が必要になる場合があります。光造形法などの競合技術は、はるかに優れた表面仕上げを備えています。
次のセクションでは、この問題に対処するのに役立つ一般的な後処理方法について説明します。
3.高価なプリンター
SLS プリンターは、一般的に高価なマシンです。安価なバージョンには 5,000 ドル以上かかると予想されます。ハイエンド バージョンは 100,000 ドル以上の範囲です。
ただし、初期投資は、比較的低い材料費と印刷費によってわずかに相殺されることに注意する必要があります。さらに、革新的なベンチトップ 3D プリンターの新しい波が市場に参入しています。これらのプリンターは、それほど高価ではありませんが、まともな仕様を備えています。 3D プリント サービスの費用の詳細をご覧ください。
4.健康と環境への危険
SLS 材料は、粒子サイズが 20 ミクロンと小さい微粉末の形で提供されます。このような微細な粒子は呼吸器系に入り込み、健康上の問題を引き起こす可能性があります。焼結は、作業環境から逃れ、環境に悪影響を与える可能性のある煙を発生させる可能性があります.
オペレーターは、これらの物質を取り扱う際に、マスクや手袋などの適切な PPE を使用することをお勧めします。
SLS 3D プリントに適した材料
焼結性粉末ポリマーは、SLS 材料の主要なクラスです。以下に、このカテゴリに該当する主な資料の一部を要約します。

1. PA12
PA 12 は、一般にナイロン 12 およびポリアミド 12 としても知られています。優れた引張強度、靭性、および柔軟性を備えています。 PA 12 は耐薬品性と耐熱性にも優れているため、機能性製品の理想的な候補となります。
3D プリント後は、ややザラザラしたマットのような表面になります。当然、便利に他の色に染めることができる白い色をしています。
2. PA11
ポリアミド 11/ナイロン 11 は、生体適合性、強度、柔軟性、耐熱性、耐薬品性に優れています。等方性挙動で知られており、自動車内装、人工装具、医療機器などの特定の耐荷重用途に最適です。
3.アルマイド
アルマイドは、ナイロンにアルミニウム粉末を充填したものです。この混合物は、強度と剛性を高めるために作られています。さらに、アルミニウムは最終製品に光沢のあるメタリックな外観を与え、PA12 や PA11 のような純粋なナイロン素材ほどザラザラしません。
4. PA-CF
カーボンファイバー充填ナイロンは、優れた強度と耐衝撃性を備えた高性能の組み合わせです。カーボンファイバー製品の特徴である圧倒的な軽さ。一般的な用途には、治具、治具、軽量自動車部品などがあります。
SLS プリント部品の表面仕上げオプション
後処理については上で触れましたが、専門家が使用するさまざまな手法については取り上げませんでした。ただし、粉体除去された部品の表面仕上げは理想的ではありません。そのため、製造要件に応じて、多数の表面処理を適用できます
1.手動研磨/研磨
手動技術を使用することで、わずかに細かい表面を実現できます。オペレーターは、さまざまなグレードのサンドペーパーまたは研磨機を使用して、均一な表面処理を適用し、形状の隅々まで仕上げます。
2.ブラスト&タンブリング
これらの方法により、優れた表面仕上げが実現します。ビーズブラストの場合、一般的なメディアはガラスビーズであり、タンブリングの場合、セラミックチップが広く使用されています.どちらの場合も、これらの粒子は SLS パーツの表面に衝突して平らになります。
ただし、一部の材料も除去され、部品の寸法が変化するという欠点があります。さらに、鋭いエッジも丸みを帯びてしまう場合があり、これは望ましい場合と望ましくない場合があります。
3.化学処理
アセトンなどの化学薬品は、表面と反応して滑らかにすることができます。これは一般的な方法ではありませんが、場合によっては実行可能です。化学物質を選択する際は、反応性に注意する必要があります。
4.コーティング
特定の物理的特性を得るために、さまざまなコーティングを施すことができます。金や銅などの金属コーティングは、強度と美観を高めるために使用されることがあります。 3D プリントされた部品は多孔質であるため、シリコーンのような防水コーティングを適用して性能を向上させることができます。
5.染色・漆塗り
表面の品質を向上させる簡単な解決策は、粗い表面に塗料またはラッカーを塗ることです。これにより、パーツの外観が向上し、光沢感が増し、時間もかかりません。
SLS 3D プリントの応用
SLS は、その多数の長所により、いくつかの重要な業界で応用されています。

1.ラピッド プロトタイピングと製造
SLS 3D プリント部品の機械的特性は、他のプロセスで製造された部品に匹敵します。ただし、生産はより迅速で便利です。このため、SLS 部品はラピッド プロトタイピングと機能製品の製造に広く使用されています。
製品開発者は、高速な印刷速度と部品の機能のおかげで、自由にデザインの反復をすばやく行うことができます。
2.航空および自動車
これらの業界はどちらも、SLS 印刷の特徴である軽量で耐衝撃性のある部品を常に探しています。そのため、3D プリントは、自動車の改造や装飾用にカスタマイズされたスタイリッシュな部品の製造にも人気が高まっています.
航空宇宙エンジンの難燃性コンポーネントは、SLS 材料の特定の品質が適している別のアプリケーションです。これら以外にも、エアダクトや試作品の製作にも人気です。
3.医療
医療業界では、今日、機能的でカスタム設計された義肢や装具が 3D プリントされています。これは、3D スキャン技術により、これらの部品を患者の体格に正確に合わせて成形することができ、SLS が必要な機械的特性を達成するのに役立つためです。
WayKen の SLS 3D プリント サービス
SLS は、精度、精度、生産性が高いことから、多くの業界で使用されている一般的な積層造形技術です。ただし、技術を習得することは困難な場合があるため、質の高い結果を提供するための経験と専門知識を備えた評判の良いサービス プロバイダーと協力することが重要です。
WayKen は、SLS 3D 印刷を専門とする経験豊富なエンジニアのチームを擁する、ISO 認定のラピッド プロトタイピング会社です。プロジェクトの最適化を支援するために、迅速なリードタイム、競争力のある価格設定、および DFM 分析を提供します。 SLS のニーズに合わせて当社と提携することで、最高品質の部品とサービスを確実に受けることができます。ボタンをクリックして、今すぐ見積もりを入手してください!
無料見積もりを取得する結論
選択的レーザー焼結は、近年のアディティブ マニュファクチャリングの世界に大きな影響を与えてきました。ますます多くの産業家の目に留まるにつれて、その可能性と利用は拡大し続けています。
このガイドを締めくくるにあたり、読者の皆様には、3D プリントを選択する際の意思決定にこのガイドを使用することをお勧めします。まだ比較的新しい市場であり、3D プリント方法とメーカーの選択を最終決定する前に十分な情報を得る必要があります。
よくある質問
SLS 3D プリンタにはどのような種類がありますか?
SLS 3D プリンターはさまざまな点で異なります:
-サイズ :ビルド ボリュームが 100x100x100 mm のデスクトップ プリンターから、ビルド ボリュームが 500x500x500 mm のハイエンドの業界グレード プリンターまで。
-レーザーの種類 :SLS プリンターには、CO2 レーザー、ファイバー レーザー、赤外線レーザー、またはレーザー ダイオードを装備できます。
-印刷仕様 :印刷速度、最小層厚、材料の能力などの仕様は、すべて製品ごとに異なります。
選択的レーザー焼結 (SLS) 印刷と選択的レーザー溶融 (SLM) 印刷の違いは何ですか?
SLS は、材料粒子を焼結することによって接合します。このプロセスは材料の融点以下で発生し、粒子は互いに融合するだけです。一方、SLM は融点以上で動作し、粒子を完全に溶かしてから、均質な部品として固化します。
SLM は、より優れた機械的特性を持つ部品を製造し、非常に高品質の用途に適しています。 SLS も機能部品を製造していますが、SLM ほど強力ではありません。
SLS 3d プリントに一般的に使用される材料は?
熱硬化性ポリマーと熱可塑性ポリウレタンは、SLS 3D プリントで使用される一般的な材料です。具体的には、ナイロン 12 やナイロン 11 などの素材が最も人気があります。一部の特別な用途では、これらと金属 (アルミニウム) または繊維 (炭素繊維、ガラス繊維) との混合物も利用されます。
3Dプリント