


すくい角:定義、重要性、およびタイプ(正、負、ゼロ)[PDF付きのメモ]
この記事では、レーキアングル、その重要性、およびそのタイプについて理解します。それでは始めましょう。
すくい角とは何ですか?
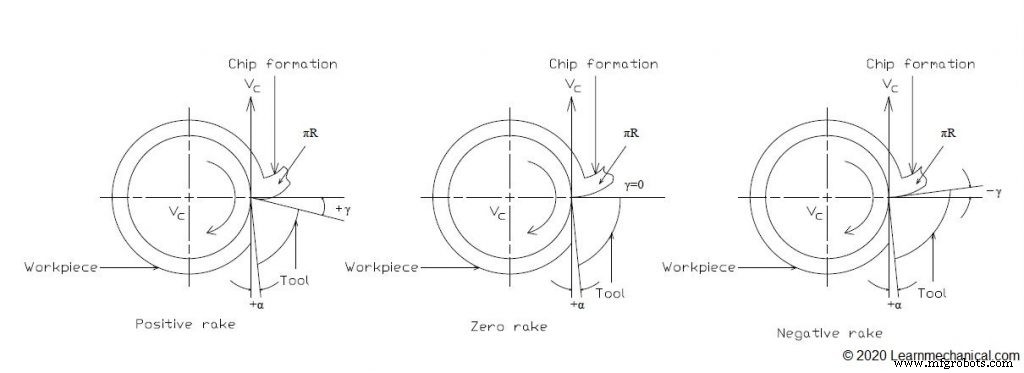
すくい角(γ)は、すくい面と基準面(πR)またはワークピースの垂直面との間の角度です。切削工具を設計する際には、すくい角が最も重要な要素です。ワークからの切りくずが流れやすく、よりスムーズな加工動作を実現します。
すくい角の重要性:
すくい角とすきま角は、工具を設計する前に覚えておく必要のある2つの重要なパラメータだけです。レーキ角度の重要な重要性のいくつかを次に示します。
- すくい角によって、工具とワークピース間の耐切断性が決まりました。
- ラック角度を適切に設定しないと、工具が損傷したり、ワークピースの表面が損傷したりする可能性があります。
- 切りくずの流れはすくい角によって異なります。切りくずがスムーズに流れない場合、構成刃が形成される可能性があります。
- すくい角が間違っていると、切削工具の寿命が短くなる可能性があります。
すくい角の種類:
さまざまな加工操作に対して、その特定の操作を実行するのに適したさまざまなタイプのすくい角が必要です。したがって、これらの特定の基準(つまり、切込みの深さ、ワークピースの材料、機械のRPMなど)に応じて、すくい角は3つのタイプに分類できます。
- 正のすくい角
- ゼロすくい角
- 負のすくい角
これらのすくい角にはそれぞれ独自の利点があります。以下でそれらについて説明します。
1。正のすくい角:
切削工具の傾斜が刃先から反対方向または内側にある場合、このタイプのすくい角は正(+)すくい角と呼ばれます。ポジティブレーキアングルツールは通常、HSSで構成されています。
ポジティブレーキアングルにはいくつかの利点があります。そのうちのいくつかを以下に示します。
- すくい角が正の場合、切削抵抗が減少します。
- 切断力が低下するため、操作に必要な切断力も少なくなります。
- 正のラック角度を使用すると、継続的な切りくずが形成される可能性があります。
- また、構成刃先を形成する可能性を減らします。
正のすくい角の欠点:
- 正のすくい角を使用することにはいくつかの利点がありますが、正のすくい角のために切削工具が鋭くなり、切削工具の強度が低下し、工具の寿命が短くなります。
2。ゼロすくい角:
名前がゼロすくい角を示すように、それはすくい面と切断面の間に角度がないことを意味します。ここで、切削工具の面は、内側の刃先に対して90度の角度をなします。
ゼロすくい角を使用する利点:
- 中性の切断電力消費が発生します。
- 設計は非常にシンプルなので、製造が簡単です。
- このタイプの切削工具のコストは低くなります。
ゼロすくい角を使用するデメリット:
- このタイプのツールでは、構成刃先が形成されていることがわかります。
- 切削効率が低い。
3。負のすくい角:
切削工具の傾斜が刃先から同じ方向または外側にある場合、このタイプのすくい角は負(-)すくい角と呼ばれます。通常、超硬工具には負のラック角度を設定して、より高い切削抵抗に耐えられるようにします。
負のすくい角ツールを使用する利点:
- 刃先が厚いため、このタイプの工具の強度は高くなります。
- 工具寿命が延びます。
ネガティブレーキアングルツールを使用するデメリット:
- 負のすくい角により工具が鈍くなるため、切削に必要な力は大きくなります。
- このタイプのツールを使用すると、摩擦によって作業面の温度が上昇するため、操作には冷却水が必要になります。
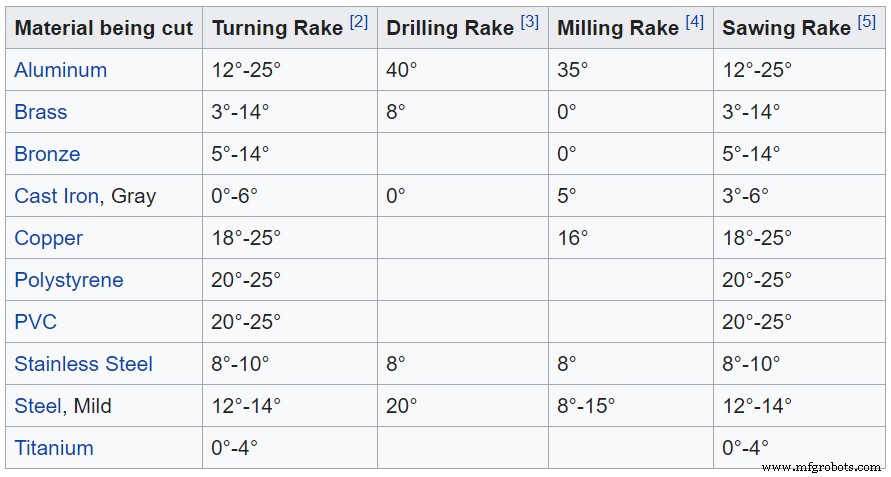
すくい角の推奨事項:
結論:
レーキアングルに関するこの記事があなたの答えを見つけるのに役立つことを願っています。この記事が役に立った、または役に立たなかった場合は、以下の投票でお知らせください。他にもさまざまなトピックに関する記事があります。それらを無料でチェックしてください。
産業技術