


コーナー半径がCNC加工にどのように影響するか
金属製造に関しては、すべてのタイプの機械には、達成できるサイズ、角度、曲線、および輪郭にいくつかの制限があります。 CNC加工も例外ではありません。 CNC機械加工のコーナー半径は、パーツのコーナーの内側半径を指します。
サイズの制約を超えて CNC機械が対応できるものの中で、もう1つの重要な考慮事項はコーナー半径です。 CNC加工のコーナー半径では、通常、内部コーナーで完全に鋭い角度を実現することはできません。設計に選択したコーナー半径は、機械加工の効率と、機械加工された部品の最終的な仕上げ品質に劇的な影響を与える可能性があります。
このブログでは、CNC加工のコーナー半径の概念について詳しく説明します。 、および要件と予算に最適なコーナー半径を選択する方法。
コーナー半径とは何ですか?
CNC機械加工の場合、コーナー半径はパーツのコーナーの内半径を指します。
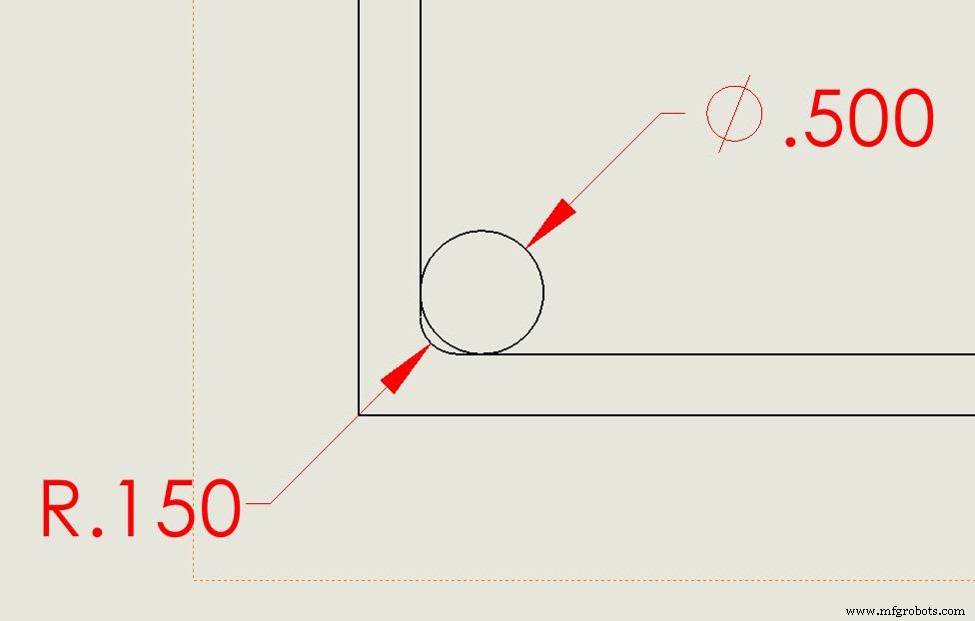
すべてのCNCフライス盤は円筒形であり、内ポケットを切断するときに半径を作成します。 CNC機械加工プロセス中に使用される工具の半径によって、可能なコーナー半径が決まります。
コーナー半径が重要な理由
コーナー半径は、加工の品質に直接影響するため、CNC加工にとって非常に重要です。 これは達成可能であり、部品の機械加工にかかる時間も同様です。 。
内部フィーチャーをCNC加工する場合、達成しようとするコーナー半径は、パーツの内側の仕上げに影響を与えます。ツールの半径に対して狭いコーナー半径を取得しようとすると、ツールがパーツの内側にかみ合う量が増え、仕上げ品質が低下します。
ツールのパスが90度で回転して、ツールの半径(可能な最小値)に等しいコーナー半径を作成することができます。ただし、工具と部品の両方に大きなストレスがかかるため、これはお勧めしません。ツールがコーナーに到達したら、停止してピボットする必要があります。これにより、工具の振動の増加によりびびりが発生する可能性があり、切削時間が遅くなります。小さい工具を使用してコーナー半径を狭くすることは可能ですが、小さい工具にはいくつかの注意点があります。
工具が大きいほどコーナー半径は大きくなりますが、実行速度が速くなるため、部品の加工にかかる時間が短縮されます。したがって、ツールが小さいほどコストが高くなります。小さいツールは、達成できるフィーチャーの深さ(ポケットの深さ)も制限されます。これにより、コーナー半径とフィーチャの深さの間に逆の関係が作成されます。
つまり、設計に可能な限り最大の半径を使用すると、表面仕上げの品質が向上し、加工コストが削減されます。 より大きな半径を作成するより大きなツールは、より速く実行され、コストを削減します。

コーナー半径の最小要件
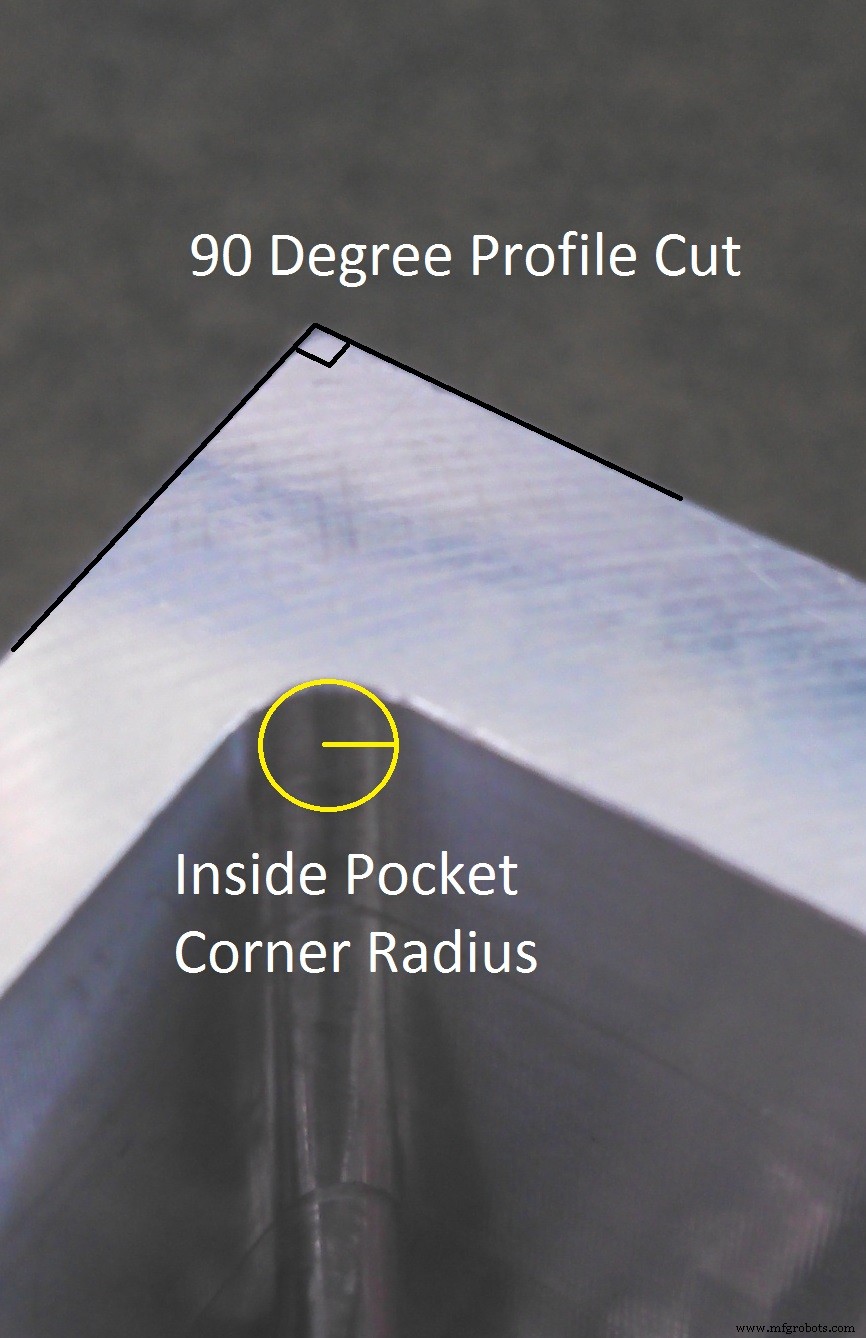
下の画像に示すように、ツールは半径よりも小さい90°のコーナーに物理的にフィットできないため、コーナー半径の最小要件があります。
ツールの噛み合いが増加する理由をよりよく理解するには、鋭いコーナーを形成するために必要なツールパスを調べることが有益です。これは、コーナー半径に基づいたツールのかみ合いを説明するのに役立つgifです。
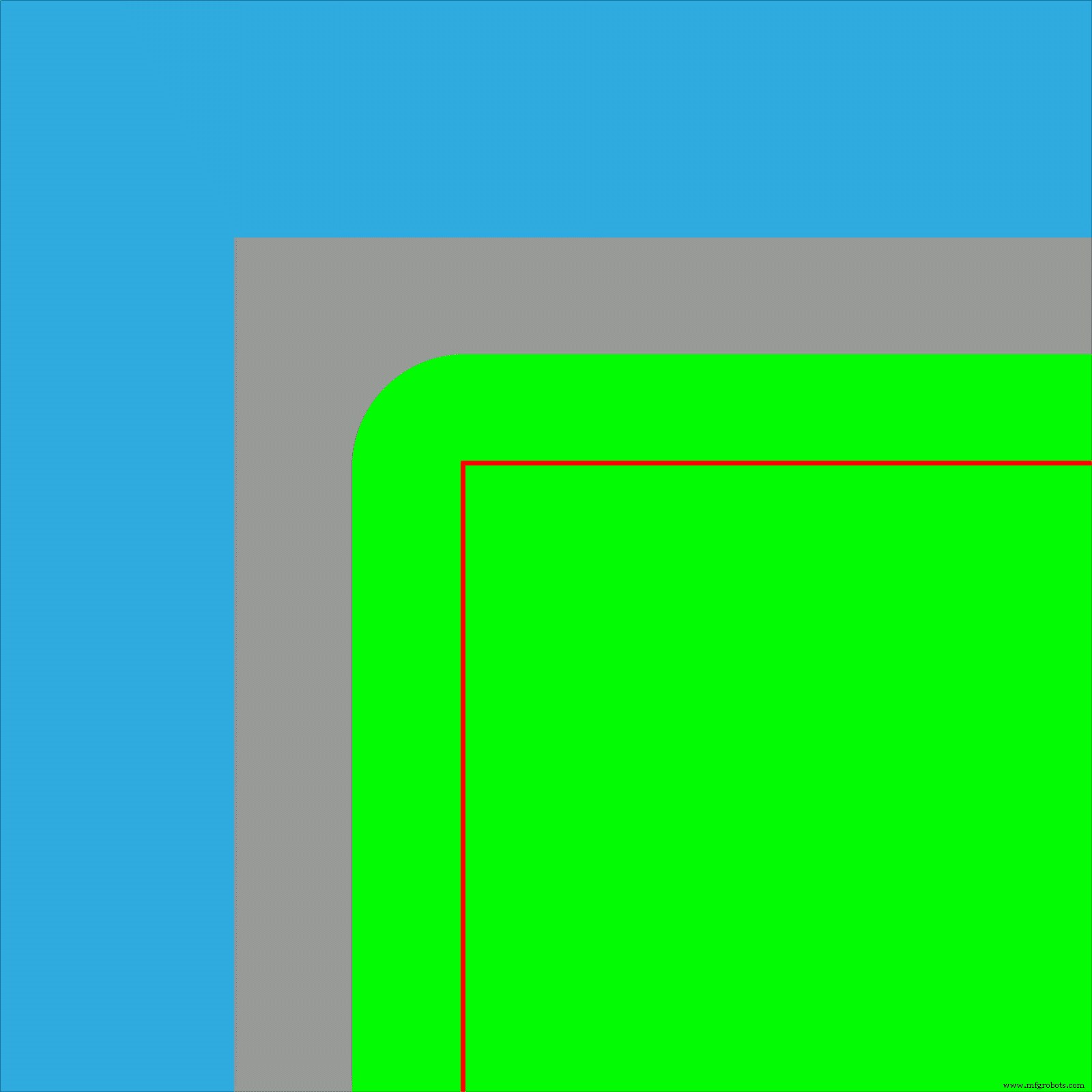
gifは、2つの異なるコーナー半径を示しています。赤い線はツールパスを示し、黄色で強調表示された領域はツールの係合を示します。
最初の例では、ツールパスは90度であり、ツールがかみ合うための広い黄色の領域を示しています。
gifの2番目のシーケンスは、より丸みを帯びたツールパスを示しています。これは、ツールのエンゲージメントが少ないことを表す小さな黄色の領域を示しています。ツールの噛み合いが増えると、材料とツールにかかるストレスが大きくなり、表面仕上げの品質が低下します。
gifのこの2番目のシーケンスは、ツールパス上のはるかに大きな円弧から大幅に増加したコーナー半径を示しています。 より大きなコーナー半径 工具の切削抵抗を大幅に減らし、仕上がりを改善します。また、切削時間の短縮、したがってコストの削減も可能になります。
同じツールを使用して異なるコーナー半径を比較する
以下は、それぞれ同じツールを使用して達成された4つの異なるコーナー半径を示すサンプルのgifです。

緑= ツールパスの最大角度であり、理想的なオプションです
黄色= このコーナー半径は適切ですが、200%の工具半径が最適です。
オレンジ= 120%の工具半径は理想的ではありません。
赤= このコーナー半径は、表面品質の仕上げが悪くなるため、お勧めしません。
コーナー半径を選択するにはどうすればよいですか?
このブログ投稿で説明されているように、選択したコーナー半径は、パーツの加工効率と、達成される高品質の出力に劇的な影響を与える可能性があります。
下のグラフは、フィーチャの深さに対して推奨される最小半径値の概要を示しています。
遠い列の推奨最小半径は、これらの値のプロセスが適切に機能することを意味します。
最小半径は、達成できる理論上の最小値ですが、その半径は推奨半径を下回っています。最小半径を選択すると、コストが増加し、表面仕上げの品質が低下する可能性があります。
半径をできるだけ大きくすることを常にお勧めします。
| 機能の深さ | 最小半径 | 推奨される最小半径 |
|---|---|---|
| 0.47 "(11.938mm) | 0.016 "(0.406mm) | 0.031インチ(0.787mm) |
| 0.75 "(19.05mm) | 0.032インチ(0.813mm) | 0.063インチ(1.6mm) |
| 2 "(50.8mm) | 0.063インチ(1.6mm) | 0.094 "(2.388mm) |
| 3 "(76.2mm) | 0.125インチ(3.175mm) | 0.15インチ(3.81mm) |
| 3.25インチ(82.55mm) | 0.25インチ(6.35mm) | 0.275インチ(6.985mm) |
| 4.25インチ(107.95mm) | 0.3 "(7.62mm) | 0.325 "(8.255mm) |
| 5.75インチ(146.05mm) | 0.75インチ(19.05mm) | 0.8インチ(20.23mm) |
結論
最終的に、CNC機械加工部品を設計するときは、要件と工具に起因する制約とのバランスをとる必要があります。そしてもちろん、予算が関係することがよくあります。
このブログの目的は、選択したコーナー半径が加工時間とプロジェクトコストに直接影響するため、CNC加工部品とエンクロージャの設計を作成する際に、コーナー半径がどのように重要な考慮事項であるかを説明することです。
まだ立ち往生?心配しないでください–私たちのCNCエンジニアリング&デザインサービスチームがお手伝いします。設計と最終要件については、お問い合わせください。私たちの使命は、プロジェクトを動かし続け、期限を守ることができるように、あなたに役立つソリューションを見つけることです。
産業技術