


CNCフライス盤座標系を簡単に
この記事を読む:Italiano(イタリア語)Deutsch(ドイツ語)日本語(日本語)
特定のCNCマシンだけでなく、あらゆる場所でCNCフライス盤座標系の基本を使用します。最新のCNCマシンでさえ、コアは同じです。X、Y、Z軸を使用してマシン内の座標空間を定義し、ツール(エンドミル、押出機、レーザービーム)が移動します。その空間の周り。テクノロジーは変わるかもしれませんが、基本は基本的に同じです。この記事では、デカルト座標系、作業座標系(WCS)、オフセットなど、CNC座標系の基本について説明します。
CNCフライス盤で座標が重要なのはなぜですか?
アディティブマシンは、ボトムアップでパーツを構築します。作品がビルドプレートのどこから始まるかについては疑問の余地はありません。ただし、フライス盤のようなものは、外部オブジェクトから材料を差し引く必要があります。これを行うには、マシンは物理的な空間でのストックの位置を理解する必要があります。金属のブロックをCNCに押し込み、goを押すのと同じくらい簡単だったら。

さまざまなフライス盤を追加すると、事態は複雑になり始めます。各ビットの長さは異なり、主軸データムとワークピースの間の距離が変わります。 1インチの長さのエンドミルに設定した原点は、3インチの長さのドリルでは機能しません。

座標系は、CNCマシンが3D空間を理解する方法と考えることができます。座標系がなければ、CNCはまったく知る方法がありません:
- 資料のブロックがある場所
- ツールがパーツからどれだけ離れているか
- パーツの加工に使用するムーブメント
座標系は一見複雑に見えるかもしれませんが、単純なコンポーネントに分解することができます。まず、デカルト座標系の基本から始めましょう。
デカルトの基礎
ほぼすべてのCNCマシンは、X、Y、およびZ軸に基づくデカルト座標系を使用します。このシステムにより、機械は特定の平面に沿って特定の方向に移動できます。
デカルト座標系を基本に還元すると、おなじみの数直線が得られます。線上の1点が原点として指定されます 。原点の左側の数字は負であり、右側の数字は正です。
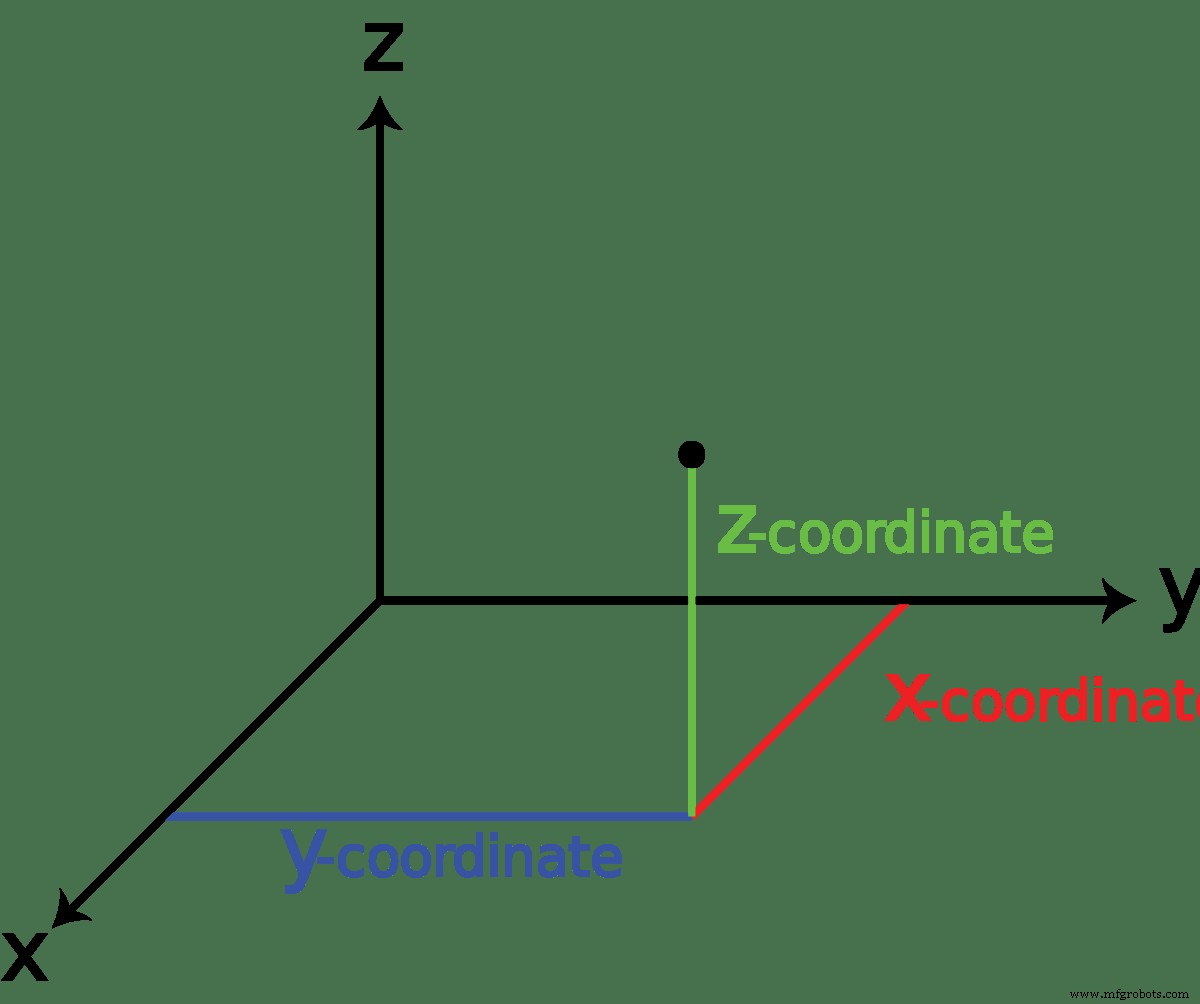
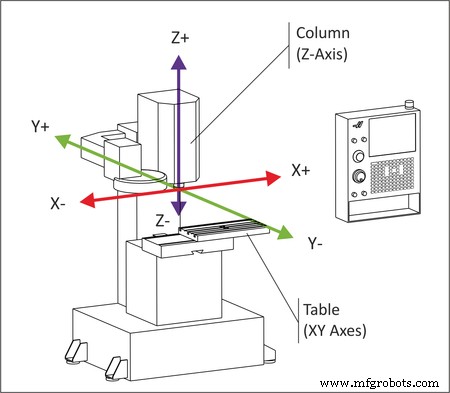
X、Y、Z軸を90度の角度で組み合わせると、CNCマシンが動き回る3次元空間が作成されます。各軸は原点で交わります。 。
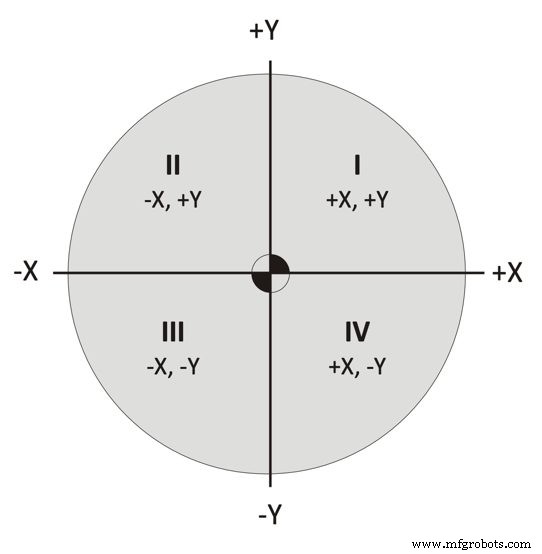
2つの軸が接続すると、それらは平面を形成します。たとえば、X軸とY軸が交わると、XY平面が得られ、ほとんどの作業は2.5Dパーツで行われます。これらの平面は、1〜4の番号が付けられた、独自の正の値と負の値を持つ4つの象限に分割されます。
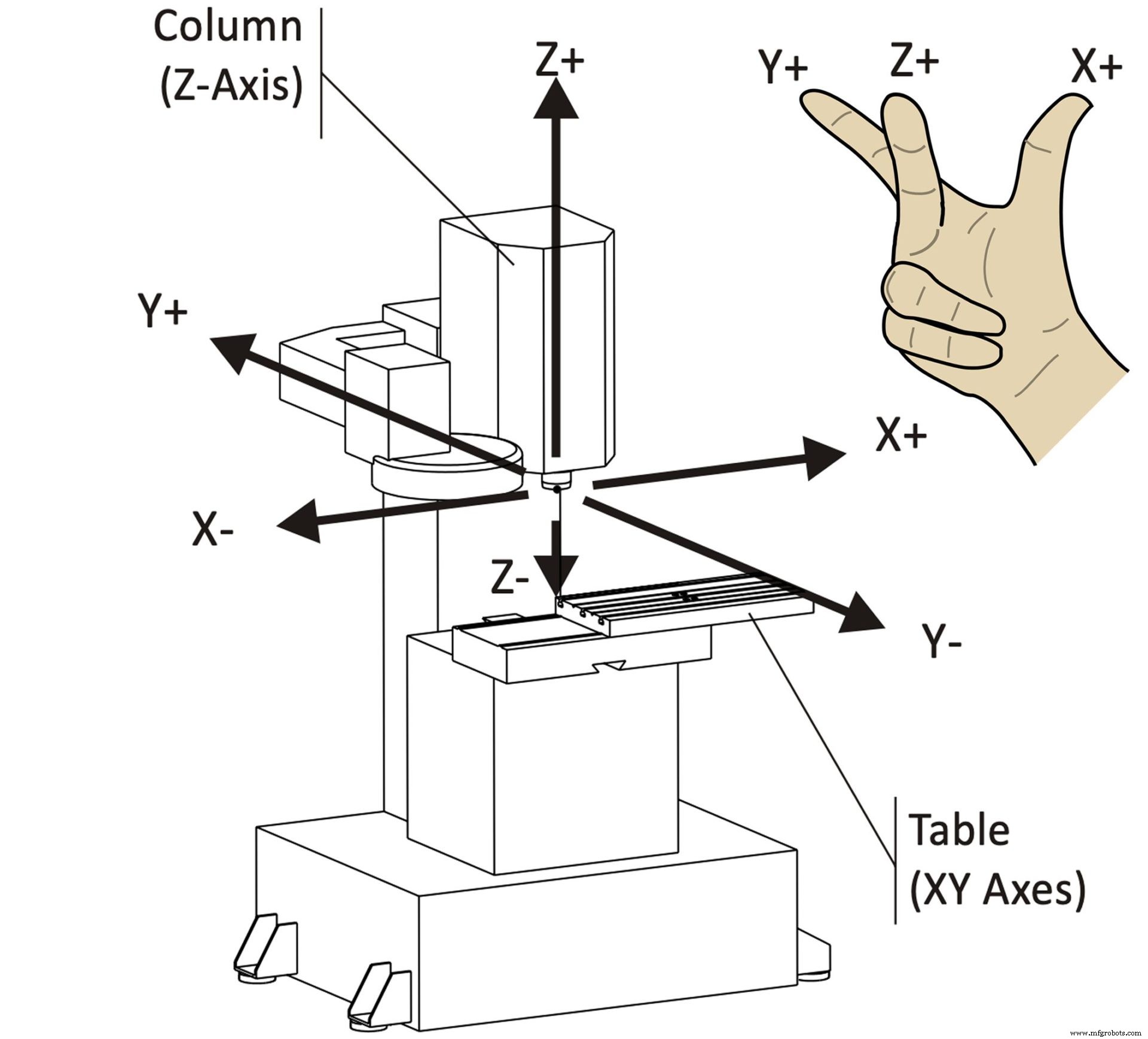
CNCマシンに関連するデカルト座標系を理解する簡単な方法は、右手の法則を使用することです。 。親指と人差し指を外側に向け、中指を上に向けて、手のひらを上に向けます。 CNCマシンの前に手を置き、マシンのスピンドルに合わせます。軸が完全に整列しているのがわかります。
- 中指はZ軸です。
- 人差し指はY軸です。
- 親指はX軸です。
CNCマシンが座標を使用する方法
デカルト座標系を使用して、各軸に沿ってCNCマシンを制御し、材料のブロックを完成品に変換します。相対的な用語を使用して軸を説明することは困難ですが、各軸に基づいて、通常、機械に面しているオペレーターの観点から次の動きが得られます。
- X軸により、「左」と「右」の移動が可能になります
- Y軸により、「前方」および「後方」への移動が可能になります
- Z軸により、「上」と「下」の移動が可能になります
これらすべてを組み合わせると、ワークピースのさまざまな側面をXY平面およびZ軸に沿ったさまざまな深さで切断できるCNCマシンができます。フライス盤、ルーター、レーザーのいずれであっても、これらはすべてこの基本的な移動システムを使用しています。
座標系に沿ったCNCの動きは、テーブルではなく、常にツールの動きに基づいています。たとえば、X座標値を大きくすると、テーブルは左に移動しますが、ツールの観点から見ると、ワークピースに沿って右に移動します。
Z軸座標を大きくするとスピンドルが上に移動し、小さくするとスピンドルが下に移動してワークピースになります。負のZ軸座標に対応するピースに切り込みます。
それを読んだことで以前よりも混乱したとしても、心配しないでください。ツールとテーブルの動きの違いを理解することは、言葉で説明するよりもわかりやすくなります。以下のRobertCowanのビデオをチェックして、実際の動作を確認してください。
あなたのCNCマシンの起源
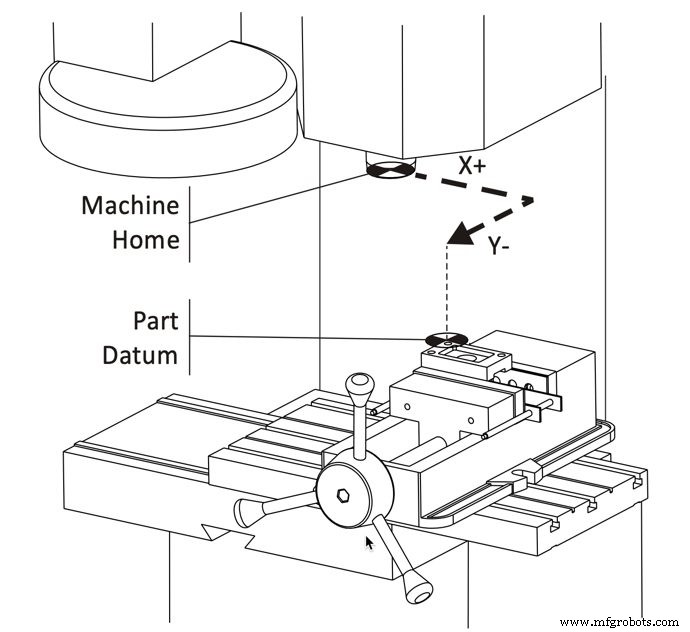
すべてのCNCマシンには、 Machine Homeと呼ばれる独自の内部原点があります。 。 CNCが最初に起動したとき、CNCは物理的な空間のどこにあるのかわからず、方位を取得するためにキャリブレーションが必要です。
このプロセスが発生すると、CNCの3つの軸すべてが最大の機械的限界に向かって移動します。制限に達すると、その特定の軸のホームポジションを記録する信号がコントローラーに送信されます。これが3つの軸すべてで発生すると、マシンは「ホーム」になります。
内部的には、プロセスはマシンごとに異なります。一部のマシンには、マシンが軸の制限に達したことをコントローラに通知する物理的なリミットスイッチがあります。一部のマシンでは、このプロセス全体を非常に流動的かつ正確にするサーボシステム全体が配置されています。機械制御装置は、回路基板を介して各機械軸に接続されているサーボモーターに信号を送信します。サーボモーターは、CNCマシンのテーブルに取り付けられているボールねじを回転させ、テーブルを動かします。
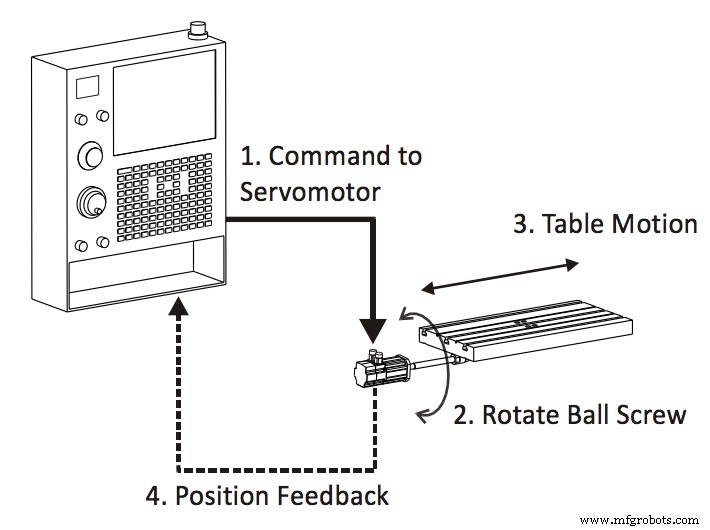
テーブルの前後の動きは、最大.0002インチの精度で座標の変化を瞬時に伝達します。
機械工がCNC座標を使用する方法
これまで、CNCマシンが内部座標系をどのように使用するかについて説明してきました。問題は、この座標系を人間が参照するのは簡単ではないということです。たとえば、CNCがホームポジションを見つけると、通常、X、Y、Z軸に沿って機械的に極端な制限があります。これらの極端な座標値をCNCプログラムの開始場所として使用する必要があると想像してください。なんて悪夢でしょう。
CNCプログラムの作成を容易にするために、作業座標系と呼ばれる人間の操作用に設計された別の座標系を使用します。 またはWCS 。 WCSは、通常、Fusion 360などのCAMソフトウェアで、マテリアルのブロック上の特定の原点を定義します。
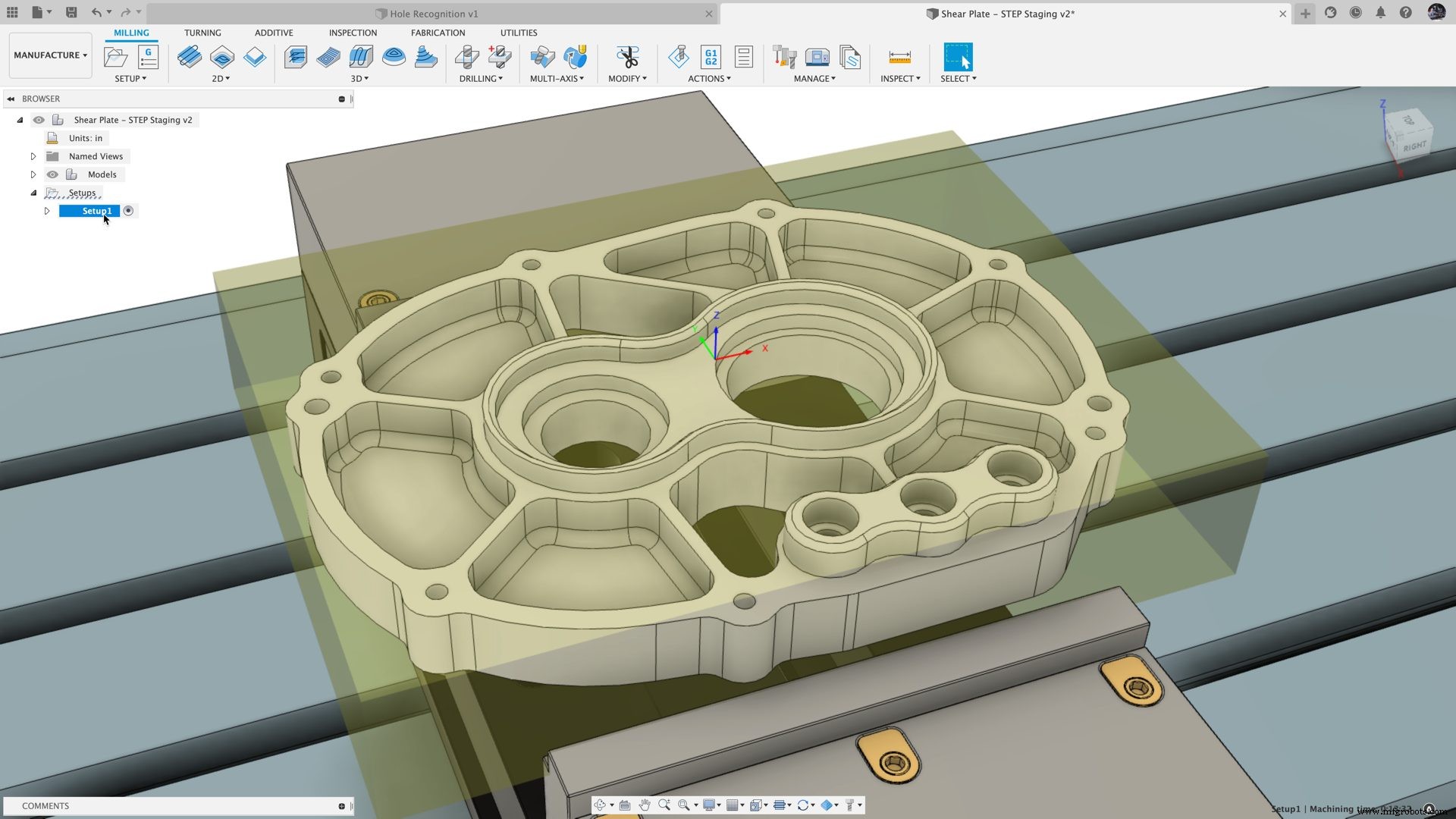
材料ブロック上の任意の点をWCSの原点として定義できます。原点が確立されたら、エッジファインダー、ダイヤルインジケーター、プローブ、またはその他の位置特定方法を使用して、CNCマシン内で原点を特定する必要があります。

WCSの起点を選択するには、慎重な計画が必要です。プロセスを実行するときは、次の点に注意してください。
- 原点は、エッジファインダーまたはプローブを使用した機械的手段で見つける必要があります
- 繰り返し可能な原点は、部品を交換する際の時間を節約するのに役立ちます
- オリジンは、ダウンストリーム操作に必要な許容範囲を考慮する必要があります
公差の積み重ねが大きくなり始めるにつれて、特に後続のセットアップごとに、最適な原点の選択に関する別の完全なブログが存在する可能性があります。以前に機械加工された機能、位置決めメカニズム、および機械の公差を念頭に置いて、最終部品が仕様どおりであることを確認してください。
CNCと人間の座標の相互作用
上で述べたように、人間のオペレーターはWCSを使用します。これは、CNCプログラムを作成するための簡単な座標セットを提供します。ただし、これらの座標は常にマシンの座標とは異なります。それでは、CNCマシンは2つをどのように並べますか?オフセットあり。
CNCマシンは、ワークオフセットを使用して、WCSとそれ自体のホームポジションとの間の距離の差を決定します。これらのオフセットはマシンのコントローラに保存され、通常はオフセットテーブルでアクセスできます。
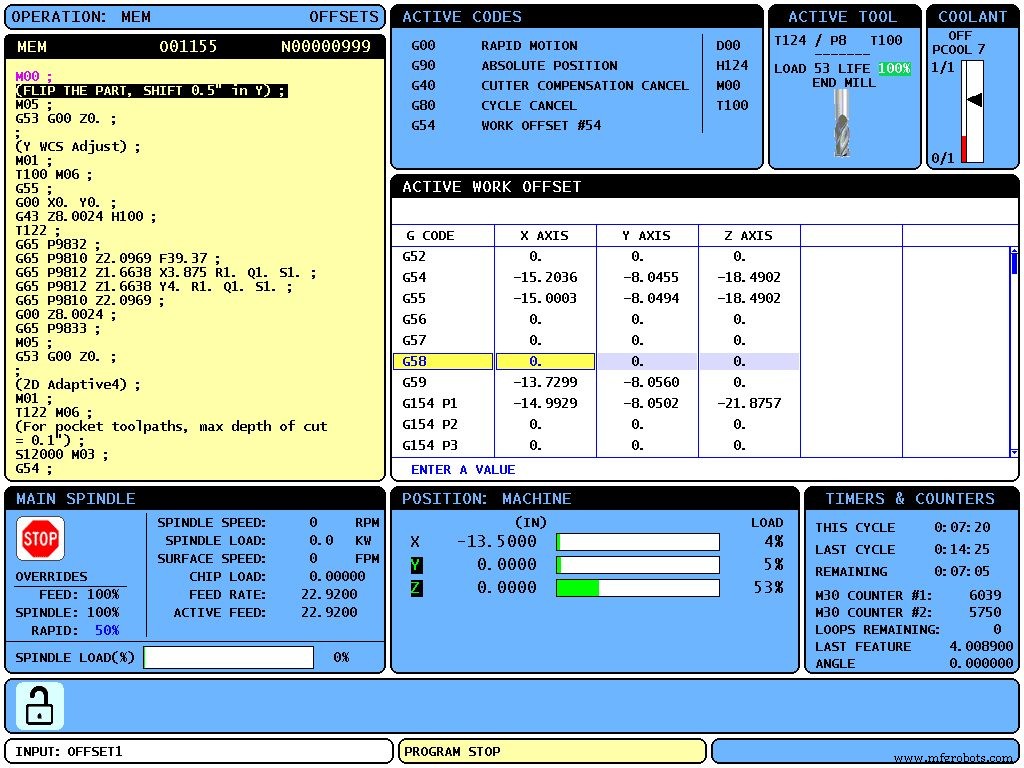
ここでは、いくつかのオフセットがプログラムされていることがわかります。 G54、G55、およびG59。複数のオフセットを持つことの利点は何ですか? 1つのジョブで複数の部品を加工する場合は、各部品に独自のオフセットを割り当てることができます。これにより、CNCマシンは、座標系をさまざまな場所の複数のパーツに正確に関連付け、一度に複数のセットアップを完了することができます。
ツールオフセット
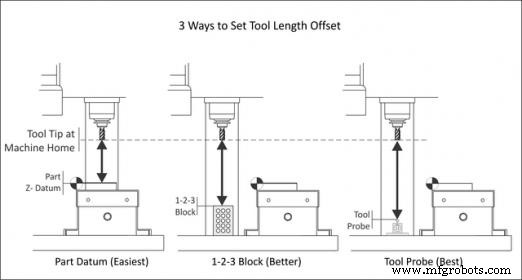
同じ仕事に複数のツールを使用することはかなり一般的ですが、さまざまなツールの長さを考慮する方法が必要です。 CNCマシンへのプログラミングツールオフセットにより、これは簡単な作業になります。ツールオフセットがプログラムされていると、CNCマシンは、各ツールがスピンドルからどれだけ離れているかを正確に知ることができます。ツールオフセットを記録する方法はいくつかあります:
- ジョギング 。ツールをマシンのホームポジションからパーツのゼロポジションに移動します。移動距離が測定され、ツールのオフセットとして入力されます。
- 精密ブロック。すべてのツールを、マシンのテーブル上にある1-2-3精密ブロックの上部にある共通のZ位置に設定します。
- プロービング。プローブを使用して、工具オフセットを自動的に決定します。これは最も効率的な方法ですが、プローブ装置が必要になるため、最も費用がかかります。
すべてをまとめる
座標の基本がすべて整ったので、一連のサンプルジョブを見ていきましょう。すでに手動で機械加工されたパーツを使用して、外形を定義しています。次に、CNCマシンを使用して、いくつかの穴、ポケット、およびスロットをドリルする必要があります。
ジョブ1
まず、軸と原点を確保して確立する必要があります:
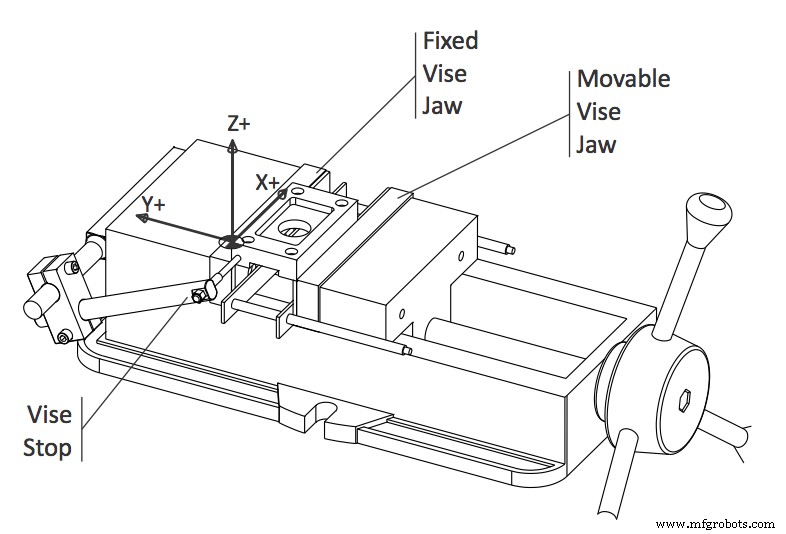
- 部品は万力でクランプされ、機械テーブルにボルトで固定され、機械の軸に直角になります。
- これにより、WCSX軸がマシンのX軸と整列したままになります。
- 顔の左側はバイスストップに接しています。これにより、繰り返し可能なX軸の原点が確立されます。
- 副ジョーの1つが固定されているため、このジョーを使用して、エッジファインダーまたはプローブを使用してこの位置を見つけ、繰り返し可能なY軸の原点を特定できます。
WCSを配置すると、マシンは自身の内部座標に対するストック位置を認識します。機械加工プロセスは、部品の最初の面にポケットを機械加工し、穴を開けることから始まります。
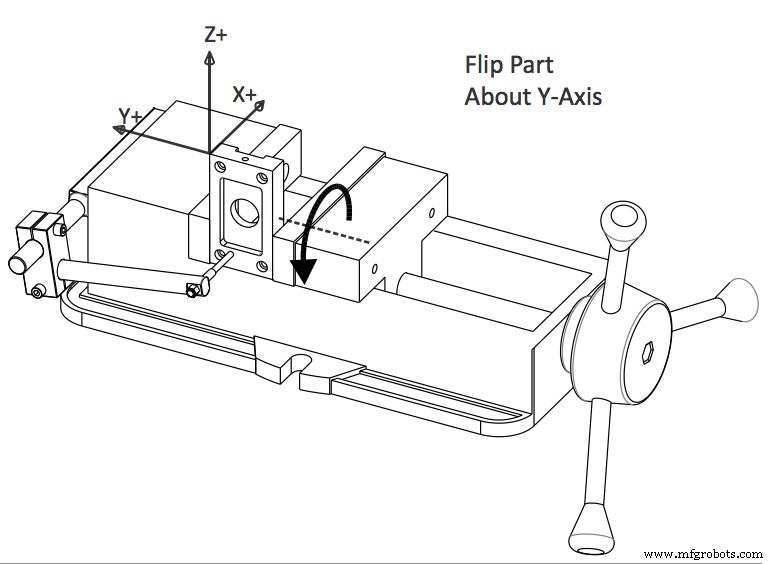
ジョブ2
次に、反対側で機能するようにパーツを裏返す必要があります。パーツを180度反転しただけで、外側の輪郭は対称であり、以前のXオフセットとYオフセットは繰り返し可能であったため、WCSは変更されません。同じZオフセットを使用できるように、同じツールも使用しています。
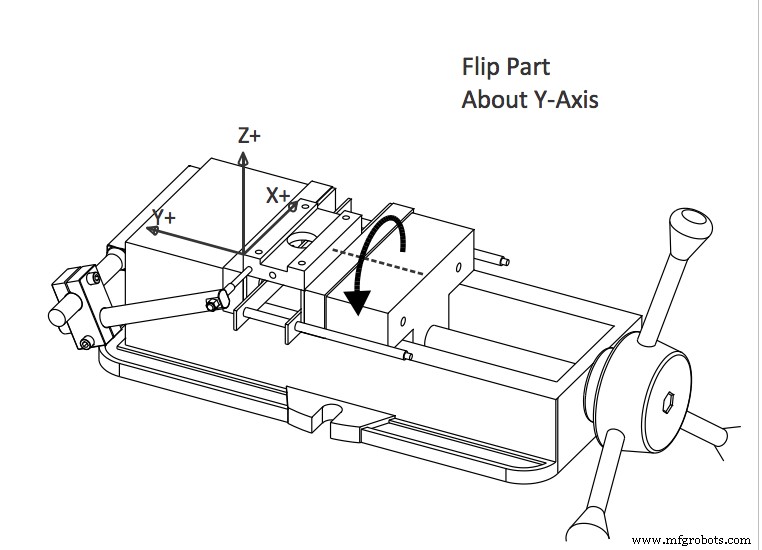
ここで覚えておくべき重要な変数の1つは、バイスのクランプ力です。まだお店で見たことがない場合、機械工は通常、バイスの閉位置に黒のマーカーで印を付けるか、トルクレンチを使用します。なぜ彼らはこれをしているのですか?部品を移動または回転させるときに一定の型締圧力を作成します。型締圧力の変化は、部品の形状に応じて、部品の位置の違いや、部品の変形や曲がりなどの他の障害につながる可能性があります。型締力がほぼ同じであると仮定すると、ジョブ2を加工できるようになります。
ジョブ3
次に、いくつかの穴を開ける必要があります。これには、パーツを端に立てる必要があります。この回転は、WCSのXY原点を変更しません。ただし、ツールとパーツ間の移動距離が短くなりました。
これには、新しいオフセットを使用する必要があります。これにより、原点がパーツの上部コーナーに移動します。また、平行線を削除してグリップ面を増やし、バイスストップを下げて、下部ポケットではなくパーツの面に接続するようにしました。
ここでは、元の参照面を2つ使用して、ジョブ3を完了することができます。
これは簡単な例です。パーツは正方形で、XY原点は、3つのセットアップすべてで繰り返し可能であり、Z原点でさえ1回だけ変更されました。ただし、ワークホールディングの調整、再現性、以前の機能の正確さの思考プロセスは重要であり、これらの基本的な手順を何度も繰り返すことになります。
ロックおよびロード済み
これで、マシニストツールベルトのCNC座標知識の精度が得られました。あなたのキャリアがあなたを連れて行くところならどこでもそれを使ってください! Work Coordinate Systems(WCS)は、内部の機械座標とCNCプログラムの間のギャップを埋めます。これらの3つのシステムは連携して、一貫した品質で部品を正確に特定し、何度も機械加工します。 Bridgeport、Tormach、Haasのいずれを使用する場合でも、座標系は常に忠実です。
統合されたCAD/CAMソフトウェアを使用して、次のCNCプロジェクトの座標をダイヤルする準備はできましたか?今すぐFusion360をお試しください!

産業技術