


アルミニウム ダイカストの欠陥に対する 9 つの完璧な解決策
ダイカストプロセスの多くの特徴は、非鉄金属合金鋳物の精度レベル、生産効率、および表面品質の向上に大きな利点を発揮します。自動車やオートバイなどの産業の発展と、ダイカストの品質の向上、エネルギー消費の節約、汚染の低減などの設計要件の実現に伴い、非鉄金属合金ダイカスト、特に軽合金ダイカストの適用範囲、急速に拡大しています。最も広く使用されているものの 1 つは、アルミニウム ダイカストです。 .

いくつかのデータは、工業的に発展した国々で鋼鋳物を置き換えるためにアルミニウム合金およびマグネシウム合金鋳物を使用することが重要な開発傾向になりつつあることを示しています。現在、ダイカストは、自動車用アルミニウム合金の成形プロセスで最も広く使用されているプロセスの 1 つになり、さまざまな自動車成形プロセスの 49% を占めています。
しかし、ダイカスト製造の生産工程では、些細な事故が多発し、生産された部品に不具合が生じます。この記事では、アルミダイカストの9つの欠点とその解決策をまとめています。同じ問題に遭遇した場合、問題の解決に役立つことを願っています.
1. アルミ ダイカスト部品の表面にフロー マークと模様が現れる
目視検査:鋳物の表面には、溶融金属の流れ方向と一致する縞模様があり、金属マトリックスの色とは異なる明らかな無方向の線があり、開発傾向はありません。

フロー マークの原因は次のとおりです。
1) 金型温度が低すぎる
2) ランナー設計の不備と内側ゲート位置の不備
3) 材料温度が低すぎる
4) 充填速度が遅く、充填時間が短い
5) 注ぎ込みシステムは理不尽です
6) 排気不良
7) 理不尽なスプレー
パターンの原因は、キャビティ内の塗料が吹き付けられすぎているか、または塗料の品質が悪いためです。解決策と防止方法は次のとおりです。
1) インナーランナーの断面積や位置を調整する
2) 金型温度を上げる
3) 内側のランナーの速度と圧力を調整します
4) 塗料の適切な選択と投与量の調整
2. アルミダイカスト部品の保冷
目視検査:ダイカストの表面には明らかな不規則なくぼんだ直線があり (貫通と非貫通の 2 種類があります)、形状が小さくて狭く、境界面のエッジが滑らかな場合があります。外力の作用で壊れた.

理由は次のとおりです:
1) 2 つの金属の流れは互いに突き合わされていますが、完全には融合しておらず、その間に介在物は存在せず、2 つの金属間の結合力は非常に弱いです
2) 注湯温度またはダイカスト金型温度が低い
3) ランナーの位置が正しくないか、流路が長すぎます
4) 充填速度が遅い
解決策と予防方法は次のとおりです:
1) 注湯温度を適切に上げる
2) 射出率の向上、充填時間の短縮、射出速度の向上
3) 排気と充填の状態を改善する
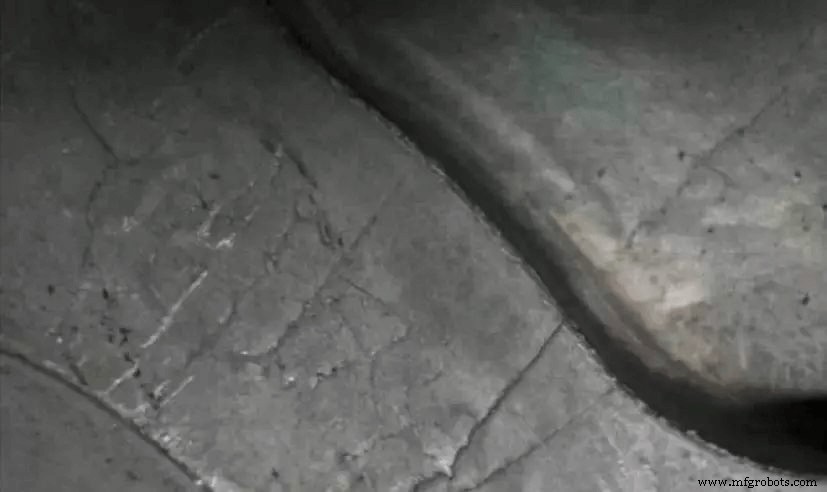
3. アルミダイカスト部品の表面にヒビがあります
目視検査:ダイカスト部品の表面にネット状のヘアライン状の突起またはくぼみがあり、ダイカストの数の増加に伴って拡大および拡張します。
理由は次のとおりです。
1) ダイカストキャビティの表面に亀裂があります
2) ダイカスト金型の予熱ムラ
解決策と防止方法は次のとおりです。
1) ダイカスト金型は、キャビティ内の応力を除去するために、定期的に、または一定回数のダイカスト後にアニールする必要があります
2) キャビティの表面にクラックがある場合は、成形面を研磨してクラック層を除去する必要があります。
金型の予熱は均一にする必要があります
4. ダイカスト アルミニウム パーツは表面にへこみがあります
目視検査:ダイカストの最も厚い部分の表面に滑らかなへこみ (ディスクのような) があります。
理由は次のとおりです:
1) 収縮によるダイカストの不適切な設計、大きすぎる肉厚差、不適切なランナー位置、低い射出率、短い保圧時間、およびダイカスト金型の高い局所温度
2) 冷却システムの設計が不合理です
3) 金型を開くのが早すぎる
4) 注入温度が高すぎる
解決策と予防方法は次のとおりです:
1) 肉厚は均一であるべき
2) 厚さの遷移を緩和する必要があります
3) 合金液の導入位置を正しく選択し、インナーランナーの断面積を大きくする
4) 射出圧力を上げて保持時間を長くする
5) 注湯温度とダイカスト金型温度を適切に下げる
6) 局所高温の局所冷却
7) オーバーフロー状態を改善する
5. アルミダイカスト部品の表面に付着痕あり
外観検査:小さなフレークと金属または非金属と金属マトリックス部品が溶接され、小さなフレークが外力の作用で剥がれます。

理由は次のとおりです:
1) ダイカスト金型キャビティの表面に金属または非金属の残留物があります
2) 注湯時、まず不純物が持ち込まれ、空洞の表面に付着します
解決策と防止方法は次のとおりです。
1) ダイカストの前に、キャビティ圧力チャンバーとゲート システムを洗浄して、金属または非金属の付着物を除去する必要があります
2) 注入された合金もきれいにする必要があります
- 適切なコーティングを選択してください。コーティングは均一でなければなりません
6. アルミダイカスト部品の表面剥離(皮剥き)
目視検査または損傷検査:鋳物の一部に金属の透明な層があります。

理由は次のとおりです:
1) 金型の剛性が足りない。溶融金属の充填プロセス中に、金型プレートが振動します
2) 射出工程中、パンチがクロールした
3) 不適切なランナー システム設計
解決策と予防方法は次のとおりです:
1) 金型の剛性を強化し、金型部品を締めて安定させます
2) クリーピング現象を解消するために、射出パンチと圧力チャンバーの間の連携を調整します
- インナーランナーの合理的な設計
7. ダイカスト部品の表面摩擦アブレーション
目視検査:ダイカストの表面は所々粗い表面があります。

理由は次のとおりです:
1)ダイカスト金型(金型)によるインナーランナーの位置・向き・形状の不適正
2) 鋳造条件に起因するインナーランナーの溶湯洗掘部の冷却不足
解決策と予防方法は次のとおりです:
1) 流入路の位置と方向を改善する
2) 冷却条件を改善します。特に、溶融金属が激しく洗い流される部分を改善します
3) アブレーション部分にペイントを追加
4) キャビテーションが発生しないように合金液の流量を調整する
5) 金型(金型)工具への合金付着を解消
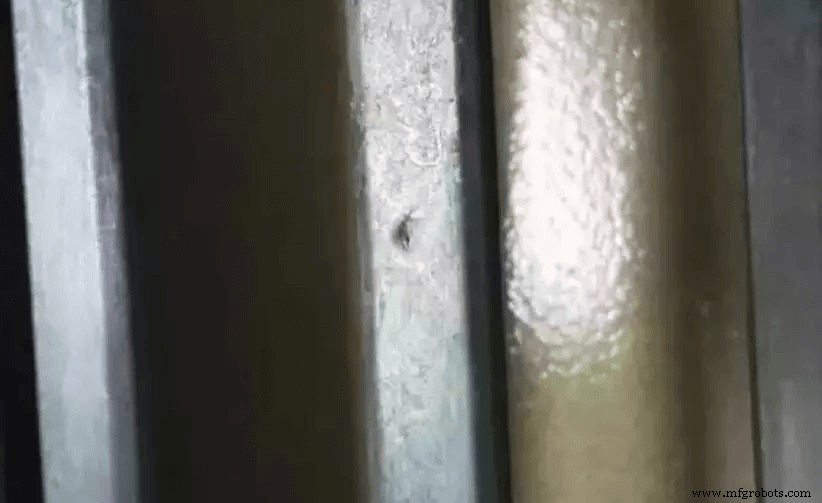
8. 浸食
目視検査:ダイカストの局所的な位置にポックマークまたは隆起があります.

理由は次のとおりです:
1) インナーランナーの位置が正しく設定されていない
2) 冷却条件が悪い
解決策と予防方法は次のとおりです:
1) 内側ランナーの厚さは適切であるべき
2) ランナーの位置、向き、設定方法を修正
- 侵食された部分の冷却を強化します。
- ダイカスト部品の表面の亀裂
目視検査:鋳物はアルカリ溶液に入れられ、亀裂は濃い灰色です。金属マトリックスの損傷と亀裂は、直線または波状の線であり、線は細くて長く、外力の作用下で発展傾向があります.

アルミニウム合金鋳物の割れの原因:
1) 合金中の鉄含有量が高すぎるか、シリコン含有量が低すぎる。合金中の有害な不純物の含有量が高すぎるため、合金の可塑性が低下します。アルミニウム-ケイ素合金およびアルミニウム-ケイ素-銅合金には、亜鉛または銅が多すぎます。アルミニウム-マグネシウム合金にはマグネシウムが多すぎます
2) 金型保持時間が短すぎ、圧力保持時間が短い。鋳物の肉厚が大幅に変化する
3) 局部的なラッピング力が大きすぎて、排出時に力が不均一です
解決策と防止方法:
1) 合金組成を正しく制御します。場合によっては、純アルミニウムのインゴットを合金に追加して、合金のマグネシウム含有量を減らすことができます。またはアルミニウム - シリコン母合金を合金に追加して、シリコン含有量を増やすことができます
2)金型(金型)の温度を上げる。鋳造構造を変更するか、コア引き抜き機構を調整するか、プッシュ ロッドの応力を均等にします
3)抜き勾配を大きくし、局所的に強力な離型剤を使用する
4) 金型保持時間を長くし、圧力保持時間を長くする
産業技術