


CNC の 4 つの最大の設計ミス

コンピュータ数値制御 (CNC) 機械加工は、今日のメーカーの間で人気のある選択肢であり、その理由は簡単にわかります。 CNC 機械加工は、幅広いプラスチックや金属と互換性があるだけでなく、精密で耐久性のある部品を製造できる信頼性の高い製造プロセスでもあります。コンピューターでプログラムされた切削工具が固体ブロックから材料を取り除き、毎回、正確な仕様を満たす最終製品を明らかにします。ただし、CNC 設計のベスト プラクティスを実装していない場合、生産時間とコストがどんどん高くなっていくことに気付くかもしれません。

Fast Radius では、私たちのチームが何年にもわたって製品チームを CNC 機械加工プロセスに導いてきたので、注意すべき落とし穴を知っています。ここでは、CNC の設計時に設計者が犯す最も一般的な 4 つの間違いとその解決方法を示します。
時間と費用がかかる 4 つの CNC 設計ミス
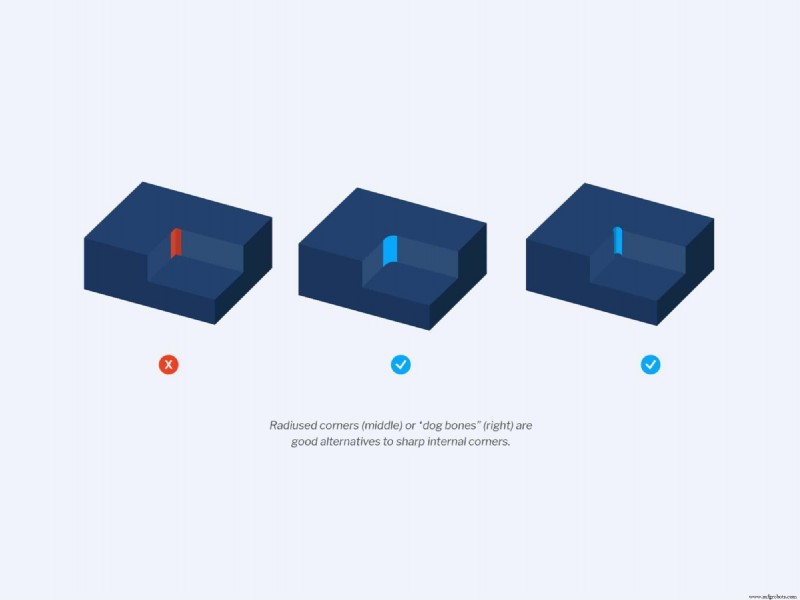
1.シャープな内角の設計
CNC ビットは丸いため、鋭い内角を達成するには費用と時間がかかります。丸いビットで 90° の角度を加工することは不可能です。なぜなら、内側の垂直エッジをフライス加工するとき、丸い工具は常にコーナー R を作成し、部品を適切に合わせることを妨げたり、エンドミルがプロセスの途中で研磨を停止させたりするからです.
丸みを帯びた角を設計すると、鋭い内側の角の問題が完全に解消されますが、設計で内角が必要な場合は、半径を使用して設計し、角の半径を大きくして柔らかくします。カッターと同じ直径のコーナー半径を使用すると、びびりや過度の工具摩耗が発生する可能性がありますが、コーナー半径が小さすぎると、機械工は低速でいくつかの小さなビットを使用する必要があります。角の半径をわずか 0.005 インチ大きくするだけで、お金を節約し、エラーを防ぐことができます。
四角いオス パーツがある場合は、ドッグ ボーンまたは T ボーン フィレットを使用して、内側の角がわずかに丸みを帯びたメス キャビティ内に確実に収まるようにすることができます。ドッグボーン フィレットのエントリ ポイントは、ルーター ビットの直径よりも 15 ~ 20% 大きく設計してください。
2.薄い壁を含む
一部の製品チームは、材料の使用を最小限に抑えるために薄肉のパーツを設計する場合がありますが、この「ソリューション」は解決するよりも多くの問題を引き起こします。壁が薄すぎると、部品の破損や反りが発生する可能性があり、金属の表面仕上げと機械加工プロセスの精度が損なわれる可能性があります。薄い壁は、CNC 切削工具の背後にある機械加工力と過度の振動により、機械加工中に折れたり、曲がったり、欠けたりすることもあります。
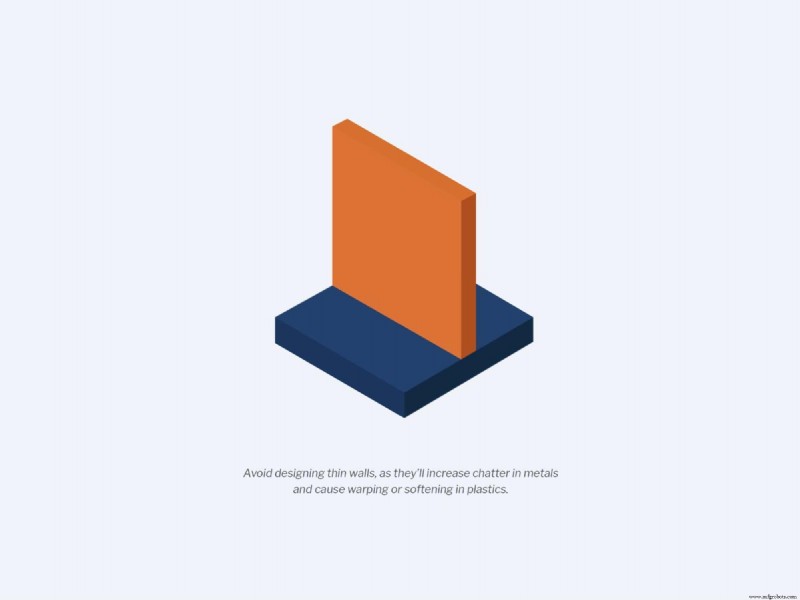
パーツの理想的な肉厚は、CNC 加工される材料によって異なります。たとえば、アルミニウムを CNC 加工する場合、肉厚は 0.8 mm で十分です。ただし、プラスチックの理想的な最小肉厚は 1.5 mm です。また、壁が高ければ高いほど、剛性を高めるために必要な厚みが増すことに注意してください。経験豊富な CNC 製造パートナーに相談して、測定値が正しいことを確認してください。
設計に背の高い薄い壁が必要な場合は、幅と高さの比率を 3:1 に維持するようにしてください。わずかな抜き勾配を追加して、機械加工を加速し、残りの材料の量を減らすこともできます。
3.機械加工されたテキスト
CNC ミルは高精度で文字や記号を部品に彫刻またはエンボス加工できますが、文字を機械加工するにはコストがかかります。まず、機械工はテキスト用に別の切削工具を使用する必要があります。次に、文字を切削する小さなエンド ミルは比較的低速であるため、文字を加工することでプロジェクトに追加される時間 (ひいてはお金) を考慮する必要があります。
幸いなことに、テキストが必要な場合は、いくつかのオプションがあります。テキストを機械加工する必要がある場合は、隆起したテキストではなく凹んだテキストを選択して、機械がパーツの表面全体から材料を除去する必要がないようにします。また、機械工に機械加工後にテキストを追加してもらうこともできます。たとえば、CNC 加工後のパーツにレーザー マーキングを行うと、時間と費用を節約できます。
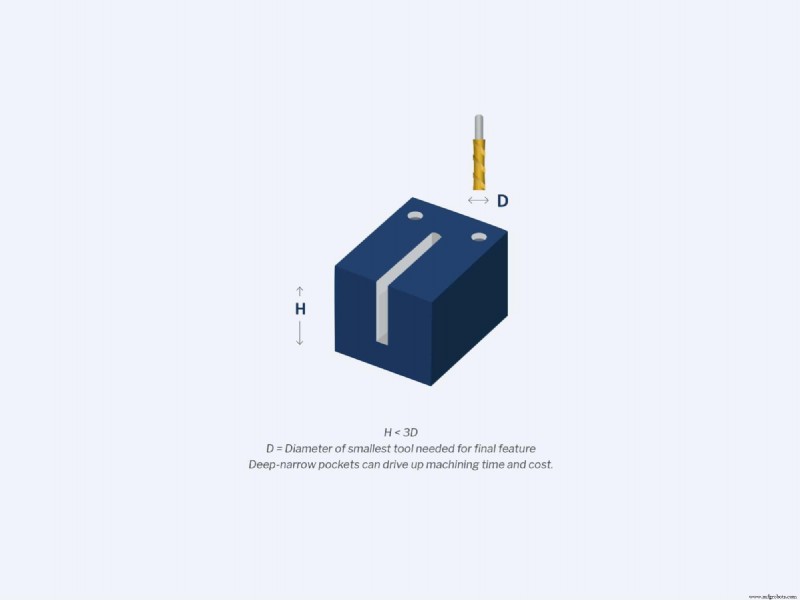
4.深い空洞、穴、ねじ山を含む
フライス工具の長さは有限であり、その長さによってキャビティの深さが決まります。ほとんどの場合、フライス工具は、キャビティの直径の 2 倍または 3 倍の深さまでフライス加工する場合に、最も効率的かつ正確です。フライス加工のキャビティがこれ以上深いと、リード タイムが延びたり、工具のたわみや破損が発生したり、ビビリや切りくず排出が困難になったりする可能性があります。より高価な専門の切削工具が必要になる場合もあります。
深いキャビティのある部品の設計は避けるのが最善ですが、部品に深いキャビティ、穴、またはねじ山が必要な場合は、キャビティの深さをできる限り浅くする必要があります。また、フライス工具の長さにも注意してください。
Fast Radius で慎重に設計
慎重に設計を決定することで、長期的には時間とお金を節約できますが、注意が必要な場合があります。部品、その機能、CNC 製造プロセス、材料などを完全に理解する必要があります。支援が必要な場合は、Fast Radius のような経験豊富な CNC 製造パートナーと協力してください。
設計およびエンジニアリングの専門家チームと最新の設計および製造技術を備えた Fast Radius は、部品を最適化するために必要なすべてを備えており、コストと精度の完璧なバランスを実現します。今すぐお問い合わせいただき、専門家とつながり、開始してください。
CNC 加工時の製造に関する考慮事項の設計、CNC 試作コストの削減などについては、リソース センターにアクセスしてください。
Fast Radius でパーツを作成する準備はできましたか?
見積もりを開始する産業技術