


墓石
背景
墓石は、記念石、墓標、墓石、墓石など、さまざまな名前で知られています。これらはすべて、墓石の機能に適用されます。故人の追悼と追悼。墓石はもともとフィールドストーンまたは木片から作られていました。一部の地域では、清掃動物が浅い墓を発見するのを防ぐために、石(「オオカミの石」と呼ばれる)が体の上に置かれました。
歴史
考古学者は、2万年から7万5千年前のネアンデルタール人の墓を発見しました。遺体は、開口部を覆っている大きな岩の山や岩のある洞窟で発見されました。これらの墓地は偶然だったと考えられています。負傷者や死にかけている人はおそらく回復のために取り残されており、野生動物から保護するために岩や岩が洞窟の前に押し出されていました。イラクのシャリンダー洞窟には、人の遺骨がありました(c。50,000 B.C. )体に花が散らばっています。
時間が経つにつれて、他のさまざまな埋葬方法が開発されてきました。中国人は、棺桶を使って死者を封じ込めた最初の人物でした。 ミイラ化と防腐処理は、紀元前3200年頃に使用されました。 来世のためにエジプトのファラオの遺体を保存するため。ファラオは石棺に入れられ、その使用人と信頼できる顧問を表す彫像、そして金と贅沢品が埋め込まれ、世界中で受け入れられるようになります。一部の王は、実際の使用人と顧問が死ぬ際に同行することを要求し、使用人と顧問は殺されて墓に入れられました。ミイラ化とほぼ同時期に始まった火葬も、死者を処分するための一般的な方法でした。現在、米国では廃棄方法の26%、カナダでは45%を占めています。
宗教が発展するにつれて、火葬は見下されるようになりました。多くの宗教は火葬を禁止し、異教の儀式を彷彿とさせると主張しました。埋葬が好ましい方法であり、人々が敬意を払うことができるように、時には死者が家に何日も配置されました。 1348年、ペストはヨーロッパを襲い、人々にできるだけ早く死者を埋葬させ、都市から遠ざけました。これらの死と埋葬の儀式は、墓地が溢れるまで続き、多くの浅い墓のために、病気を広め続けました。 1665年、英国議会は小さな葬式のみを行うことを支持する判決を下し、法定の墓の深さは6フィート(1.8 m)になりました。これにより病気の蔓延は減少しましたが、多くの墓地は人口過密状態が続いていました。
今日見られるものと同様の最初の墓地は、1804年にパリに設立され、「庭」墓地と呼ばれていました。ペールラシェーズには、オスカーワイルド、フレデリックショパン、ジムモリソンなどの有名な名前がたくさんあります。墓石や記念碑が精巧な作品になったのは、これらの庭の墓地でした。自分の社会的地位が記念碑の大きさと芸術性を決定しました。初期の記念碑は、来世への恐怖を生計に植え付けるために、骸骨と悪魔を使った恐ろしい光景を描いていました。 19世紀後半、墓石は、ケルビムや天使が故人を上向きに導くなど、平和なシーンを支持して進化しました。アメリカ合衆国は、1831年にマサチューセッツ州ケンブリッジに独自の田園墓地、マウントオーバーン墓地を設立しました。
原材料
初期の墓石はスレートから作られ、それは初期のニューイングランドで地元で入手可能でした。次に人気が出たのは大理石でしたが、やがて大理石が浸食され、故人の名前や詳細が判読できなくなりました。 1850年までに、花崗岩はその弾力性とアクセスしやすさから、好ましい墓石材料になりました。現代の記念碑では、花崗岩が主な原材料として使用されています。
花崗岩は、主に石英、長石、斜長石長石に他の少量の鉱物が混入した火成岩です。花崗岩は、白、ピンク、ライトグレー、またはダークグレーのいずれかです。この岩はゆっくりと冷やされるマグマ(溶けた物質)から作られています。冷却されたマグマは、地殻の変化と土壌の侵食によって発掘されます。
デザイン
墓石をパーソナライズする方法は無数にあります。碑文は、経典の引用から、あいまいでユーモラスな発言まで多岐にわたります。付随する小像は、石に彫ったり、石の上に置いたり、横に置いたりすることができます。墓石のサイズと形状も異なります。一般的に、すべての石は機械で磨かれ、彫られてから、手作業で細かく細かく刻まれます。
製造
プロセス
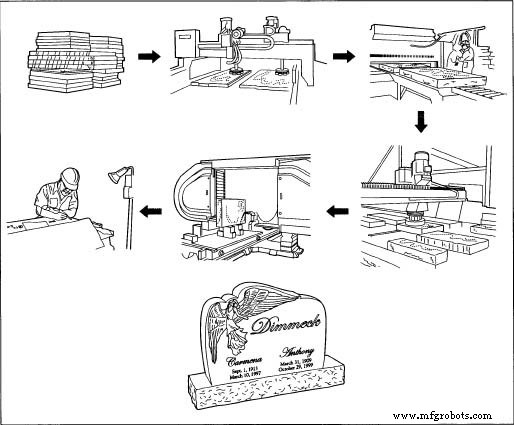
- 最初のステップは、石の種類(通常は大理石または花崗岩)と色を選択することです。次に、花崗岩のブロックが岩盤から切り取られます。これを行うには3つの方法があります。最初の方法は穴あけです。この方法では、花崗岩の深さ1インチ(2.54 cm)および深さ20フィート(6.1 m)の垂直穴を開ける空気圧ドリルを使用します。次に、採石師は、岩の芯を切り取るために鋼の歯を持つ4インチ(10.1 cm)の長さの鋼片を使用します。
ジェットピアスはドリルよりもはるかに高速で、約7倍です。この方法では、16フィート(4.9 m)を1時間で採石できます。このプロセスでは、中空のスチールシャフトを備えたロケットモーターを使用して、加圧された炭化水素燃料と空気の混合物を2,800°F(1,537.8°C)の炎の形で排出します。この炎は音速の5倍で、花崗岩に4インチ(10.2 cm)を切り込みます。
3番目の方法は、最も効率的で静かな方法であり、無駄がほとんどありません。ウォータージェットピアスは、水圧を利用して花崗岩を切断します。ウォータージェットピアシングには、低圧と高圧の2つのシステムがあります。どちらも2つの水流を放出しますが、低圧システムの流れは1,400〜1,800 psi未満であり、高圧流は40,000psi未満です。ジェットからの水は再利用され、この方法はミスや無駄な材料を最小限に抑えます。
- 次のステップは、採石場のベッドからブロックを取り除くことです。労働者は、炭化物が先端に付いた1.5-1.88インチ(3.81-4.78 cm)の鋼片が先端に付いた大型の空気圧ドリルを取り、花崗岩のブロックに水平にドリルで穴を開けます。次に、紙で包んだブラストチャージを穴に入れます。チャージが設定されると、ブロックは残りの岩からきれいに休憩します。
- 花崗岩のブロックは通常、幅約3フィート(0.9 m)、高さ3フィート(0.9 m)、長さ10フィート(3 m)で、重量は約20,250ポンド(9,185 kg)です。作業者は、ケーブルをブロックに巻き付けるか、フックを両端にドリルで開けて、ケーブルをフックに取り付けます。どちらの方法でも、ケーブルは花崗岩のブロックを持ち上げる大きなデリックと、墓石メーカーに輸送するフラットベッドトラックに接続されます。採石場は独立して所有され、花崗岩を製造業者に販売する傾向がありますが、採石場を所有する大企業もあります。
- 製造所に到着した後、花崗岩のスラブはコンベヤーベルトに降ろされ、そこで小さなスラブに切断されます。スラブの厚さは通常、6、8、10、または12インチ(それぞれ15.2、20.3、25、および30.4 cm)です。このステップは、回転式ダイヤモンドソーを使用して行われます。のこぎりには、5フィート(1.5 m)または11.6フィート(3.54 m)のソリッドスチールダイヤモンドブレードが装備されています。ブレードには通常、約140〜160の工業用ダイヤモンドセグメントがあり、平均23〜25フィート 2 を切断する能力があります。 (2.1-2.3 m 2 )1時間。
- カットされたスラブは、さまざまなレベルのグリットが配置されたさまざまな数の回転ヘッド(通常は8〜13)の下を通過します。
 墓石の製造。最も研磨性の高いものから最も研磨性の低いものへ。最初の数個のヘッドには粗いダイヤモンドグリットがあり、中央のヘッドにはホーニング用で、最後の数個のヘッドにはフェルトバッファーパッドが装備されています。これらのパッドには、水とアルミニウムまたは酸化スズの粉末が付いており、石を滑らかで光沢のある仕上がりに磨きます。
墓石の製造。最も研磨性の高いものから最も研磨性の低いものへ。最初の数個のヘッドには粗いダイヤモンドグリットがあり、中央のヘッドにはホーニング用で、最後の数個のヘッドにはフェルトバッファーパッドが装備されています。これらのパッドには、水とアルミニウムまたは酸化スズの粉末が付いており、石を滑らかで光沢のある仕上がりに磨きます。 - 次に、研磨されたスラブがコンベヤーベルトに沿って油圧ブレーカーに移動します。ブレーカーには、花崗岩のスラブに5,000 psi近くの水圧をかけるカーバイドの歯が装備されており、石を垂直に切断します。
- 次に、カットされた石は適切な形に形作られます。これは、ノミとハンマーを使って手作業で行うか、より正確にはマルチブレードダイヤモンドソーを使用して行います。このマシンは最大30枚のブレードを保持するように設定できますが、通常は8枚または9枚しか搭載されていません。 9枚のブレードを備えたこのマルチブレードダイヤモンドソーは、27フィート 2 を切断できます。 (2.5 m 2 )1時間。
- 次に、石の表面を再度研磨します。高度に自動化されたプロセスでは、一度に64個の部品を研磨できます。
- 垂直エッジは、表面研磨機と同様に自動研磨機で研磨されます。このマシンは、最も過酷なグリットヘッドを選択し、石の垂直エッジ全体に作用します。次に、エッジが滑らかになるまで、マシンは他のグリットを通り抜けます。
- 2つのダイヤモンド研削ドラムを使用して、ラジアルエッジを同時に研磨および研磨します。 1つは粗いグリットダイヤモンドを持ち、もう1つはより細かいグリットを持っています。次に、石の放射状のエッジが研磨されます。
- 複雑な石の形が必要な場合は、磨かれた石をダイヤモンドワイヤーソーに移します。オペレーターはのこぎりを調整し、コンピューターソフトウェアを使用して形状を墓石にエッチングするプロセスを開始します。細かいエッチングやディテールは手作業で仕上げます。
- これで、墓石を仕上げる準備が整いました。ロックピッチングでは、石の外縁を手で彫り、より明確で個人的な形を作ります。
- 墓石がOに磨かれ、形作られたので、彫刻の時間です。サンドブラストが一般的に使用されます。液体接着剤が墓石に塗布されます。ゴム製のステンシルが接着剤の上に塗布され、カーボンで裏打ちされたデザインのレイアウトで覆われています。カーボンは、製図技師が作成したデザインをゴム製のステンシルに転写します。次に、作業員は石に必要な文字とデザインの特徴を切り取り、サンドブラストにさらします。サンドブラストは手動または自動で行われます。どちらの方法も、プロセスの危険性があるため、閉鎖された場所で行われます。作業員は、石に反射した穀物から保護するために完全に覆われています。コースカッティング研磨剤は100psiの力で作用します。集塵機は、ほこりを集めて保存し、再利用します。
- 次に、石に高圧蒸気を吹き付けて、残ったステンシルや接着剤を取り除きます。それは再び磨かれ、綿密に検査され、仕上げを保護するためにセロハンまたは厚紙で包装されます。パッケージは木枠に入れられ、顧客または葬儀屋に発送されます。
品質管理
品質管理は、製造プロセス全体を通じて強力に実施されます。粗い花崗岩の各スラブは、色の一貫性がチェックされます。各研磨ステップの後、ヘッドストーンに欠陥がないか検査されます。欠けや引っかき傷の最初の兆候で、石はラインから外されます。
副産物/廃棄物
採石場で使用される切断プロセスに応じて、廃棄物は異なります。掘削は最も精度の低い採石方法であるため、廃棄物が最も多くなります。ウォータージェット方式は、騒音公害や粉塵の発生を最小限に抑えます。また、他のプロセスよりも燃料効率が高く、水のリサイクルが可能です。サンドブラストでは、砂の粒子も集めて再利用するため、廃棄物もほとんどありません。製造からの欠陥のある花崗岩石は、通常、他の製造会社に売却されるか、海外に輸出されます。その他の標準以下の石は廃棄されます。
未来
革新的なソフトウェアを使用して墓石にデザインをエッチングする多くの新しい技術があります。レーザーエッチングは、レーザービームを使用して写真やより複雑なデザインを墓石に配置できるようにする今後の開発です。レーザーからの熱により、花崗岩の表面に結晶が飛び出し、明るい色のエッチングが発生します。
花崗岩の枯渇は、近い将来には予見できません。採石場が採掘されると、新しい資源が開発されます。一度に輸出できる花崗岩の量を制限する多くの規制があります。死者を処分する別の方法も、墓石の生産を制限する可能性のある要因です。 2015年には、カナダでは火葬が埋葬よりも好ましい方法になると予想されています。
詳細情報
その他
コールドスプリング花崗岩のパンフレット。 2001年10月17日。
Elberton Granite Association、Inc。 Elberton Granite:採石および製造プロセス。 2001年10月19日。
北米のMonumnetBuilders。 モニュメント産業認証マニュアル。 1993年7月。
Rock of AgesWebページ。 2001年10月17日。
Deirdre S. ブランチフィールド
製造プロセス