


ベル
背景
先史時代以来、鐘は重要な出来事を告げるために使用されてきました。鐘は信者を崇拝し、時間を犠牲にするよう呼びかけます。鐘の音は、大きな喜びを表現したり、警告を鳴らしたり、喪に服したりすることができます。鐘はまた、雨を降らせたり止めたり、悪霊を寄せ付けないようにしたり、呪いをかけたり、呪文を解いたりするために鳴らされてきました。
鐘は宗教的な儀式で名誉ある場所を占めています。仏教とキリスト教の両方で、各式の前に鐘が祝福されます。ローマカトリックでは、鐘は楽園の象徴であり、神の声です。ロシア正教会と中国人は鐘を使って霊や神に話しかけます。
鐘は愛国的なシンボルとしても崇拝されており、侵入した征服者が町の鐘を捕らえて沈黙させることも珍しくありませんでした。アメリカでは、アメリカ共和国の偉大な象徴は自由の鐘です。
周王朝は、紀元前1122年から221年にかけて中国で統治されました。 は、その優れたベルの創設で特に知られていました。ヨーロッパの鐘の創設はずっと後に起こり、中世の修道院で始まりました。最初のヨーロッパの鐘はカウベルに似ていました:鉄 正方形に打ち込まれ、次にリベットで留められたプレート。 15世紀までに、創設者は鐘の形と音色を実験し始めました。世俗的な鐘楼は、壮大な鐘楼を特徴とするゴシック建築の繁栄により、ルネッサンスで名声を得ました。
17世紀には、ベルギーとオランダがベル創設のリーダーとして浮上しました。オランダの兄弟であるフランソワとピエール・ヘモニーは、ベルを洗練された楽器に発展させたと一般に信じられています。 Hemonysは、Jacob Van Eyckという名前の盲目のミュージシャンと協力して、各ベルのリングに含まれる5つの別々の異なるトーンのチューニングシステムを開発しました。 18世紀にフランソワとピエール、そして彼らの星の弟子であるCaes Noorderが亡くなった後、芸術は衰退しました。チューニング技術が再び卓越したのは20世紀になってからでした。
鐘の形は国や文化によって異なります。側面は、直線、凸面、凹面、または半球形にすることができます。東アジアの鐘は樽型である傾向がありますが、西洋の鐘はチューリップ型で、縁の近くに膨らみがあります。中国の鐘はしばしば蓮の形をした縁を持っています。西洋文化の鐘は、鐘が前後に揺れるときに、一般的に内部の金属ストライカーによって打たれます。アジアの鐘は揺れず、通常、木製の槌で外側を手動で叩きます。
原材料
装飾的な鐘は、ホーン、木、ガラス、粘土などの材料で作ることができますが、鳴ったり音楽を演奏したりするように設計された鐘は、約77%の銅と23%の錫の青銅合金で鋳造されます。この組み合わせにより、錆びにくい丈夫で長持ちする素材ができあがります。ベルの創設者は、25%を超えるスズを混ぜないように注意する必要があります。そうしないと、ベルがもろくなり、ひびが入りやすくなります。古い鐘が溶けて金属が新しい鐘を鋳造するために再利用されることは珍しいことではありません。
製造
プロセス
鐘を鋳造する技術は、12世紀以来本質的に同じままです。 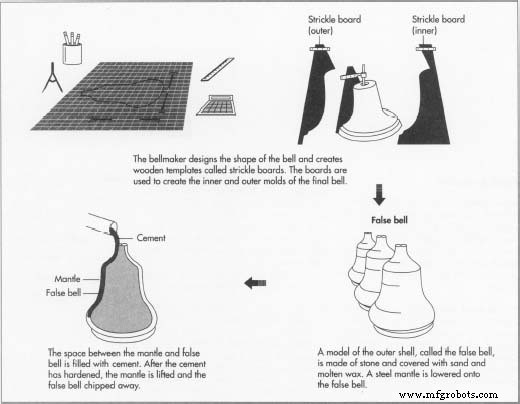 1つの唯一の革新は、19世紀のチューニングマシンの発明でした。それ以前は、ハンマーとノミでベルの側面を削ることで適切な音色が得られていました。この手順は、ベルを損傷するリスクが高くなりました。本質的に垂直旋盤であるチューニングマシンは、そのリスクを軽減しました。電子調律機は、ベルの音の正確さをテストするベルの創設者の能力を向上させました。ただし、全体として、ベルの作成は依然として非常に実践的なプロセスです。
1つの唯一の革新は、19世紀のチューニングマシンの発明でした。それ以前は、ハンマーとノミでベルの側面を削ることで適切な音色が得られていました。この手順は、ベルを損傷するリスクが高くなりました。本質的に垂直旋盤であるチューニングマシンは、そのリスクを軽減しました。電子調律機は、ベルの音の正確さをテストするベルの創設者の能力を向上させました。ただし、全体として、ベルの作成は依然として非常に実践的なプロセスです。
ベルのデザインを計算する
- 1ベルメーカーは、購入者から提出された仕様を使用して、適切な振動数で共振するためにベルがとる必要のある形状を決定します。必要な重量を見積もった後、ベルメーカーは金属を注文します。これらは骨の折れる測定であり、達成するのに数週間の計算が必要になる場合があります。
ベルのパターンまたはテンプレートを作成する
- 2ベルメーカーは、「ストリクルボード」と呼ばれる2つの木製テンプレートを切り取ります。ボードの1つは、外側のベルの寸法と一致します(ケースまたはコープと呼ばれます)。もう1つは、内側のベル(コアと呼ばれます)のベルと一致します。これらのテンプレートは、金型を作成するために使用されます。
型の作成
- 3外側の鐘の正確な石のモデルは、偽の鐘と呼ばれることもあり、最初に砂またはロームで覆われ、次に溶融ワックスで覆われます。同じくワックスで作られた図と碑文は、手で適用されます。偽の鐘は
 非常に細かい、耐火性の粘土を3回塗ります。次に、ローププーリーによって下げられた鋼のマントルに囲まれます。
非常に細かい、耐火性の粘土を3回塗ります。次に、ローププーリーによって下げられた鋼のマントルに囲まれます。 偽の鐘とマントルの間の空間はセメントで満たされています。セメントが硬化した後、マントルはセメント型から持ち上げられます。型の下にある偽の鐘が欠けています。偽の鐘の残りのスクラップは、ブロートーチで取り除かれます。次に、型をコークスの火の上に置き、残っているワックスを溶かし、溜まった水を蒸発させます。
インナーベルのモデルは石でできており、耐火セメントでコーティングされています。次に、不規則性を取り除くために平滑化されます。
ベルを鳴らす
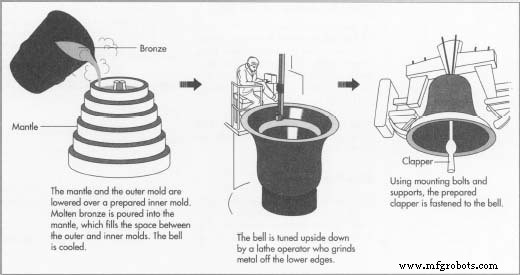
- 4マントルが掃除された後、それは再び外側のベルモデルの上に下げられます。次に、マントルと外側のベル型が内側の型の上に下げられます。外側と内側のセクションは、それらの間にスペースを残して一緒にクランプされ、ピットにセットされます。
青銅のインゴットはオイルバーナーで溶かされ、約1150°F(1100°C)の温度に加熱されます。溶融金属をすくい取って不純物を取り除き、ドラムに注ぎます。ドラムはピットに運ばれ、溶銑が2つの金型の間のスペースに流れ込むように注意深く傾けられます。マントルの上部にある穴は、ガスを逃がすことができます。ガスが金属に残っていると、ベルは多孔質になりすぎて割れやすくなります。
ベルは数日間冷まします。大きなベルは、完全に冷えるまでに1週間ほどかかる場合があります。通常500ポンド(227 kg)未満に分類される小さなベルは、翌日成形ピットから取り外すことができます。
ベルの調整
- 5ベルはわずかに厚い側面で鋳造されているため、円形旋盤でベルをゆっくりと逆さまに回転させて正確な音色を得ることができます。ベルチューナーは非常に熟練しています。どれだけの金属を取り除くかを知るには、何年もの経験が必要です。ベルの音は、ベルが打たれたときの振動を記録する電子機器を使用して、チューニングプロセス中に頻繁にテストされます。トーンが低すぎる場合、旋盤のオペレーターはベルの下端からより多くの金属を削り取ります。音色が高すぎる場合は、ファイルでベルを薄くします。
クラッパーをベルに取り付ける
- 6クラッパーは、ベル自体とほぼ同じ方法で製造されます。クラッパーを適切な重量で鋳造するために特別な注意が払われています。軽量すぎるクラッパーは、ベルの本来の音色を引き出すことができません。重いクラッパーはベルを割る可能性があります。
ベルの上部に穴が開けられています。取り付けボルトとサポートを使用して、クラッパーをベルに固定します。
品質管理
鐘を鋳造する前に、鐘の正確な重量とサイズを計算するために細心の注意が払われています。完成したベルが仕様を満たしていない場合は、完全に溶けて再鋳造されます。将来ベルにひびが入った場合、溶接してパッチを当てる可能性がありますが、それはまれです。自由の鐘の場合のように、鐘は引退する可能性が高いか、溶けて再鋳造されます。
製造プロセス