


ビール
背景
一般に「ビール」と呼ばれる飲料のファミリーは、何世紀にもわたって醸造されてきました。ビールは、ホップと水を加えた麦芽穀物の酵母発酵によって得られます。醸造は、コテージクラフトから、大規模な醸造所がビールを世界中に輸出する現代の産業へと進化しました。一人当たりの基準では、ドイツ人は1人あたり年間約40ガロン(151 1)で最も多くのビールを消費します。米国のビールを飲む人は世界で14位にランクされており、アメリカの醸造所は年間約1億5,69億バレルのビールを生産しています。各バレルは117リットルまたは約31ガロンに相当します。
ビールの本当の起源は推測することしかできません。醸造の初期の試みは、紀元前7000年頃に発生しました。 メソポタミアで。エジプト人とギリシャ人もさまざまな方法でアルコール飲料を醸造しましたが、「ビール」という用語はこれらの初期の言語では表示されませんでした。バビロニア人は醸造レシピを提供しました、そして聖書にはビールへの様々な言及があります。英語の「ビール」という言葉は、北ガリアの修道院で僧侶が作った麦芽醸造を指すケルト語の「ビール」に由来しているようです。中世には、修道院がビールの主要な生産者であり、僧侶は、香りを改善し、ビールを保存するのに役立つホップの追加など、多くの初期の醸造技術で有名です。エール、ラガー、濃いボックビールの区別は、13世紀にフランス語とアイルランドの著作に現れ始めました。今日私たちが知っている現代のビールは1600年代のものであると一般に認められています。
1776年に米国が独立を宣言したとき、ビール醸造はすでにヨーロッパで繁栄した産業でした。ヨーロッパからの移民は彼らの醸造技術をアメリカに持ち込み、繁栄するビール産業を設立しました。いくつかの技術的進歩(たとえば、酵母分離器)により、ビールの大量生産が可能になりました。瓶ビールは、醸造所で有名なウィスコンシン州ミルウォーキーのジョセフシュリッツ醸造会社によって1875年に導入されました。缶ビールは1930年代に最初に市場に出ました。今日のアメリカのビール市場は、ミラーやアンハイザーブッシュなどのいくつかの大企業によって支配されていますが、独自のブランドを生産する地ビール醸造所や醸造パブはますます人気が高まっています。
原材料
ビールは醸造に次の成分を必要とします:適切に準備された穀物(通常は大麦とトウモロコシまたは米)、ホップ(学名 Humulus lupulus)、 純水、そして醸造用酵母。各成分は、ビールの風味、色、炭酸、アルコール含有量、およびその他の微妙な変化に影響を与える可能性があります。穀物は慎重に保管され、最高品質を促進するために取り扱われます。ホップは栽培された多年生の麻の一種であり、つるの有用な部分である粘着性のある錐体は、花から発達します。約35ポンド(16 kg)の大麦麦芽と15ポンド(7 kg)の穀物を使用して、31ガロンのビール1バレルを製造します。大量の純水は、原料としてだけでなく、醸造設備の清浄度を維持するためにも非常に重要です。ビールでは、石灰や鉄分を多く含む水が発酵プロセスを妨げ、最終製品を変色させる可能性があります。酵母は菌類であり、発酵によって糖をアルコールに還元する微生物です。一部の種類の醸造用酵母は、厳重に保護された企業秘密です。
ビール自体の外で、このプロセスでは、醸造設備を維持および滅菌するためにさまざまな酸と洗浄剤も必要です。完成品には、箱用の段ボール製品、缶用のアルミニウム、ボトル用のガラス、樽やその他の商用ディスペンシング機器用のステンレス鋼を含むパッケージも必要です。銅である醸造ケトルを除いて、醸造設備の大部分はステンレス鋼です。
醸造プロセス
モルティング
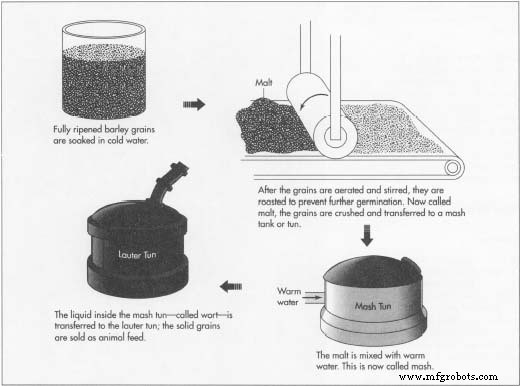
- 1完全に熟した大麦の穀物は、完全に飽和するまで「浸す」か、冷水に浸します。水は1日1回交換され、45〜72時間後に穀物は浅いタンクに入れられます。穀物は曝気されて攪拌され、それによって発芽し、麦芽ジアスターゼなどの酵素を放出します。麦芽ジアスターゼは、穀物に含まれるでんぷんを発酵のために砂糖に変換します。発芽が十分に完了するとすぐに、通常は6日間、穀物を焙煎して発芽プロセスを停止します。焙煎が開始および終了する正確なポイントは、ビールの風味と色に影響します。この時点での製品はモルトと呼ばれます。
 自動缶詰機械は、この1970年代の醸造所の缶詰室の労働者を矮小化します。 (ヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
自動缶詰機械は、この1970年代の醸造所の缶詰室の労働者を矮小化します。 (ヘンリーフォード博物館とグリーンフィールドビレッジのコレクションから。)
アマチュアの醸造者は自由にレシピを交換しますが、ビールの商業レシピは州の秘密としてしっかりと保持されています。ここ数十年まで、ワインのようなビールの生産は、芸術、科学、そして運の素晴らしい組み合わせでした。プロセスの中心は、科学者の白衣に包まれ、生産エンジニアのクリップボードを持っている伝統的な職人であるbrewmasterです。 20世紀になると、企業の醸造所は、醸造プロセスにおけるフロー生産と、自動化された缶詰、瓶詰め、および倉庫保管の興味深い組み合わせに進化しました。
19世紀には、多くの醸造家がヨーロッパの遺産を利用し、化学者、生物学者、エンジニア、発明家、セールスマンとして機能するようになり、醸造業界は繁栄しました。地元の食材、水質、醸造所長の伝統と技術の組み合わせは、多くの地域、さらには地域が独自のブランドを持つことができることを意味しました。もちろん、機械的冷蔵、低温殺菌、および迅速な輸送施設の前は、全国的な流通は不可能でした。その結果、米国は常に多種多様な地ビールを楽しんできました。 1867年には、すべての州と準州に醸造所があり、合計で3,700という驚異的な規模でした。 1934年にはまだ800以上が稼働していました。 1994年には約500着でした。禁止後、1935年にビール用のスチール缶が開発された後、醸造所はバーへの主な関心から自家消費へと焦点を移しました。
巨大な広告予算に支えられたメガビール醸造所からのナショナルブランドの普及にもかかわらず、何百もの地元ブランドのこの伝統は続いています。近年では、酒場の装飾の一部として醸造設備を展示し、主に現場で製品を流通させる、いわゆる「地ビール醸造所」の急増によってさらに強化されています。
ウィリアムS.プレッツァー
マッシュの準備
- 2麦芽は鉄のローラーを使用して粉砕され、マッシュタンク(または「タン」)に移されます。このタンクは、お粥のような粘稠度になるまで麦芽を温水と混合する大きな銅またはステンレス鋼の容器です。この混合物はマッシュと呼ばれます。同様に調製された穀物と混合した後、マッシュの温度を100-170°F(38-77°C)から段階的に上げて、酵素を反応させます。酵素は穀物のでんぷんを分解し、それを単糖に変換します。後で、酵母は糖をアルコールに変換します。完了したら、固形物がタンクの底に降りることができるように、マッシュを邪魔されずに置くことができます。
 ビールは、適切な醸造のために次の成分を必要とします:準備された穀物(通常は大麦とトウモロコシまたは米)、ホップ、純粋水、そして醸造用酵母。各成分は、ビールの風味、色、炭酸、アルコール含有量、およびその他の微妙な変化に影響を与える可能性があります。
ビールは、適切な醸造のために次の成分を必要とします:準備された穀物(通常は大麦とトウモロコシまたは米)、ホップ、純粋水、そして醸造用酵母。各成分は、ビールの風味、色、炭酸、アルコール含有量、およびその他の微妙な変化に影響を与える可能性があります。
麦汁を醸造する
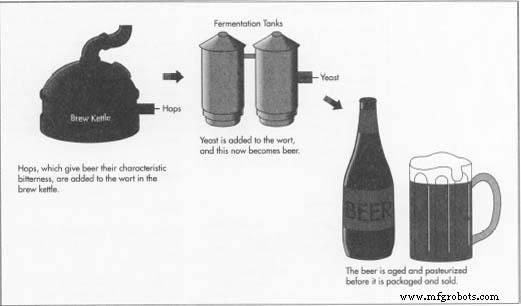
- 3マッシュに含まれる液体は、ラウタータンと呼ばれる別のタンクに移されます。これは、フィルターとして機能するマッシュソリッドの最下層から液体を引き出すことによって実現されます。マッシュタンクの上部に熱湯を加えて、マッシュから残りの液体(現在は麦汁と呼ばれています)を洗い流します。穀物の固形物は乾燥され、醸造所によって動物飼料として販売されます。麦汁は醸造用ケトルに移動し、そこで煮沸して殺菌し、慎重に準備されたホップが追加されます。ホップはビールの苦味に寄与するため、ホップの追加は重要です。醸造用ケトルは、プロセスの中で最も印象的な機器です。きらめく銅は、直径7〜12フィート(2〜3.6 m)、高さ2階建てです。蒸気は通常、醸造用ケトルに加熱エネルギーを提供します。醸造が完了した後、完成した麦汁は再びろ過され、発酵タンクにポンプで送られます。
発酵
- 4発酵タンクでは、「ルージュ」バクテリアが酵母に干渉しないように、雰囲気を注意深く制御する必要があります。注意深く維持された酵母(麦汁1バレルあたり約1ポンド)を麦汁に加え、混合物の温度を数日間かけてゆっくりと50°Fから60°F(10-15°C)に下げます。この温度範囲では、酵母が成長し、麦汁の糖分を消費し、二酸化炭素の泡が形成されます。麦汁はビールになりました。新しいビールはろ過され、熟成樽にもう一度移されます。そこでは、温度が33°F(°C)で2〜24週間制御されます。保管期間が短いと、ペールラガービールが生産されますが、ヨーロッパのラガー(
 ピルスナー)は、アルコール含有量を増やすために、より長く熟成されます。
ピルスナー)は、アルコール含有量を増やすために、より長く熟成されます。
低温殺菌
- 5熟成後、ビールを低温殺菌して残りの酵母を殺し、それ以上のアルコールの生成を防ぐことができます。これは、ビールを135°F(57°C)以上に加熱することで実現されます。ルイパスツールにちなんで名付けられたこのプロセスは、ミルクの保存で広く知られています。興味深いことに、パスツールはもともと1860年代にビールを保存するためにこのプロセスを開発しました。ただし、低温殺菌は本物の生ビールの製造には使用されません。これらのビールは、風味を維持し、残りの酵母の活動を遅らせるために冷蔵しておく必要があるため、「アイス」ビールとしても知られています。多くの人が生ビールを味だけでなく香りも最高だと考えています。
パッケージング
- 6缶、ボトル、樽のいずれに包装されていても、ビールは瓶詰めエリアの迷路のような配管の中を常に穏やかに移動します。これは、自然の炭酸化を維持するためです。瓶詰め中、発酵ケトルからの追加の二酸化炭素ガスは、ビールの香りを改善するために使用されます。高速包装ラインは1日あたり数千ケースのビールを処理でき、最新のコンピューター制御により、流通ネットワーク全体で在庫を追跡できます。ほとんどのビールは、主要な醸造所と購入契約を結んでいる地元の流通業者から配達されます。
ほとんどのビールは、次のパッケージサイズで入手できます。約8液量オンスの「ポニー」缶とボトル、標準の12オンス缶とボトル、16オンスと32オンスのジャンボ缶、40オンスの「ピクニック」ボトル、8ガロン「ポニー」樽、および標準の16ガロンビール樽。他のノベルティやパーティーパッケージもご利用いただけます。缶とボトルは、それぞれ6、8、12、または24個の箱またはケースに梱包されています。ほとんどの州では、ボトルや缶の返却を促すために、販売時点でデポジットを要求しています。
樽からビールをディスペンスする場合、「タッパー」と呼ばれる圧力装置を使用して、二酸化炭素の軽い圧力(通常は2〜6 PSI)をタッパーヘッドに加えてディスペンスします。
副産物/廃棄物
ビール醸造は、他の産業で使用できるいくつかの副産物を生成します。大麦の麦芽製造中に、小根が穀物に形成され、滴り落ちる。これらは収集され、動物飼料に使用できます。完成した麦汁からろ過されたホップは、収集して肥料として再び使用することもできます。醸造プロセスからの残留酵母は、ビタミンB群の豊富な供給源です。製薬会社がビタミンや薬を作るために使用したり、食品添加物として使用したりすることができます。使用済みのビール缶やビール瓶は定期的にリサイクルされています。
未来
最近、一部の個人によるアルコール飲料の過度の消費に対する市民グループの間の懸念が、ビールの追加の政府規制を開始しました。ラベルに新しい警告、運転障害の警告、妊婦への危険、およびアルコール消費に関連するその他の健康障害が追加されました。たとえば、飲酒運転に対する許容度の低下により、多くの醸造会社は責任ある消費を提唱するようになりました。その結果、特定の州では、管轄内で販売されるビールのアルコール含有量を管理する法律を制定しています。ビール業界は、これらの大きな社会問題に取り組み続けます。
現在、植物工学の分野で多くの研究が行われています。醸造所の研究者は、大麦やその他の一般的な穀物の遺伝子を操作して、病気に対する抵抗力を高め、有用な突然変異を促進しています。この遺伝子研究は、酵母の改良にも及びます。現在の研究は、汚染に抵抗する酵母菌株を生産し、一般的な酵母では処理できない炭水化物を発酵させることができる新しい種類の酵母を作ることを目的としています。
醸造業界は、汚染物質の迅速検査の分野でも進歩を遂げています。 DNAプローブやタンパク質や染色体のフィンガープリントなどの新技術は、醸造プロセスに悪影響を与える可能性のある微生物を検出するために醸造業者によって開発されています。この技術のいくつかは、薬物スクリーニング、エイズ検査、妊娠検査のための医学ですでに使用されています。醸造業者は、この最先端の研究をビール業界に適応させることに熱心です。
製造プロセス