


CNC加工部品のコストを削減するには?
CNC 機械加工は、CAD ファイルから直接、優れた物理特性を備えた高精度の部品を製造できる、確立されたデジタル製造プロセスです。
CNC工作機械の加工費は、使用目的によって大きく異なります。単品の試作品を制作する場合でも、量産の準備をする場合でも、発注前にプロジェクト全体の予算を確認する必要があります。
CNC 加工コストの計算は非常に複雑に思えます。他の製造方法と比較して、多くの要因を考慮する必要があり、最終的なコスト評価はより困難です。
したがって、最初にCNC加工処理に影響を与える要因を分析します。次に、CNC 機械加工部品のコストを削減することが証明されている、これらの要因に関するいくつかの実行可能なガイドラインを提供します。開発サイクルの早い段階でこれらの要因を認識することで、高額な費用を負担することなくコストを最小限に抑えることができます。
設計費
CNC加工は年々改良・発展しているため、年々複雑になっています。その結果、部品設計の課題についていくことが困難になる場合があります。ただし、部品の設計や材料の選択に比較的簡単な調整を加えることで、部品の加工コストを削減しながら機能を向上させることができます。設計段階で経験豊富なメカニックやエンジニアに相談すると、プロジェクトの初期費用が高くなる可能性がありますが、長期的にはさらに節約できます。
留意すべき考慮事項のリストを次に示します。
寛容: 公差が小さいほど、コストが高くなります
穴のサイズと深さ: 深くて小さい穴は、正確に加工するのが遅く、工具が破損しやすいです。
内径: 直径が小さいほど、それを作成するために必要なエンドミルは小さくなります。エンドミルが小さいほど、加工速度は遅くなります。可能な範囲で、穴の直径をできるだけ大きくします。
切削深さ: 穴と同様に、非常に深いポケットは処理に時間がかかり、特別注文のツールが必要になる場合があり、コストが増加します。
壁の厚さ: 薄い壁には細心の注意が必要です。推奨される絶対最小値は、プラスチックの場合は 1.0 mm、金属の場合は 0.5 mm です。
アンダーカット —O リングの溝やキー溝などの特定の機能は、アンダーカット用に特別に作成されたツールを使用して機械加工できます (多くの場合、そうする必要があります)。
設計を最適化し、コストを最小限に抑える方法
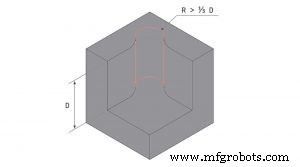
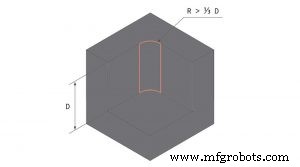
<強い>1.内側の垂直エッジに半径を追加
すべての CNC フライス工具は円筒形で、キャビティのエッジを切削するときに半径が生じます。
より小さな直径のツールを使用して、コーナーの半径を小さくします。これは、低速で複数のパスが必要になることを意味します。小さなツールは、1 回のパスで大きなツールほど速く材料を除去できないため、フライス加工時間が長くなり、プロジェクトのコストが増加します。
コストを削減するために、専門家は、コーナーの半径を、ポケットの加工に使用する工具の半径よりもわずかに大きくすることを推奨しています。これにより、ツールへの負荷が軽減され、製造コストがさらに削減されます。
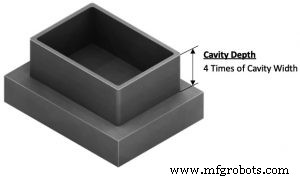
2.キャビティの深さを制限する
深いキャビティの加工は、多くの材料を除去する必要があり、非常に時間がかかるため、CNC 部品のコストに大きく影響します。
CNC ツールの切削長さには制限があります。通常、切削深さがキャビティの直径の最大 2 ~ 3 倍の場合、特別なツールまたは複数の工具が必要なため、より深いキャビティを設計するために、CNC ツールが最適な役割を果たします。軸 CNC システム これはコストの増加につながります。
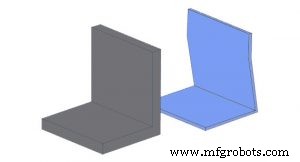
<強い>3.薄い壁の厚さを増やす
薄い壁の厚さを増やして、処理時間を短縮します。重量が主な要因でない限り、厚いソリッド パーツの方が安定します。
薄い部品は振動しやすい。薄肉加工では変形や割れを避けるため、浅い切り込みで複数回の加工を行う必要があり、精度の高い加工が困難です。
金属部品の場合、設計された肉厚は 0.8 mm を超える必要があります (厚いほど良い)。プラスチック部品の場合、最小肉厚は 1.5 mm 以上に保つ必要があります。パーツのエッジのすぐ近くに穴やねじ山を配置すると、薄肉に遭遇することがよくあります。デザインに穴を配置するときは、上記のガイドラインにも必ず従ってください。
4.スレッドの長さを制限する
ねじの最大長は、穴の直径の 3 倍に制限してください。止り穴のねじの場合、穴の底で直径を少なくとも 1/2 大きくするのが最善です。
必要以上に長いねじ山を指定すると、特別な工具が必要になる可能性があるため、CNC 部品のコストが増加する可能性があります。
5.標準サイズの設計穴
穴の設計には標準のドリル サイズが使用され、CNC 穴は標準のドリルですばやく正確に加工できます。規格外のサイズの場合、エンドミルを使用して穴を加工する必要があり、コストが増加します。
すべての穴の深さを直径の 4 倍に制限することをお勧めします。より深い穴(直径が直径の10倍まで)を作成すると、加工が困難になりコストが増加します。
6.必要な場合にのみ公差を指定する
厳密な公差を定義すると、処理時間が長くなるだけでなく、手作業による検査も必要になるため、CNC のコストが増加します。技術図面で特定の公差が定義されていない場合、部品の機械加工には標準公差 (±0.125 mm 以上) が使用されます。これは、ほとんどの重要でない機能には十分です。
サイズの小数点は重要です。それらは、精度レベルと測定に使用される機器を指定します。たとえば、小数点以下 2 桁は、整備士が測定にノギスを使用できることを示し、小数点以下 3 桁は、マイクロメーターまたは同等の CMM ツールを使用する必要があることを示します。コストを最小限に抑えるには、サイズに余分な小数点を追加しないでください。
7.マシンのセットアップ数を最小限に抑える
できる限り少ない機械設定で、できれば 1 つの設定だけで処理できるパーツを設計することをお勧めします。
部品のローテーションまたは再配置は、通常は手動で行う必要があるため、製造コストが増加します。さらに、複雑な形状の場合、カスタム固定具が必要になる場合があり、コストがさらに増加します。特に複雑な形状では、多軸 CNC システムが必要になる場合があり、価格がさらに高くなります。
部品をいくつかの幾何学的形状に分割すると考えられます。これらは、単一の設定で CNC 機械加工され、ボルトで固定または溶接されます。これはポケットが深い部品にも当てはまります。
8.すべてのテキストとレタリングを削除
CNC 加工部品の表面にテキストを追加すると、時間のかかる追加の加工ステップが必要になるため、コストが大幅に増加する可能性があります。テキストが必要な場合は、エンボス加工されたレタリングよりも彫刻を優先してください。
9. (複数の) 表面仕上げを避ける
表面仕上げは、CNC 機械加工部品の外観を改善し、過酷な環境に対する耐性を高めますが、コストも増加します。
同じ部品に複数の異なる表面仕上げを依頼すると、価格がさらに高くなるため、処理後の表面仕上げを選択するようにし、絶対に必要な場合にのみ複数の表面処理を要求してください。
材料費
 部品を機械加工するための材料の選択は、2 つの方法でコストに影響します:原材料コストと材料加工性コストです。一部の材料は、他の材料よりも原材料として高価ですが、他の材料よりも製造が困難な材料もあります。材料の加工性が低いほど、高価になります。
部品を機械加工するための材料の選択は、2 つの方法でコストに影響します:原材料コストと材料加工性コストです。一部の材料は、他の材料よりも原材料として高価ですが、他の材料よりも製造が困難な材料もあります。材料の加工性が低いほど、高価になります。
使用する材料が潜在的に危険な場合、追加の安全対策を講じる必要があり、それによって生産コストが増加します。以下は、主に材料の加工コストを紹介します。
被削性とは、材料の切りやすさを指します。加工性が高いほど、材料の CNC 加工が速くなり、コストが低くなります。
銅は優れた電気伝導体であり、特に真鍮 C360 は最も機械加工しやすい金属であり、フライス加工が容易で、高速で処理でき、用途に必要な機械的、化学的、または導電性の特性を備えている可能性があります。しかし、銅はアルミニウムよりもはるかに高価です。アルミニウムは銅の導電率の約 60% ですが、重量とコストの削減により、アルミニウムを再検討するよう促される場合があります。
鋼の加工性はアルミの 10 分の 1 で、加工時間はアルミの 2 倍以上です。鋼のグレードが異なれば、機械加工特性も異なることに注意してください。たとえば、ステンレス鋼 304 (最も一般的なステンレス鋼合金) の加工性指数は 45% ですが、ステンレス鋼 303 (非常に類似した化学組成を持つ合金) の加工性指数は 78% であるため、加工が容易です。ステンレス鋼 17-4 PH は切断が困難です。高強度と耐食性が重要でない場合は、代わりに 316L または 304 を試してください。
硬度が懸念される場合は、4140 が最初の選択肢かもしれませんが、1018 は非常に低コストであり、見事な表面硬化が必要です。
プラスチックの機械加工性は、主に剛性と熱特性に依存します。耐摩耗性、耐食性、耐薬品性に優れたプラスチックもあれば、熱や火炎下で優れた性能を発揮するプラスチックもあれば、強度、衝撃、電気特性に優れたプラスチックもあります。
POM (デルリン) は、加工が最も簡単なプラスチックで、ABS がそれに続きます。 PEEK とナイロンは、加工が難しい他の一般的なエンジニアリング プラスチックです。一般に、材料が柔らかいほど、フライス加工中の寸法安定性と伸線のリスクが高くなります。
機械加工部品の場合、多くの優れた材料を機械加工できますが、それぞれに独自の特性、用途、およびコストがあります。さまざまなストック マテリアルの価格は大きく異なる可能性がありますが、通常は一般的な入手可能性に基づいているため、実際の状況に応じて最適なマテリアルを選択する必要があります。
人件費
 部品の製造に携わる機械工は、自分の仕事に対してお金を払わなければなりません。彼は時間をかけてカスタム CNC 操作用にマシンをセットアップし、すべての操作が適切な結果を生み出す方法で実行されるようにします。部品が難しく、より複雑で、より高いレベルと訓練を受けた整備士の専門知識を必要とする場合、生産コストは上昇します。これらの追加のスキルと経験は、正式な教育ではなく主に現職の経験から得られるため、代償が伴います。部品の製造に労力がかかるほど、価格は高くなります。
部品の製造に携わる機械工は、自分の仕事に対してお金を払わなければなりません。彼は時間をかけてカスタム CNC 操作用にマシンをセットアップし、すべての操作が適切な結果を生み出す方法で実行されるようにします。部品が難しく、より複雑で、より高いレベルと訓練を受けた整備士の専門知識を必要とする場合、生産コストは上昇します。これらの追加のスキルと経験は、正式な教育ではなく主に現職の経験から得られるため、代償が伴います。部品の製造に労力がかかるほど、価格は高くなります。
部品の後処理、仕上げ、または組み立てにも追加の手作業が必要であり、人件費も増加します。したがって、製造能力が高く、人件費が特に高くない中国に精密部品を外注するのは良い選択です。
機械費
 最新の機械加工および製造設備は異なり、非常に高価です。多軸加工機で部品を完成させたり、複数の加工機を必要としたりできます。そして、いくつの異なる機械と操作が必要か。必要な機器のサイズと機能によって、総コストに影響する要因が増加します。
最新の機械加工および製造設備は異なり、非常に高価です。多軸加工機で部品を完成させたり、複数の加工機を必要としたりできます。そして、いくつの異なる機械と操作が必要か。必要な機器のサイズと機能によって、総コストに影響する要因が増加します。
プロジェクト用に数種類の CNC マシンをレンタルできます。どちらを選択するかは、作業のコストに影響を与える可能性があります。 CNC フライス盤や CNC 旋盤を含む 3 軸工作機械の場合、多軸工作機械の運用コストは比較的高くなります。
プロジェクトを受け取ると、まずエンジニアが生産プロセスをチェックし、次に最も経済的な生産方法を選択し、最後に生産時間を取得します。生産プロセスが異なれば生産時間も異なるため、ワークピースの価格が非常に高くなる場合があります.
ただし、当社のエンジニアは非常に専門的であり、見積もられた価格は正確であるため、心配する必要はありません。私たちの価格は必ずしも最も安いわけではありませんが、同じ品質で最も適したものでなければなりません.
最後に部品の数です。部品の数が多いほど、追加の各ユニットのコストは低くなります。これは、大量注文によって部品の最終コストが増加することを意味しますが、単価は低下します。複数の同一部品を作成する場合は、同じ CAM プログラミングと治具を再利用するか、同じ在庫から複数の部品を一度に切り取ることができます。
SANS はカスタム CNC 精密部品の製造を専門としており、MOQ はありません。多品種・少量・試作品を得意としています。見積もりと納品を迅速に行うことができます。
今すぐお問い合わせください!
製造プロセス