


加工部品の図面を分析するには?
まず、製品、場所、組み立て関係、および作業条件における機械加工部品の役割を知り、さまざまな技術要件が部品の組み立て品質と性能に与える影響を明確にし、主要な技術的要素を見つけます。要件を満たし、部品図を分析します。
(1) 部品図の完全性と正確性を確認する
機械加工された部品の形状と構造を理解した後、部品の図が正確で十分かどうか、表現が直感的で明確かどうか、図面が国家規格に準拠しているかどうか、寸法、公差の表示があるかどうかを確認する必要があります。技術的要件が完全で合理的であることなど
(2) 部品の技術要件の分析
技術的要件の一部には、加工面の寸法精度、主加工面の形状精度、主加工面間の相互位置精度が含まれます。機械加工された表面の粗さ、および表面品質に関するその他の要件、熱処理要件、その他の要件 (ダイナミック バランス、非丸みまたは面取り、バリ取り、ブランク要件など)。
これらの要求が、性能確保を前提として経済的かつ合理的であるか、既存の生産条件で実現できるかを分析することに注意を払う必要があります。特に、主表面の機械加工によって部品プロセスの概要が決まるため、主表面の技術的要件が分析されます。
(3) A パーツの分析 分 素材
それは、ブランク材自体の機械的性質や熱処理、ブランクスの鋳造品質や加工する材料の硬さ、白口、砂、ゆるみなどの有無を分析し、その程度を判断することです。機械加工の難しさと、工具材料と切削パラメータを選択するための基礎を提供すること。選択された部品材料は、経済的かつ合理的で、優れた切削性能を備え、サービス性能の要件を満たす必要があります。
(4) 適切なマーキング サイズ
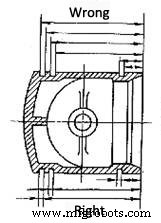
- 部品図面の重要な寸法は直接マークする必要があり、加工ではプロセス データムと設計データムを一致させ、最短チェーン寸法の原則に沿って作成する必要があります。図 1 のサイズピストン リングの溝は重要なサイズであり、その幅は直接注入する必要があります。
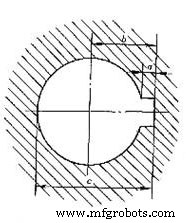
- 部品図面に記された寸法は、測定しやすいものでなければなりません。軸、中心線、仮想平面、およびその他の測定が困難なデータムからの寸法は記さないでください。図 2 に示されているハブ キー溝の深さは、簡単に測定できます。寸法 C が示されている場合にのみ、キャリパーまたはテンプレートを使用して測定します。
-
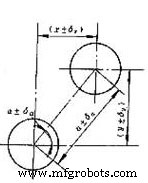
部品図の寸法は、矛盾を生じないように閉じてマークしてはならない。 3、穴の間隔寸法 A ± と角度 ± がマークされているため、x 軸と Y 軸の座標寸法をランダムにマークすることはできません。処理を容易にするために、寸法チェーンに従って計算し、括弧でマークすることができます。加工時の参考サイズです。
-
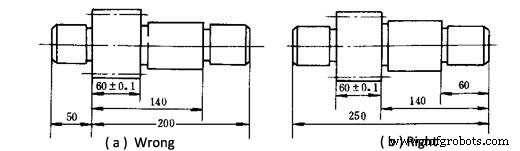
パーツの不一致のフリー サイズは、プロセス参照ノートから可能な限り順番に処理する必要があります。図4は、図3の表現方法を示している。 (a) ほとんどの寸法を変換する必要があり、直接測定することはできません。図 (b) のラベル付け方法は、処理順序と一致しており、処理測定に便利です。
-
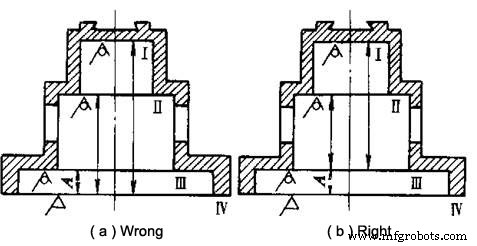
部品の各非処理面の位置とサイズは直接マークする必要があり、非処理面と処理面の間の接触サイズは 1 つだけです。図5は、図4の注釈方法を示す。 (a) は合理的ではありません。図面の要件を満たすために保証できるのは 1 つの寸法のみであり、他の寸法は公差外である可能性があります。図 (b) の寸法 A は、面 Ⅳ を加工するときに確保されます。位置を直接タグ付けして処理する場合を除き、鋳造時に保証します。 .
製造プロセス