


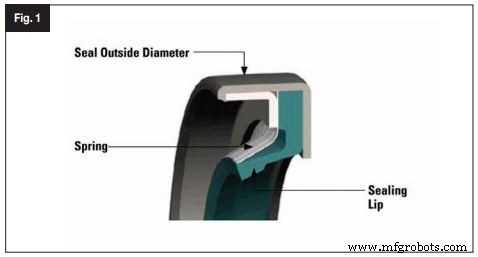
ベアリング汚染の封鎖

ベアリングシールは、グリースを汚染から保護するのに役立つため、グリース潤滑と組み合わせて使用する場合に重要です。グリースに到達した汚染物質は閉じ込められ、ベアリングを継続的に摩耗させます。
ほとんどのシールは、汚染物質がベアリングに入るのを防ぐように設計されています。一部のシールは、グリースをベアリングから逃がす、つまり「ウィープ」できるように設計されています。これらのタイプのシールでは、しだれ作用により、グリースが汚染物質の一部をベアリングから運び出すことができます。ベアリングから漏れるグリースは、シールの潤滑に役立ち、汚染に対する追加のバリアを形成します。
機器の検査と準備
ティムケンのリップシールを取り付ける前に、機器を徹底的に検査する必要があります。最良の結果を得るには、以下の仕様に従ってください。
シャフト表面仕上げ(粗さ平均またはAA [算術平均]): PS-1(モデル61)を除いて、すべてのシールの表面仕上げは0.25〜0.50μm(10〜20μin)以内である必要があります。
PS-1(モデル61)の場合、表面仕上げは0.10〜0.20μm(4〜8μin)以内である必要があります。すべてのシールの表面仕上げ方向は、シャフトの回転軸に対して垂直である必要があります。
ハウジングボア表面仕上げ、Ra(粗さ平均またはAA [算術平均]): すべてのシールの表面仕上げは2.54μm(100μin。)でなければなりません。すべてのシールの表面仕上げ方向は、シャフトの回転軸に対して垂直である必要があります。
シャフト表面硬度、ロックウェルCスケール: PS-1(モデル61)を除くすべてのシールで、シャフトの接触面の硬度は30〜40ロックウェルCである必要があります。PS-1(モデル61)の場合、表面硬度は50〜70ロックウェルである必要があります。 C。
追加仕様: シャフトとハウジングボアの両方にエッジリリーフ(できればエッジ面取り)を含める必要があります。シャフトとハウジングのボアの両方に、スパイラルマシニングマーク、バリ、鋭いエッジ、傷、引っかき傷、腐食などの欠陥がないようにする必要があります。
通常、シャフトには以前のシールから作成された摩耗溝があります。新しいシーリングリップが同じ場所でシールされていないことを確認してください。
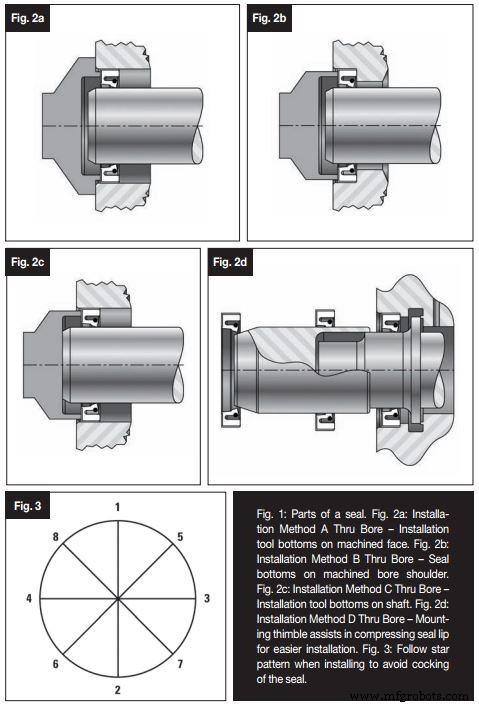
キー溝やスプラインなどのドライブ機能が存在する場合は、図2に示すような取り付けツールを使用し、図2dに示す取り付け方法Dを使用してカバーする必要があります。シャフトのサイズによって工具の使用が禁止されている場合は、次のいずれかのオプションを使用してください。
•ポリエチレンテープ
•滑らかなエッジの真ちゅう製シムストック
•滑らかなエッジの木製プラグ。
切り傷、くぼみ、傷などの損傷の兆候がないか、シーリングリップを検査します。スプリング(フィンガーまたはガータータイプ)がシール内に保持されていることを確認します(接着または組み立て済み)。シールの外径を調べて、切り傷(ゴム製シール)、くぼみ、傷などの損傷の兆候がないか調べます。
インストール方法
確実なシールの取り付け:図64に示す適切な取り付け方法のいずれかを使用して、シールを取り付けます。取り付け工具を使用する場合、直径または接触面積は0.254 mm(0.010インチ)以下にする必要があります。ボア径より。シールのサイズによって取り付けツールの使用が禁止されている場合は、次のようにします。
•シールの上に木のブロックを置き、木槌を使用してシールを所定の位置に押し込みます。木槌で直接シールを叩かないでください。損傷する可能性があります。
•この方法を使用する場合は、星型のパターンに従ってください(シールのコッキングを避けるために図3に示すように。
•木製ブロックの端を位置1と2に配置します(図3を参照)。
•木槌でボードの中央を叩きます。
•木製のブロックを適切な位置(3と4、5と6、7と8)に回転させ、ブロックの中央を木槌で毎回叩きます。
•シールがハウジングのボアに正しく装着されるまで、パターンを繰り返します。シール面とハウジング面の差が0.254mm(0.010インチ)の場合、シールは完全に装着されています。
スプリットシールの取り付け
注:これは、周囲圧力/浸水していないアプリケーションにのみ適用されます。
•シールリップとシャフトに潤滑剤を薄く塗布します。
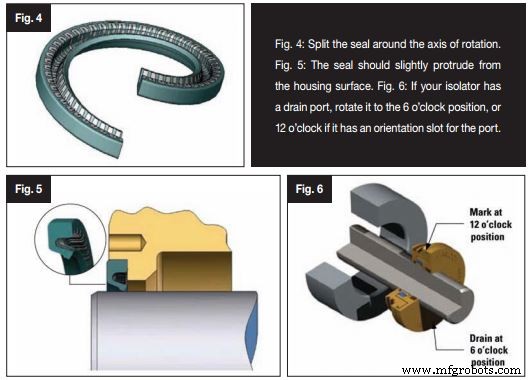
•回転軸に沿ってシールを分割します(図4に示すように、シャフトの周りにシールを配置します)。
•分割された端から始めて、シールをハウジングの穴に挿入します。シールの分割端が接触していることを確認してください。
•両側を下向きに動かし、シールをハウジングの穴に挿入し続け、下部で仕上げます。
•シールがハウジングの穴に適切に装着されると、図5に示すように、ハウジングの表面から0.381 mm(0.015インチ)突き出るはずです。0.015インチの突起がシールの幅に組み込まれています。ボアハウジングの深さは、パッケージに指定されているシール幅に機械加工する必要があります。
検査
取り付け後、シールリップの周囲と外径に特に注意して、シール領域に漏れがないか検査します。シールリップが、前のシールからシャフトに摩耗した溝にないことを確認してください。
断路器の設置
アイソレータを設置する前に、すべての機器を検査する必要があります。まず、機械へのすべての電源を切断し、標準の安全手順に従って、設置中の人身傷害または機器の損傷を回避します。
次に、シャフトとボアの表面を検査します。シャフトの仕上げは、最小限のリードで1.63μm(64μin。)よりも優れている必要がありますが、研磨された表面は必要ありません。ボア表面は2.54μm(125μin。)である必要があります。 Oリングがせん断するのを防ぐために、シャフトとボアの両方に面取りまたはその他のエッジリリーフが必要です。
第三に、シャフトとボアに損傷や欠陥がないか確認します。それらは両方とも、バリ、刻み目、くぼみ、およびその他の欠陥がないようにする必要があります。エリアからすべての異物を取り除きます。多くの場合、以前のシールがシャフトに溝を摩耗させている可能性があることに注意してください。新しいシールのローターOリングがこの領域に乗っていないことを確認してください。
最後に、キー溝やスプラインなどのドライブ機能がシャフトにある場合は、取り付け時にそれらをカバーする必要があります。これを行うには、取り付けツール、ポリエチレンテープ、滑らかなエッジの真ちゅう製シムストック、または滑らかなエッジの木製プラグを使用します。
シールの準備: ティムケンの金属製と非金属製のベアリングアイソレータはユニット化されており、それらを分解しようとすると、シールが損傷するだけでなく、製品の保証が無効になります。
インストールする前に、Oringの外径を調べてください。およびI.D.、欠陥がないことを確認します。アイソレータに付属の潤滑剤を使用して、すべてのOリングに軽くグリースを塗ります。
インストール: 手だけを使用して(取り付け工具は不要)、アイソレーターをシャフトに均等に押し込みます。
アイソレータに排水口がある場合は、6時の位置まで回転させます。 O.D.にオリエンテーションスロットがあるアイソレータの場合ステーターの位置を12時の位置に回転させて、ドレンポートが適切に配置されるようにします。一部の非金属ベアリングアイソレータは任意の方向に取り付けることができ、シールを配置する必要はありません。詳細については図68を参照してください。追加情報が必要な場合は、営業担当者にお問い合わせください。
手だけを使用して(取り付け工具は不要)、アイソレータをボアに静かに押し込みます。必要に応じて、木槌を使用してアイソレータを軽くたたきます。フランジ付きアイソレータは、フランジがハウジングと同じ高さになると完全に固定されますが、フランジレスアイソレータはハウジングの下部に取り付けて、ボア面と同じ高さになると完全に固定されます。
インストール後
検査: 取り付け後、シール部分に損傷がないか調べます。シャフトをゆっくりと回転させて、ローターが正しく機能していることを確認します。アイソレータを浸水させたり、排出ポートを塞いだりしないでください。これらのアクションは、シールの損傷や故障を引き起こす可能性があります。
削除: 古いアイソレータを機器から取り外すには、シールの裏側から始めて、取り付け手順を逆に実行します。アイソレータの裏側へのアクセスが難しい場合は、ハウジングから少しずつこじってください。シールの取り外し中にシャフトまたはハウジングのボアを損傷しないように注意してください。
機器のメンテナンスと修理