


チタンインプラントをフライス盤するための精密歯科用フライス盤ホルダー

歯科技工所ネットワーク はオンラインコミュニティであり、中程度の歯科用の機械を使用したチタンインプラントのフライス盤に関する議論に頻繁に参加しています。最近、ラボの所有者が軽量のベンチトップモデルの精度について質問しているスレッドがありました。これが私の回答です:
チタンインプラント部品のフライス盤に関連して歯科業界でよく耳にする誤解に関するいくつかの説明…そのうちのいくつかはこのスレッドに現れています。
まず第一に、チタンを切断するフライス盤の能力は、同じ機械がインプラント部品を製造する能力を持っていることを意味しないことに注意することが重要です。インプラントの形状には、クラウンやブリッジの用途よりもはるかに高いレベルの精度と精度が必要です。チタンでインプラントバーとアバットメントをうまくフライス盤で削るのに重要な役割を果たすいくつかの要因(多くの中で)は、工具の先端での機械の剛性と一貫性(工具の振れまたは同心性として知られています)です。私の経験から、インプラントヘックスの5ミクロンの寸法調整は、フィットするパーツとフィットしないパーツの間に十分な効果があります。したがって、ツールの先端が10ミクロン以上で「ぐらつく」場合(直接シャンクツール保持スピンドルの場合)、マシンから十分な精度の部品を取得することはできません。
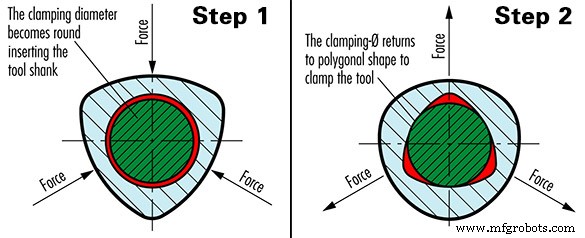
これが、Schunk Tribos HSKホルダーを使用して工具をスピンドル内に固定し、工具の同心度が約2ミクロン以下になる理由です。これにより、スピンドルの寿命が延び(スピンドルベアリングは振動を嫌います)、工具の寿命が延び、そして最も重要なことに…最終的なフライス盤部品の精度が保証されます。
これは、チタンを単純にフライス盤(プリフォームとして、またはクラウンとブリッジの用途向け)から完全なチタンアバットメントとバーにジャンプするときに覚えておくべき多くの機械属性の1つです。

歯科市場では、D5デンタルミル は、この工具クランプ技術を利用する唯一の機械です。 DATRONの産業用CNCの経験が、チタンで高精度のインプラント部品を製造する歯科技工所の能力を向上させる機能を備えた使いやすいシステムを作成する上で、どれほど重要な役割を果たしているかを示しています。
読んでくれてありがとう!
CNCマシン