


G91 インクリメンタル プログラミングを使用した CNC Mill プログラミング演習
この CNC ミル プログラミング演習では、図面と各図面ポイントの正確な座標を見つける方法を理解するためのより多くのアイデアを得ることができます。 .
このプログラムは、C 軸が回転テーブルに使用される 4 軸 CNC ミル用に書かれています。
3 軸 CNC ミルもこのプログラムを実行できます。 N15.
CNC Mill プログラミング演習
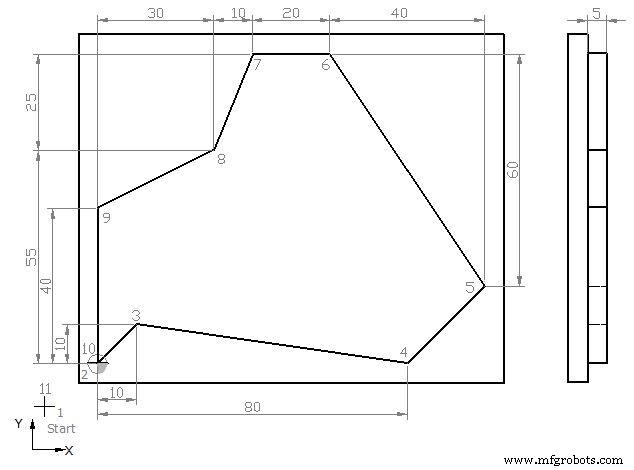
G91 インクリメンタル プログラミング CNC ミル演習
N5 G00 G54 G64 G90 G17 X-20 Y-20 Z50 ;Point 1 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G42 G91 X20 Y20 ;Point 2 N40 X10 Y10 ;Point 3 N45 X70 Y-10 ;Point 4 N50 X20 Y20 ;Point 5 N55 X-40 Y60 ;Point 6 N60 X-20 ;Point 7 N65 X-10 Y-25 ;Point 8 N70 X-30 Y-15 ;Point 9 N80 X0 Y-40 ;Point 10 N85 G40 G90 X-20 Y-20 ;Point 11 N90 G00 Z50 N95 Y100 N100 M30
完成品
加工プロセスが完了すると、ジョブは 3D ビューで次のようになります。
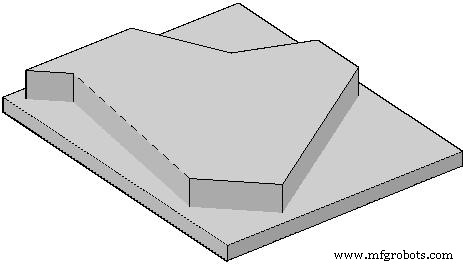
3D で機械加工されたパーツを完成
CNC G コードの説明
G00 :早送り。
G54 :ゼロオフセット番号。 1.
G64 :連続パス モード。
G90 :絶対寸法システム。
G91 :インクリメンタル寸法システム。
G17 :X-Y プランの選択。
G42 :カッター半径補正の有効化 (右側の移動)
G40 :カッター半径補正の無効化
S :スピンドル速度
F :軸のモーション フィード
M :カッターのモーション (3=時計回り) , 4=反時計回り)
D :ツール番号
CNCマシン
- CNC 円弧プログラミング演習
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- G71 ボルト穴アーク – CNC ミル プログラミング
- G70 ボルト ホール サークル – CNC ミル プログラミング
- CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example
- ハスト CNC ミル G90 絶対座標 G91 増分座標の例
- Fanuc G85 ボーリング サイクル – CNC ミル プログラミング
- Sinumerik CYCLE82 穴あけザグリ サイクル – CNC ミル プログラミング
- 空欄を埋める CNC プログラミング演習 複数の円弧
- 空欄を埋める CNC プログラミング フライス加工の演習
- 空欄を埋める CNC プログラミング演習