


ハスト CNC ミル G90 絶対座標 G91 増分座標の例
Hust CNC の簡単な基本的な G コード プログラムの例。G90 アブソリュート座標と G91 インクリメンタル座標の違いを示します。
このチュートリアルは、ほとんどのファナック cnc コントロールにも適用されます。
これは、初心者レベルの cnc 機械工と cnc プログラマーが G90 と G91 の違いを理解するための優れたリソースです。
Hust CNC ミル コントロールについて
G90 G コードは絶対座標に使用されます
G91 G コードはインクリメンタル座標に使用されます。
G90 絶対座標
原点(ワーク原点)が基準です。ワークピース (機械部品) の形状を表すすべての点の座標は、原点から計算されます。
G91 インクリメンタル座標
ワークピース (機械部品) の形状を表すすべての点の座標は、前のブロックの終点から計算されます。
Hust CNC の柔軟性
G90 絶対座標
G90 絶対座標モードでは、
X は X 軸の絶対移動に使用されます。
Y は Y 軸の絶対移動に使用されます。
Z は Z 軸の絶対移動に使用されます。
ただし、G90 絶対座標モードでは、U、V、W を軸のインクリメンタル移動コマンドに使用できます
U は X 軸のインクリメンタル移動に使用されます。
V は Y 軸のインクリメンタル移動に使用されます。
W は Z 軸の増分移動に使用されます。
つまり、G90 絶対座標モードで作業している場合、必要に応じて、U、V、W を使用して増分移動を行うことができます。
G91 増分座標コマンド G コードを使用する必要はありません。
G91 インクリメンタル座標
G91 インクリメンタル座標モードでは、
X は X 軸のインクリメンタル移動に使用されます。
Y は Y 軸のインクリメンタル移動に使用されます。
Z は Z 軸のインクリメンタル移動に使用されます
G91 インクリメンタル座標モードでは、U、V、W は使用できません。
CNC プログラムの例
ハスト CNC ミル G90 アブソリュート座標 G91 インクリメンタル座標の例
G90 絶対座標
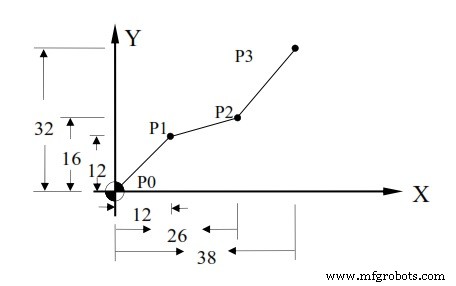
N10 G00 X0.000 Y0.000 Position to work origin N20 G90 Set program to absolute value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X26.000 Y16.000 P0 to P2 N50 X38.000 Y32.000 P2 to P3 N60 M2
G91 インクリメンタル座標
N10 G00 X0.000 Y0.000 Position to work origin N20 G91 Set program to increment value N30 G1 X12.000 Y12.000 F300.00 P0 to P1 N40 X14.000 Y4.000 P0 to P2 N50 X12.000 Y16.000 P2 to P3 N60 M2
G90 絶対座標
N10 G00 X0.000 Y0.000 Position to work origin N20 G1 U12.000 V12.000 F300.00 P0 to P1 N30 U14.000 V4.000 P1 to P2 N40 U12.000 V16.000 P2 to P3 N60 M2
混合使用
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 X26.000 V4.000 P1 to P2 N50 X38.000 V16.000 P2 to P3 N60 M2
または
N10 G00 X0.000 Y0.000 Position to work origin N30 G1 U12.000 V12.000 F300.00 P0 to P1 N40 U14.000 Y16.000 P1 to P2 N50 U12.000 Y32.000 P2 to P3 N60 M2
CNCマシン
- G90 モーダル旋削サイクルによるテーパ旋削 – CNC サンプル コード
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- G81 穴あけサイクル – G91 インクリメンタル モードのサンプル コードで穴あけを繰り返す
- CNC ミル プログラミング アブソリュート インクリメンタル G90 G91 サンプル コード
- Haas CNC ミル G コード
- フル サークル CNC プログラム サンプル コードのミル方法
- CNC Mill Contour Pecking – Fanuc Subprogram Repeat Example
- 初心者の CNC 機械工 - 基本的な CNC 固定サイクルの例 G90
- Sinumerik Mill プログラム – 絶対寸法コマンド G90 AC
- Heidenhain アブソリュートおよびインクリメンタル ワークピース位置の例
- Hust CNC G コード リスト – CNC Mill H4M &H4CL-M