


Fanuc G72.1 G72.2 Figure Copy Program Example (Bolt Hole Circle)
この CNC プログラムの例は、G72.1 と G72.2 の両方の図形コピー関数が 1 つのパート プログラムでどのように相互に呼び出されるかを示しています。以下のプログラミング ノートを注意深くお読みください。
プログラミング
ファナック G72.1 回転コピー
G72.1 回転コピー G コードを使用すると、サブプログラムで指定された図形を 回転移動 で繰り返し作成できます .
プログラム例で G72.1 定義を読む Fanuc G72.1 回転コピー (フィギュア コピー機能 CNC ミル)
ファナック G72.2 リニア コピー
G72.2 リニア コピー G コードを使用すると、サブプログラムで指定された図形を 直線移動 で繰り返し作成できます .
プログラム例で G72.2 定義を読む Fanuc G72.2 Linear Copy (Figure Copy Function CNC Mill)
ファナック G81 掘削サイクル
G81 穴あけサイクルは、単純な穴あけ/スポット穴あけ操作に使用されます。
G81 穴あけサイクルの定義とプログラム例を読む Fanuc G81 穴あけサイクル
プログラミングに関する注意事項
複数のコマンドを指定して Figure をコピーする
<オール>ファナック G71.2 G72.2 プログラム例
メイン プログラム
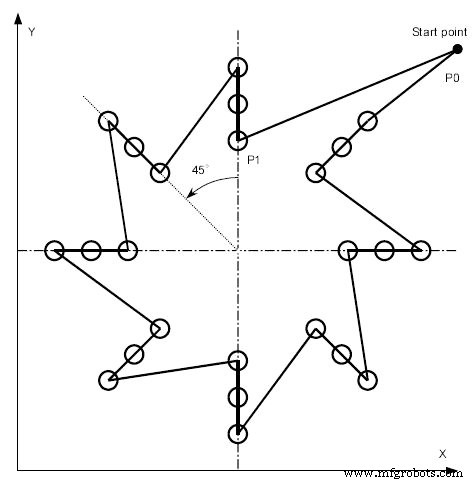
O4000 ; N10 G90 G00 G17 X240. Y230. Z100. ; (P0) N20 G72.1 P4100 X120. Y120. L8 R45. ; N30 G80 G00 X240. Y230. ; (P0) N40 M30 ;
サブプログラム ローテーション コピー (G72.1)
O4100 N100 G72.2 P4200 I0 J20. L3 ; N200 M99 ;
サブプログラム リニアコピー (G72.2)
O4200 N110 G90 G81 X120. Y180. R60. Z10. F200. ; (P1) N210 M99 ;
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- サンプル プログラム例 Fanuc G72 Facing Cycle Single-line-format
- 角度に沿った G72 ボルト穴 CNC サンプル プログラム
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- 開始角度の設定方法 – G70 ボルト穴の円の例