


Fanuc G15 G16 極座標コマンド ボルト円プログラムの例
提出者:機械工
描画/画像
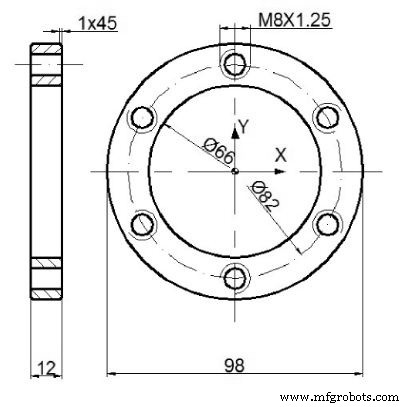
CNC プログラム
O777 G91 G28 X0 Y0 Z0 M06 T01 M03 S500 G90 G54 G43 H1 G00 Y41 X0 Z5 G81 Z-12 R2 F200 G16 X41 Y150 X41 Y210 X41 Y270 X41 330 X41 Y30 G15 G28 Z0 M06 T02 G43 H2 G00 X0 Y41 G00 Z5 G84 Z-12 R2 F625 P1.25 G16 X41 Y150 X41 Y210 X41 Y270 X41 Y330 X41 Y30 G15 G28 Z0 M30
CNCマシン
- Fanuc G75 溝入れサイクル CNC プログラム例
- CNC Fanuc G73 パターン繰り返しサイクル CNC プログラム例
- ファナック CNC プログラム例
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- Fanuc G70 G71 荒削りおよび仕上げ旋削サイクル プログラムの例
- G90 ターニング サイクル ファナック – CNC プログラムのサンプル コード
- Fanuc G94 フェーシング サイクル CNC サンプル プログラム
- Fanuc G72 Facing Canned Cycle サンプル プログラム
- サンプル プログラム例 Fanuc G72 Facing Cycle Single-line-format
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- 開始角度の設定方法 – G70 ボルト穴の円の例