


スクエア アイランドを使用した Haas G150 ポケット ミリング プログラムの例
投稿者:cnc プログラマー
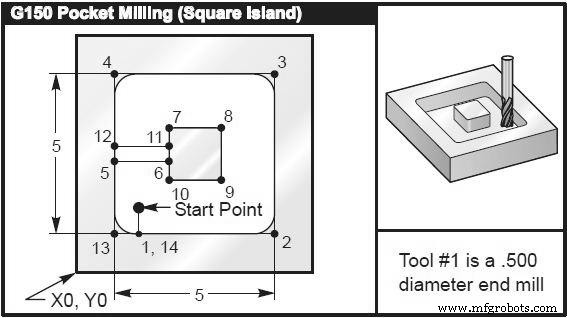
描画/画像
CNC プログラム
(5.0 x 5.0 x 0.500 DP. Square Pocket with Square Island) Main Program % O02010 T1 M06 (Tool is a 0.500” diameter endmill) G90 G54 G00 X2. Y2. (XY Start Point) S2500 M03 G43 H01 Z0.1 M08 G01 Z0.01 F30. G150 P2020 X2. Y2. Z-0.5 Q0.5 R0.01 I0.3 K0.01 G41 D01 F10. G40 G01 X2.Y2. G00 Z1.0 M09 G53 G49 Y0. Z0. M30 Subprogram % O02020 (Subprogram for G150) G01 Y1. (1) X6. (2) Y6. (3) X1. (4) Y3.2 (5) X2.75 (6) Y4.25 (7) X4.25 (8) Y2.75 (9) X2.75 (10) Y3.8 (11) X1. (12) Y1. (13) X2. (14) (Close Pocket Loop) M99 (Return to Main Program) %
CNCマシン
- Fanuc G20 の CNC プログラム例によるインチ単位の測定
- Haas G71 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- 初心者向け CNC フライス盤プログラミング例
- プログラム例 L930 ミリング円形ポケット Sinumerik 840C
- CNC プログラム例のスロット ミリング
- G01 を使用した面取りと半径のプログラム例
- G82 Drilling Canned Cycle with Dwell CNC Milling Example Program
- 基本的なサンプル コードを使用した Haas M98 サブプログラムの呼び出し
- CNC プログラム例による Haas CNC M97 ローカル サブプログラム呼び出し
- Siemens Sinumerik Milling プログラミング例