


Haas G150 ポケット ミリング プログラムの例
提出者:ブライアン
描画/画像
CNC プログラム
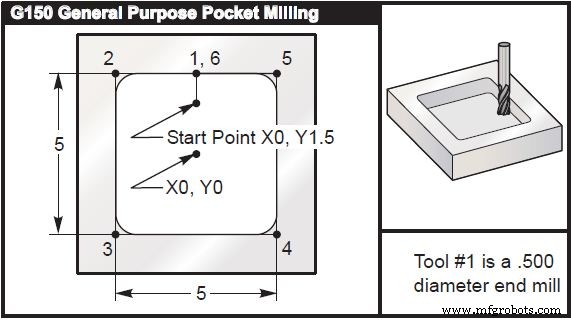
(5.0 x 5.0 x 0.500 DP. Square Pocket) Main Program % O01001 T1 M06 (Tool #1 is a 0.500” diameter endmill) G90 G54 G00 X0. Y1.5 (XY Start Point) S2000 M03 G43 H01 Z0.1 M08 G01 Z0.1 F10. G150 P1002 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10. G40 G01 X0. Y1.5 G00 Z1. M09 G53 G49 Y0. Z0. M30 % Subprogram % O01002 G01 Y2.5 (1) X-2.5 (2) Y-2.5 (3) X2.5 (4) Y2.5 (5) X0. (6) (Close Pocket Loop) M99 (Return to Main Program) %
CNCマシン
- Haas G71 サンプル プログラム
- G81 穴あけ固定サイクル CNC フライス加工プログラムの例
- CNC ミリング サンプル プログラム
- 初心者向け CNC フライス盤プログラミング例
- プログラム例 L930 ミリング円形ポケット Sinumerik 840C
- CNC プログラム例のスロット ミリング
- Haas CNC G71 ボルト穴円弧コマンド サンプル プログラム
- CNC ミリング G70 ボルト穴サークル プログラムの例
- 基本的なサンプル コードを使用した Haas M98 サブプログラムの呼び出し
- CNC プログラム例による Haas CNC M97 ローカル サブプログラム呼び出し
- Siemens Sinumerik Milling プログラミング例